You might also like
- Inspección de Ensambles Electrónicos Norma A-610 - Nivel I - Agosto 2015Document52 pagesInspección de Ensambles Electrónicos Norma A-610 - Nivel I - Agosto 2015TDFRIOGRANDENo ratings yet
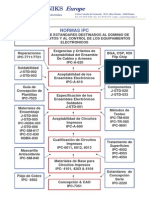
- Guia Normas IPC para Circuitos Impresos PCBDocument8 pagesGuia Normas IPC para Circuitos Impresos PCBalperda100% (1)
- Iatf 16949 2016 English Normas Autos 2016Document55 pagesIatf 16949 2016 English Normas Autos 2016Ro Saul CohenNo ratings yet
- Core Tools Sesion 1Document47 pagesCore Tools Sesion 1Samantha Bazarte100% (8)
- Normas y Estandares para Circuitos ElectronicosDocument9 pagesNormas y Estandares para Circuitos ElectronicosPedro Manuel Dávila ParedesNo ratings yet
- Certificacionipc 610Document4 pagesCertificacionipc 610Julián MoranNo ratings yet
- Normas IPCDocument121 pagesNormas IPCDianita Sarango Narváez100% (7)
- Manual de APQP (Advanced Product Quality Planning) - Ilustrados!Document4 pagesManual de APQP (Advanced Product Quality Planning) - Ilustrados!johanaNo ratings yet
- Tablero Estandares IpcDocument1 pageTablero Estandares IpcDy LH IvhanNo ratings yet
- Manual Proveedores VW Lieferantenqualifizierung - 2017 PDFDocument82 pagesManual Proveedores VW Lieferantenqualifizierung - 2017 PDFIñakiNo ratings yet
- 04 Guia IATF ISO TS 16949 Versión en EspañolDocument33 pages04 Guia IATF ISO TS 16949 Versión en Españolrdancin75100% (2)
- Introducción Al ApqpDocument49 pagesIntroducción Al ApqpRicardoNo ratings yet
- Investigacion IMDSDocument6 pagesInvestigacion IMDSRoger JimenezNo ratings yet
- IPC en EsDocument178 pagesIPC en EsKevin Kmikze100% (1)
- Control de Calidad de Respuesta RápidaDocument22 pagesControl de Calidad de Respuesta RápidaMatiasNo ratings yet
- Iso TS 16949Document13 pagesIso TS 16949Beto ArmendarizNo ratings yet
- Curso Fundamentos de IMDSDocument58 pagesCurso Fundamentos de IMDSFernanda Galván100% (2)
- Proceso de Soldadura SMT y PTHDocument121 pagesProceso de Soldadura SMT y PTHAdrian HernandezNo ratings yet
- Taller Normas IPCDocument7 pagesTaller Normas IPCalguesi16No ratings yet
- Interpretacion de Planos y DiagramasDocument31 pagesInterpretacion de Planos y DiagramasLuis Carlos Ayllón EscobarNo ratings yet
- Msa AiagDocument33 pagesMsa AiagJose Luis Rodriguez100% (1)
- CURSO DE MSA OficialDocument86 pagesCURSO DE MSA OficialLady Mena100% (2)
- Norma Ansi 20 - 20Document24 pagesNorma Ansi 20 - 20JASONNo ratings yet
- Vda 6Document1 pageVda 6Emilio HipolaNo ratings yet
- CQI15Document1 pageCQI15David Mejia67% (3)
- Ipc Whma A 620a Spanish (L)Document372 pagesIpc Whma A 620a Spanish (L)Orgasmadness Abbott100% (5)
- Biqs 13Document1 pageBiqs 13240763No ratings yet
- Measurement System Capability AnalysisDocument27 pagesMeasurement System Capability AnalysisAngel Alfonso Huerta SilvaNo ratings yet
- CQI-9 AproachDocument4 pagesCQI-9 Aproachmanuel100% (1)
- Interpretacion Certificacion IATF 16949Document8 pagesInterpretacion Certificacion IATF 16949Eduardo Felix Ramirez Palacios100% (1)
- Curso Iso TS 16949Document70 pagesCurso Iso TS 16949Thaira VargasNo ratings yet
- CVIC II - User Manual - SpanishDocument74 pagesCVIC II - User Manual - SpanishDiego Jordan Hernández100% (1)
- Formel Q.Proveedores. Seat.2010 PDFDocument30 pagesFormel Q.Proveedores. Seat.2010 PDFJose CepedaNo ratings yet
- Curso Tolerancias GeométricasDocument136 pagesCurso Tolerancias GeométricasantoniogarcNo ratings yet
