You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Guidelines For Testing Fresh Self-Compacting Concrete: Principal Author: G. DE SCHUTTERDocument24 pagesGuidelines For Testing Fresh Self-Compacting Concrete: Principal Author: G. DE SCHUTTERGeorge CarmelNo ratings yet
- Worked Examples Ec2 Def080723Document120 pagesWorked Examples Ec2 Def080723dan_ospir67% (3)
- 1 s2.0 S0143974X10002749 MainDocument8 pages1 s2.0 S0143974X10002749 MainMihai CojocaruNo ratings yet
- Types of Space FramesDocument1 pageTypes of Space FramesAshwin BalajiNo ratings yet
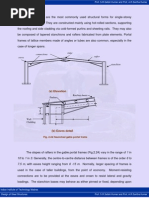
- Portal Frame: GuidlinesDocument18 pagesPortal Frame: GuidlinesAnand AdkarNo ratings yet
- 6 Portal FramesDocument7 pages6 Portal FramesGeoffrey ArmstrongNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hosting Offer For Marie Sklodowska-Curie Postdoctoral Fellowships (PF) 2022 at University of Antwerp/Research Group A-Sense Lab/Centre of Excellence NanolabDocument3 pagesHosting Offer For Marie Sklodowska-Curie Postdoctoral Fellowships (PF) 2022 at University of Antwerp/Research Group A-Sense Lab/Centre of Excellence Nanolabznadeempk_423992578No ratings yet
- Juba Form Two ExamDocument8 pagesJuba Form Two ExamHossam Abdalla SalehNo ratings yet
- 1-Internal Heat GainDocument15 pages1-Internal Heat GainWunNa100% (1)
- Chromium Coated Piston Head Liner RingDocument56 pagesChromium Coated Piston Head Liner RingtechfiNo ratings yet
- Fluid Power CircuitsDocument176 pagesFluid Power CircuitsMike Fredskilde97% (29)
- MIT7 - 05S20 - Pset8 BIOCHEMDocument9 pagesMIT7 - 05S20 - Pset8 BIOCHEMRejoice chekesaNo ratings yet
- Formulation and Evaluation of Gel Containing Econazole NitrateDocument9 pagesFormulation and Evaluation of Gel Containing Econazole NitrateSaiesh PhaldesaiNo ratings yet
- SF6 Circuit BreakerDocument2 pagesSF6 Circuit Breakerarundas16No ratings yet
- Radioactive Decay and The Bateman Equation: Introduction To Nuclear ScienceDocument38 pagesRadioactive Decay and The Bateman Equation: Introduction To Nuclear Sciencenagatopein6No ratings yet
- Flavor ChemistryDocument1 pageFlavor ChemistryMVNo ratings yet
- Van't HoffDocument6 pagesVan't HoffKrisna PamungkasNo ratings yet
- Automatic Gear Changer in Two Wheelers - Pneumatic Model. (Report)Document69 pagesAutomatic Gear Changer in Two Wheelers - Pneumatic Model. (Report)tariq7633% (3)
- Notice: Final Decision On A No Migration Petition Reissuance: Underground Injection Control Program Et Al., Veolia ES Technical Solutions, L.L.C., Port Arthur, TXDocument1 pageNotice: Final Decision On A No Migration Petition Reissuance: Underground Injection Control Program Et Al., Veolia ES Technical Solutions, L.L.C., Port Arthur, TXJustia.comNo ratings yet
- IGSCE Reviewer Multiple Choice PDFDocument52 pagesIGSCE Reviewer Multiple Choice PDFAlan Peter50% (2)
- ASTM A193: GradesDocument1 pageASTM A193: GradesRamon MendozaNo ratings yet
- FAQ Lecture 1Document5 pagesFAQ Lecture 1Richard De Medeiros Castro100% (1)
- Preventing Cavitation Damage in Liquid Ring PumpsDocument6 pagesPreventing Cavitation Damage in Liquid Ring Pumpshimadri.banerji60No ratings yet
- Gold Cyanidation PresentationDocument25 pagesGold Cyanidation Presentationsatrioherbirowo100% (3)
- Strategic Intervention Material in Earth Science (Atmosphere)Document13 pagesStrategic Intervention Material in Earth Science (Atmosphere)ira era71% (7)
- COA + MSDS Formic Acid PDFDocument7 pagesCOA + MSDS Formic Acid PDFindra suryanaNo ratings yet
- BS812 - 119 Method For Determination of Acid-Soluble Material in Fine AggregateDocument10 pagesBS812 - 119 Method For Determination of Acid-Soluble Material in Fine AggregateEduardo BittarNo ratings yet
- Atomic Structure QuizDocument7 pagesAtomic Structure QuizJohanna Martin LipioNo ratings yet
- Continuum Electromechanics Cem - 811Document637 pagesContinuum Electromechanics Cem - 811kgrhoads100% (1)
- Factors That Allow Life To Exist On Earth 2015Document4 pagesFactors That Allow Life To Exist On Earth 2015api-288682437No ratings yet
- Effect of Lime and Phosphorus Fertilizer On Acid Soil Properties and Sorghum Grain Yield and Yield Components at Assosa in Western EthiopiaDocument9 pagesEffect of Lime and Phosphorus Fertilizer On Acid Soil Properties and Sorghum Grain Yield and Yield Components at Assosa in Western EthiopiaPremier PublishersNo ratings yet
- Algorithms For Chemical Computations (Acs Symposium Series No 46)Document157 pagesAlgorithms For Chemical Computations (Acs Symposium Series No 46)sairama786No ratings yet
- Pengaruh Suhu Terhadap Laju ReaksiDocument22 pagesPengaruh Suhu Terhadap Laju Reaksiayrajiu alexanderNo ratings yet
- Catalog Precisa PDFDocument27 pagesCatalog Precisa PDFmbilalk315No ratings yet
- Performance Qualification and MaintenanceDocument19 pagesPerformance Qualification and MaintenanceApoloTrevinoNo ratings yet
- Chemical Process Calculations: Autumn 2021Document23 pagesChemical Process Calculations: Autumn 2021Ujjwal AnandNo ratings yet