You might also like
- Suggested Methods and Guidelines For Torquing and Bolting Flange JointsDocument4 pagesSuggested Methods and Guidelines For Torquing and Bolting Flange JointsVivekananth AshokanNo ratings yet
- KochDocument181 pagesKochRichard FelipNo ratings yet
- Common Causes of Bolted Joint LeakageDocument2 pagesCommon Causes of Bolted Joint LeakageAnonymous avGU1iNo ratings yet
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNo ratings yet
- Post Weld Treatment Procedure For Piping Spools (Abj) KN Rev-2Document15 pagesPost Weld Treatment Procedure For Piping Spools (Abj) KN Rev-2williamsenNo ratings yet
- Pig Launcher Fabrication and Installation Activity PlanDocument1 pagePig Launcher Fabrication and Installation Activity PlanbeqsNo ratings yet
- TighteningofStructuralBolts 31-35Document5 pagesTighteningofStructuralBolts 31-35masaud akhtarNo ratings yet
- Bolt Tightening Procedure GuideDocument6 pagesBolt Tightening Procedure Guideal arabiNo ratings yet
- 3LPE Repair ProcedureDocument3 pages3LPE Repair Procedurelhanx2No ratings yet
- PWHT For Shell Nozzle of Steel Storage Tanks-21Document27 pagesPWHT For Shell Nozzle of Steel Storage Tanks-21الGINIRAL FREE FIRE100% (1)
- CS 5200 SC01 Ope PRC 253007 - A - C2Document78 pagesCS 5200 SC01 Ope PRC 253007 - A - C2chancele nguepdjopNo ratings yet
- Plug Process Repair Heat Exchangers PDFDocument6 pagesPlug Process Repair Heat Exchangers PDFJOÃO CARLOS SILVANo ratings yet
- Hottaping FURMANITEDocument85 pagesHottaping FURMANITEAriz Joelee ArthaNo ratings yet
- E25NAFLON Expansion BellowsDocument22 pagesE25NAFLON Expansion BellowsRezza Octova GochirNo ratings yet
- Heat Exchanger Tube Material SpecificationsDocument2 pagesHeat Exchanger Tube Material SpecificationssdrtfgNo ratings yet
- Asmepcc 2repairleaks Article 4Document23 pagesAsmepcc 2repairleaks Article 4amalhaj2013No ratings yet
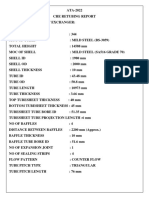
- CHE Retubing ReportDocument29 pagesCHE Retubing ReportRajesh KtrNo ratings yet
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNo ratings yet
- Method Statement: Al-Khafji FDP Phase-I Onshore FacilitiesDocument8 pagesMethod Statement: Al-Khafji FDP Phase-I Onshore FacilitiesSiddiqui Muhammad AshfaqueNo ratings yet
- Inspection and Test Plan for Mars CS PackageDocument17 pagesInspection and Test Plan for Mars CS PackageMariah PearsonNo ratings yet
- Pneumatic Testing Procedure For PipelinesDocument3 pagesPneumatic Testing Procedure For PipelinesKu Masayu Ku HusinNo ratings yet
- DANEM EN WELD HIS CLIENT QAFCO CONTRACT NO QAFCO-1 OPTIMIZEDocument48 pagesDANEM EN WELD HIS CLIENT QAFCO CONTRACT NO QAFCO-1 OPTIMIZESahad VarambankallanNo ratings yet
- Witness Joint ChecklistDocument1 pageWitness Joint ChecklistAustin J AlfredNo ratings yet
- Bolted Flanged Joints New Methods Practices ProceedingsDocument2 pagesBolted Flanged Joints New Methods Practices ProceedingsMladen ČorokaloNo ratings yet
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- WPS PQRDocument126 pagesWPS PQRBuditama ChandranegaraNo ratings yet
- Anchor Flange Design and ManufactureDocument4 pagesAnchor Flange Design and ManufactureHector MejiaNo ratings yet
- Install, operate and maintain microfinish ball valvesDocument14 pagesInstall, operate and maintain microfinish ball valvesrajputashiNo ratings yet
- I Object: Repair Procedure For Tank BottomDocument6 pagesI Object: Repair Procedure For Tank BottomZouhair BenmabroukNo ratings yet
- 09-00 - Shell and Tube Heat Exchangers For Routine ServiceDocument17 pages09-00 - Shell and Tube Heat Exchangers For Routine ServiceFolayemiNo ratings yet
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Document9 pagesMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanNo ratings yet
- Made in Italy - EuropeDocument8 pagesMade in Italy - EuropeenenickNo ratings yet
- Pipe Pre-Test ChecklistDocument1 pagePipe Pre-Test Checklistjrod915No ratings yet