- Seguridad en Máquinas - Directivas ISODocument38 pagesSeguridad en Máquinas - Directivas ISOchrbo0% (1)
- Tolerancias DG&T 2021Document236 pagesTolerancias DG&T 2021CLARA LUCERO ROJAS JARALNo ratings yet
- Sem 11 - Planes de Muestreo ANSI - ASQ Z1.4Document61 pagesSem 11 - Planes de Muestreo ANSI - ASQ Z1.4Carlos GonzalesNo ratings yet
- Core Tools de Calidad Control Estadístico de Procesos SPC: Proceso ProductivoDocument62 pagesCore Tools de Calidad Control Estadístico de Procesos SPC: Proceso ProductivoAngel MedinaNo ratings yet
- Curso Core ToolsDocument171 pagesCurso Core ToolsJairo Oviedo100% (3)
- Control PlanDocument25 pagesControl PlanJesusAlbertoLaraCoejoNo ratings yet
- Catalogo Preguntas QPNDocument24 pagesCatalogo Preguntas QPNFrancisco TlapayaNo ratings yet
- Manual de APQPDocument6 pagesManual de APQPLenny NavaaNo ratings yet
- IATF ReglasDocument25 pagesIATF ReglasLa Metalurgica100% (4)
- MSADocument52 pagesMSALuzFloresNo ratings yet
- 7 Basicos de Calidad WVMDocument118 pages7 Basicos de Calidad WVMcharssxNo ratings yet
- Formato de 4Q Vigente A Enero 23 de 2014 9AKK105397 Revisión C en Español1Document8 pagesFormato de 4Q Vigente A Enero 23 de 2014 9AKK105397 Revisión C en Español1Anonymous mZHyhpNo ratings yet
- IMDS-Presentacion v5 Part1Document39 pagesIMDS-Presentacion v5 Part1mhperalt100% (5)
- 30 Ejercicios SPC MINITABDocument25 pages30 Ejercicios SPC MINITABDeivan Herrera100% (1)
- VDA 6.3 2016 Noviembre 2019Document19 pagesVDA 6.3 2016 Noviembre 2019Frida TorresNo ratings yet
- Mla VdaDocument23 pagesMla Vdaarzola900No ratings yet
- Soldaduras PDFDocument16 pagesSoldaduras PDFBrayan Torres MalaverNo ratings yet
- Uniones Soldadas Entre Perfiles Tubulares EdificacionesDocument12 pagesUniones Soldadas Entre Perfiles Tubulares EdificacionesJhon RiofrioNo ratings yet
- Generalidades Del Proceso SmawDocument9 pagesGeneralidades Del Proceso SmawcamiloNo ratings yet
- Simbolos de SoldaduraDocument12 pagesSimbolos de SoldaduraRoberto Carlos Correa QuinteroNo ratings yet
- Interpretación de planos en soldadura. FMEC0210From EverandInterpretación de planos en soldadura. FMEC0210Rating: 4.5 out of 5 stars4.5/5 (3)
- Final SoldaduraDocument14 pagesFinal SoldaduraGinaNo ratings yet
- Electrodos y Simbología.Document22 pagesElectrodos y Simbología.Alexander AbregoNo ratings yet
- Montaje e Instalación de Equipos - Unidad IVDocument20 pagesMontaje e Instalación de Equipos - Unidad IVinterversatilNo ratings yet
- Uniones en SoldadurasDocument4 pagesUniones en SoldadurasCandido Emmanuel De la o HernandezNo ratings yet
- Sistema OseoDocument1 pageSistema OseoBrayan Torres MalaverNo ratings yet
- DimAntropLatinoAm 1 PDFDocument283 pagesDimAntropLatinoAm 1 PDFDavid Enrique Nuño Hernandez100% (1)
- Crimp Terminatiosn en EspañolDocument10 pagesCrimp Terminatiosn en EspañolBrayan Torres MalaverNo ratings yet
- Soldaduras PDFDocument16 pagesSoldaduras PDFBrayan Torres MalaverNo ratings yet
- Esque MaDocument1 pageEsque MaBrayan Torres MalaverNo ratings yet
- Diseño Lab 4Document1 pageDiseño Lab 4Brayan Torres MalaverNo ratings yet
- (Derrick William) Variable Compleja Con AplicacionDocument318 pages(Derrick William) Variable Compleja Con AplicacionMenny Mendoza100% (1)
- DL1093 Transformador MonofásicoDocument56 pagesDL1093 Transformador MonofásicoJorge MillanNo ratings yet
- Textura SueloDocument3 pagesTextura SueloRobert Lopez HintonNo ratings yet
