You might also like
- 1 s2.0 S0301421501000908 MainDocument12 pages1 s2.0 S0301421501000908 Maindennisitty01No ratings yet
- Newcastle University and Electrokinetic Limited, United Kingdom (C.j.f.p.jones@ncl - Ac.uk)Document18 pagesNewcastle University and Electrokinetic Limited, United Kingdom (C.j.f.p.jones@ncl - Ac.uk)dennisitty01No ratings yet
- 5471-Article Text-12000-3-10-20181012Document23 pages5471-Article Text-12000-3-10-20181012dennisitty01No ratings yet
- Irish Coastal Protection Strategy Study Phase 4 - Shannon EstuaryDocument14 pagesIrish Coastal Protection Strategy Study Phase 4 - Shannon Estuarydennisitty01No ratings yet
- Analysisofbuildingcollapseunderblastload PDFDocument11 pagesAnalysisofbuildingcollapseunderblastload PDFdennisitty01No ratings yet
- Physical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy CompositesDocument7 pagesPhysical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy Compositesdennisitty01No ratings yet
- Experimental Investigation of Jute Fiberreinforcednano Clay CompositeDocument5 pagesExperimental Investigation of Jute Fiberreinforcednano Clay Compositedennisitty01No ratings yet
- Hardening Mechanisms of An Alkaline-Activated Class F Fly AshDocument5 pagesHardening Mechanisms of An Alkaline-Activated Class F Fly Ashdennisitty01No ratings yet
- Finite Element Analysis of All Composite CNG Cylinders: SciencedirectDocument6 pagesFinite Element Analysis of All Composite CNG Cylinders: Sciencedirectdennisitty01No ratings yet
- Solid State Ionics: Tae Ho Shin, Jae-Ha Myung, Khan M. Naeem, Cristian Savaniu, John T.S. IrvineDocument4 pagesSolid State Ionics: Tae Ho Shin, Jae-Ha Myung, Khan M. Naeem, Cristian Savaniu, John T.S. Irvinedennisitty01No ratings yet
- The Study of Transport Category Aircraft Fire Safety Airworthiness DesignDocument5 pagesThe Study of Transport Category Aircraft Fire Safety Airworthiness Designdennisitty01No ratings yet
- A Framework For Developing Portfolios of Improvements Projects in ManufacturingDocument6 pagesA Framework For Developing Portfolios of Improvements Projects in Manufacturingdennisitty01No ratings yet
- Placement Suitability Criteria of Composite Tape For Mould Surface in Automated Tape PlacementDocument8 pagesPlacement Suitability Criteria of Composite Tape For Mould Surface in Automated Tape Placementdennisitty01No ratings yet
- 5Hvlgx Xdovwuhv VHVLQFR V RQWLQXRX V/Pphwu Xvo/Uhlqi Ulffurvv Irufhgf VVHFWLRQ RPSRVLW V Whsuriloh HVZLWKDocument6 pages5Hvlgx Xdovwuhv VHVLQFR V RQWLQXRX V/Pphwu Xvo/Uhlqi Ulffurvv Irufhgf VVHFWLRQ RPSRVLW V Whsuriloh HVZLWKdennisitty01No ratings yet
- Study On Administrative and Educational Measures of China Urban Public Fire Safety EducationDocument15 pagesStudy On Administrative and Educational Measures of China Urban Public Fire Safety Educationdennisitty01No ratings yet
- 1 s2.0 S1877705813003275 MainDocument4 pages1 s2.0 S1877705813003275 Maindennisitty01No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Aircraft EnginesDocument20 pagesAircraft EnginesAlberto Martinez IgualadaNo ratings yet
- Name Reactions: Sandmeyer'S ReactionDocument9 pagesName Reactions: Sandmeyer'S ReactionSai Krishnan100% (1)
- Hoja Técnica - Bomba 3 HP BerkeleyDocument4 pagesHoja Técnica - Bomba 3 HP BerkeleyRodrigo LimaNo ratings yet
- Levels of The Psyche and Archetypes of JungDocument2 pagesLevels of The Psyche and Archetypes of JungPeperonii100% (1)