- Underground Pipe Hydrotest ChartDocument1 pageUnderground Pipe Hydrotest ChartspazzbgtNo ratings yet
- Pipework Pretest Checklist (Empty)Document1 pagePipework Pretest Checklist (Empty)Jorge GarciaNo ratings yet
- Stationary Equipment Procedure (Pack 1)Document5 pagesStationary Equipment Procedure (Pack 1)Farhan SheikhNo ratings yet
- Installation Storage Instructions Klinger GasketsDocument6 pagesInstallation Storage Instructions Klinger GasketsMoustafa HelmyNo ratings yet
- P1 Group Pipe Purging ProcedureDocument2 pagesP1 Group Pipe Purging Procedurembrush810No ratings yet
- Piping Test Pack Clearance ReportDocument2 pagesPiping Test Pack Clearance ReportKarthikNo ratings yet
- Piping Welding General Specification Consortium) Rev-3Document48 pagesPiping Welding General Specification Consortium) Rev-3rvsreddy1972No ratings yet
- Post Weld Heat Treatment ProcedureDocument18 pagesPost Weld Heat Treatment Proceduremohd as shahiddin jafriNo ratings yet
- Flange Tracking LogDocument5 pagesFlange Tracking Logcorey jacobsNo ratings yet
- Inspection and Test Plan For Storage TankDocument8 pagesInspection and Test Plan For Storage TankAndreas AlexanderNo ratings yet
- Tubular Heat ExchangerDocument4 pagesTubular Heat Exchangerprashant_dc_inNo ratings yet
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- Butt JointsDocument21 pagesButt JointsRaj1-23No ratings yet
- FRP Installation GuideDocument8 pagesFRP Installation GuideDouglas HillNo ratings yet
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- Grinnell Mechanical Products Mechanical Outlet Coupling Installation / Assembly InstructionsDocument2 pagesGrinnell Mechanical Products Mechanical Outlet Coupling Installation / Assembly InstructionsRay LujanNo ratings yet
- Assembly Instructions For Bondstrand Fiberglass FlangesDocument8 pagesAssembly Instructions For Bondstrand Fiberglass FlangesHoang CongNo ratings yet
- Piping Inspector Questions 1Document6 pagesPiping Inspector Questions 1Badiuzzama786100% (1)
- SAEP-351 Bolted Flange Joint AssemblyDocument12 pagesSAEP-351 Bolted Flange Joint AssemblyBebin Mathew75% (8)
- GPT Installation Instructions - LoresDocument7 pagesGPT Installation Instructions - LoresEWheelerFKNo ratings yet
- Installation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt HolesDocument4 pagesInstallation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt Holesquiron2010No ratings yet
- Piping Inspector QuestionsDocument10 pagesPiping Inspector QuestionsRichard Periyanayagam100% (1)
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Document9 pagesGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaNo ratings yet
- Chicksan Inspection ProcedureDocument9 pagesChicksan Inspection ProcedureBanu Stefan Adrian100% (7)
- Iin Nsstta Alllla Attiio On N,, O Op Pe Erra Attiio On N,, & & M Ma Aiin Ntte en Na An Ncce E M Ma An Nu Ua AllDocument24 pagesIin Nsstta Alllla Attiio On N,, O Op Pe Erra Attiio On N,, & & M Ma Aiin Ntte en Na An Ncce E M Ma An Nu Ua Allaiyubi2No ratings yet
- Pipe DefectsDocument2 pagesPipe DefectsHansel FrancisNo ratings yet
- 10.03.459 Comments Resolution SheetDocument3 pages10.03.459 Comments Resolution SheetHansel FrancisNo ratings yet
- AWS welding classifications guide for common electrodesDocument1 pageAWS welding classifications guide for common electrodesMax RosasNo ratings yet
- AWS ELECTRODE CLASSIFICATION GUIDEDocument8 pagesAWS ELECTRODE CLASSIFICATION GUIDEFuaz Sukarya Abu Fatih100% (1)
- Tool Box AttendanceDocument4 pagesTool Box AttendanceHansel FrancisNo ratings yet
- Medical Expense PILDocument2 pagesMedical Expense PILHansel FrancisNo ratings yet
- Tool Box AttendanceDocument4 pagesTool Box AttendanceHansel FrancisNo ratings yet
- Structural Steel Blasting and Painting ProceduresDocument16 pagesStructural Steel Blasting and Painting ProceduresHansel Francis60% (10)