- SSOst0006 - Estándar para Gases Comprimidos - v01Document6 pagesSSOst0006 - Estándar para Gases Comprimidos - v01Jorge Luis Vergara RuizNo ratings yet
- Lista de Utiles 4 Inicial 2022Document1 pageLista de Utiles 4 Inicial 2022Arana Takeshy75% (4)
- $luguer Conectividad Rev 87 (Septiembre2022)Document18 pages$luguer Conectividad Rev 87 (Septiembre2022)jose donail martinez reyesNo ratings yet
- Química 2023-IDocument36 pagesQuímica 2023-IGenaro HuamaniNo ratings yet
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Document2 pagesRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivarNo ratings yet
- Aceite NynasDocument2 pagesAceite NynasMALCON 360 SACNo ratings yet
- Anteproyecto de Examen de Tercero de BachillerDocument8 pagesAnteproyecto de Examen de Tercero de BachillerAurelina Diaz AmadorNo ratings yet
- Cobertura Calaminon PDFDocument53 pagesCobertura Calaminon PDFAlexander Morillo75% (4)
- 03 GEP Curso FuegoDocument57 pages03 GEP Curso Fuegos_pizarrotoroNo ratings yet
- Articulo Elementos FinitosDocument3 pagesArticulo Elementos FinitosChristian Javier Cañon SalcedoNo ratings yet
- Combustion IsocoricaDocument5 pagesCombustion IsocoricaDaniel VargasNo ratings yet
- Condiciones EstándarDocument2 pagesCondiciones EstándarLuzNo ratings yet
- Recipientes Sujetos A PresiónDocument7 pagesRecipientes Sujetos A PresiónJatziri H GarciaNo ratings yet
- Informe Pruebas de Flotacion Bach - Reactivos STD Vs CYTECDocument6 pagesInforme Pruebas de Flotacion Bach - Reactivos STD Vs CYTECJose Paolo Farfan DiazNo ratings yet
- Estructuras Mixtas. Grupo 5Document22 pagesEstructuras Mixtas. Grupo 5Patricio SiflaNo ratings yet
- P2-QUIM2-Actividad 2 - Métodos de SeparaciónDocument4 pagesP2-QUIM2-Actividad 2 - Métodos de SeparaciónOmar EnriquezNo ratings yet
- Brochure I. Recubrimientos - IndutecsaDocument26 pagesBrochure I. Recubrimientos - IndutecsaMarvin Zapa BohorquezNo ratings yet
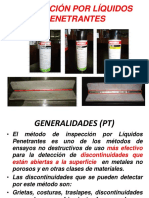
- Líquidos PenetrantesDocument79 pagesLíquidos PenetrantesAngie Paola Avila Prieto100% (1)
- Productos Relacionados: Cera Depilatoria BDocument1 pageProductos Relacionados: Cera Depilatoria BCarolina Zarate De AgudeloNo ratings yet
- Evidencia 3 - Sistemas MecanicosDocument14 pagesEvidencia 3 - Sistemas Mecanicosvictor eduardo barona benavidesNo ratings yet
- Guía de Referencia Crouse Hinds Areas Clasificadas Rev 1Document5 pagesGuía de Referencia Crouse Hinds Areas Clasificadas Rev 1Leonardo Mendez CabritaNo ratings yet
- Evaluación 6Document2 pagesEvaluación 6Juan Sebastian Elvira GiraldoNo ratings yet
- Principales Parámetros de La Calidad Del Agua Informe 1Document7 pagesPrincipales Parámetros de La Calidad Del Agua Informe 1elfidoNo ratings yet
- Promovemos La Reducción Del Uso Del Plástico en Nuestra Comunidad EXP.7-ACT-2 (3ro)Document3 pagesPromovemos La Reducción Del Uso Del Plástico en Nuestra Comunidad EXP.7-ACT-2 (3ro)Pamela Joici Ñaupa VillanuevaNo ratings yet
- Ficha Seguridad Rando HD 68Document10 pagesFicha Seguridad Rando HD 68mariajesus_dfNo ratings yet
- PIA - Procesos de ManufacturaDocument11 pagesPIA - Procesos de ManufacturaEdith SaldañaNo ratings yet
- Informe de Quimica Aplicada 1Document10 pagesInforme de Quimica Aplicada 1Cristhian Argollo SapacayoNo ratings yet
- Modelado en Jabon 1 PDFDocument3 pagesModelado en Jabon 1 PDFJoseVelezVasquezNo ratings yet
- Ajax LiquidoDocument8 pagesAjax Liquidodossier ehsNo ratings yet