- Similarities & Differences Between Piaget & Vygotsky Theories - Child PsychologyDocument3 pagesSimilarities & Differences Between Piaget & Vygotsky Theories - Child PsychologyVishal TiwariNo ratings yet
- MTCP Pamir Sector 2021 OCT07 R1.0Document19 pagesMTCP Pamir Sector 2021 OCT07 R1.0Derya KadikashNo ratings yet
- Modelling The Transport of Crude Oil in Sandy Soil: Ejikeme Ugwoha, Victor Emeka Amah, Precious Ehis Agharese-AduDocument12 pagesModelling The Transport of Crude Oil in Sandy Soil: Ejikeme Ugwoha, Victor Emeka Amah, Precious Ehis Agharese-AdusfNo ratings yet
- Epithelial TissueDocument10 pagesEpithelial Tissuememe bolongonNo ratings yet
- Comlaws Sales, Agency, Labor and Other Commercial Laws: LABOR LAW (Labor Code of The Philippines)Document7 pagesComlaws Sales, Agency, Labor and Other Commercial Laws: LABOR LAW (Labor Code of The Philippines)aleNo ratings yet
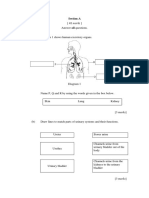
- Section A: Jawab Semua SoalanDocument3 pagesSection A: Jawab Semua SoalanAzreen IzetNo ratings yet
- Is 13428 2005Document47 pagesIs 13428 2005Varun DevNo ratings yet
- Metrel D.D. - Class A Power Quality AnalysersDocument7 pagesMetrel D.D. - Class A Power Quality AnalysersMonster LifeNo ratings yet
- Final - Urban and Transportation Engineering - PPT Group 1Document19 pagesFinal - Urban and Transportation Engineering - PPT Group 1JayChristian QuimsonNo ratings yet
- Assessment A - Project Tasks (1) CompletedDocument5 pagesAssessment A - Project Tasks (1) Completednazifa zahid100% (2)
- Steca TR 0201 Instruction enDocument40 pagesSteca TR 0201 Instruction endaviko313No ratings yet
- Chemical Bonding Assignment 2 AnswersDocument5 pagesChemical Bonding Assignment 2 AnswersdarylchenNo ratings yet
- Introduction To IoT PDFDocument94 pagesIntroduction To IoT PDFsolbahiaNo ratings yet
- Prevention and Control of Infectious Diseases Act - Act 342Document32 pagesPrevention and Control of Infectious Diseases Act - Act 342appakhabarNo ratings yet
- Fujiwara2011 New Molten Salt Systems For High Temperature Molten Salt Batteries Ternary and QuaternaryDocument7 pagesFujiwara2011 New Molten Salt Systems For High Temperature Molten Salt Batteries Ternary and QuaternaryThirupathi ThippaniNo ratings yet
- Treatment Plan 3Document8 pagesTreatment Plan 3Kathy Lee Hornbeck KendrickNo ratings yet
- WEAKNESSESDocument3 pagesWEAKNESSESMarian grace DivinoNo ratings yet
- Presence of Oxalative Ions in GuavaDocument12 pagesPresence of Oxalative Ions in GuavapozozgamingNo ratings yet
- Electrolyte & Acid Base Disturbances in Diabetes MellitusDocument12 pagesElectrolyte & Acid Base Disturbances in Diabetes MellitusAla SoroceanuNo ratings yet
- Power of The Mind 2010 PDFDocument32 pagesPower of The Mind 2010 PDFTijana Morača Aćimović100% (3)
- Business Studies 2012 HSC With AnswerDocument33 pagesBusiness Studies 2012 HSC With AnswerPSiloveyou490% (1)
- Unidajump2019,+6 +djunaediDocument10 pagesUnidajump2019,+6 +djunaeditri septianiNo ratings yet
- Cattle BREEDSDocument28 pagesCattle BREEDSVijay Agri0% (1)
- Leica LS10 LS15 User ManualDocument106 pagesLeica LS10 LS15 User Manualabdelghafour adjNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument6 pagesEquivalents of Carbon Steel QualitiesMahmud MaherNo ratings yet
- 11 - Chapter 4 Muslim Law PDFDocument87 pages11 - Chapter 4 Muslim Law PDFAnfal BarbhuiyaNo ratings yet