- Erection Procedure TanksDocument15 pagesErection Procedure TanksHansel Francis100% (1)
- Pipe Fabrication RequirementsDocument6 pagesPipe Fabrication RequirementsHansel FrancisNo ratings yet
- Pipe Fabrication RequirementsDocument6 pagesPipe Fabrication RequirementsHansel FrancisNo ratings yet
- Reading Comprehension Study Guide & Sample Test Questions: Lisa M. Garrett, Director of PersonnelDocument11 pagesReading Comprehension Study Guide & Sample Test Questions: Lisa M. Garrett, Director of PersonnelEstelle Nica Marie DunlaoNo ratings yet
- Process SynthesisDocument30 pagesProcess Synthesismiza adlin100% (1)
- Birds of The World Color Book PDFDocument76 pagesBirds of The World Color Book PDFnsalem100% (5)
- Darpan Shah: BR Point of SaleDocument10 pagesDarpan Shah: BR Point of SaleGerson OsoriaNo ratings yet
- Impact of Talent Management On Career Development of EmployeesDocument11 pagesImpact of Talent Management On Career Development of Employeessanthanalaxmi karthikvelNo ratings yet
- DD311 40Document154 pagesDD311 40luis naupari100% (1)
- Passage PlanDocument4 pagesPassage Plan16 - Aniruth100% (1)
- Gantrail Installation BrochureDocument6 pagesGantrail Installation BrochurenanesculNo ratings yet
- Kolsterising (Bodycote)Document4 pagesKolsterising (Bodycote)Scott KramerNo ratings yet
- Lecture19 150211 PDFDocument34 pagesLecture19 150211 PDFAbhishek SinghNo ratings yet
- Oracle Cloud Infrastructure 2019 Architect Associate Exam Number: 1Z0-1072 100% Pass GuaranteeDocument68 pagesOracle Cloud Infrastructure 2019 Architect Associate Exam Number: 1Z0-1072 100% Pass GuaranteeHiren KumarNo ratings yet
- Komunikacija Između Mikrokontrolera. Uart, Spi, I2C AD I DA KonverzijaDocument18 pagesKomunikacija Između Mikrokontrolera. Uart, Spi, I2C AD I DA KonverzijaHury999No ratings yet
- Chapter 12Document7 pagesChapter 12Xynith Nicole RamosNo ratings yet
- High-Force Dynamic Mechanical Analysis (DMA) : Dynamic Characterization of Viscoelastic MaterialsDocument12 pagesHigh-Force Dynamic Mechanical Analysis (DMA) : Dynamic Characterization of Viscoelastic MaterialsDavid SimangunsongNo ratings yet
- RTC Logistics PVT - LTDDocument3 pagesRTC Logistics PVT - LTDAnoop KalathillNo ratings yet
- Assessment of Academic Leadership Practices in Public Universities in NigeriaDocument8 pagesAssessment of Academic Leadership Practices in Public Universities in NigeriaIJAR JOURNALNo ratings yet
- Shield Type S A-RB Realizes Further Spool-Free!Document36 pagesShield Type S A-RB Realizes Further Spool-Free!Masauso Lungu100% (1)
- Case Hydraulic Excavators Poclan 988p C Shop ManualDocument20 pagesCase Hydraulic Excavators Poclan 988p C Shop Manualjanice100% (45)
- Sr. No. QuestionsDocument27 pagesSr. No. QuestionsSE 18 Ganesh pawarNo ratings yet
- AEP Contract v1Document3 pagesAEP Contract v1Rafly AndrianzaNo ratings yet
- Sunrise Company ProfileDocument18 pagesSunrise Company ProfileMohit AgrawalNo ratings yet
- Circuítos Integrados: Reguladores de Voltaje: Amplificadores Operacionales: Circuitos LinealesDocument4 pagesCircuítos Integrados: Reguladores de Voltaje: Amplificadores Operacionales: Circuitos LinealesAlejandro BalladaresNo ratings yet
- TM PDFDocument384 pagesTM PDFronaldNo ratings yet
- Rear Drive Axle, Axle HousingDocument3 pagesRear Drive Axle, Axle Housingluis eduardo corzo enriquez100% (1)
- A300 600Document2 pagesA300 600NadeemNo ratings yet
- Proclamation No. 2146Document2 pagesProclamation No. 2146Mon Señorito EdmundoNo ratings yet
- Fitness, Sports and Recreation Leadership: Quarter 3 - Module 1Document29 pagesFitness, Sports and Recreation Leadership: Quarter 3 - Module 1Elvin Sajulla BulalongNo ratings yet
- Tabasondra vs. ConstantinoDocument3 pagesTabasondra vs. ConstantinoDatu TahilNo ratings yet
- Banking Terminology Dutch EnglishDocument5 pagesBanking Terminology Dutch EnglishDavid KimNo ratings yet
- Latihan Soal IDocument6 pagesLatihan Soal IMas GigihNo ratings yet