A 2-1/2,-hp lawn mower engine drives this kart at
more than 30 mph. It's Class A fun for anyone.
By S. Calhoun Smith
T HE "go kart" has taken the U. S. by
storm. A happy wedding of lawn
mower engine and steel tubing on four
hp karts are capable of 30 to 35 mph
with an adult aboard and more when
driven by a lightweight 10-year-old.
little wheels, it has become a craze Races are run on paved parking lots and
among kids and adults with a yen for small dirt ovals and regular sports car
racing or just plain driving fun. type raceways have been built with
Kart racing originated in California tracks four-tenths of a mile in length
and has spread eastward since 1956. and 20 feet wide. Such tracks incorpor-
Now the GKCA (Go Kart Club of ate eleven turns, both banked and flat.
America) is firmly established and has The MI Kart was designed and built
set up sensible rules governing design by Bob Peru of Red Bank, N. J. and
and power for stable, safe "karting." can be considered a basic Class A kart.
Even the lowest powered Class A, 2.5 It complies in all respects with GKCA
102 Mechanix Illustrated
specifications. Cost runs from $100 to saw, tin snips, files, hammer, large vise
$110 complete with an A-400 Clinton and an electric hand drill or drill press.
engine. Peru did the welding himself To help hold cost down, the frame is
but anyone not equipped to do it would made of thin-wall conduit, but more ex-
have to spend $20 to $30 extra. The pensive chrome-moly tubing could be
building time was about 25 hours and substituted throughout. Some parts,
the tools required were a square, hack the seat and steering hoops, steering
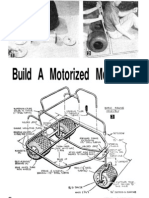
COMPLETED FRAME with axles installed; BELLY PAN and seat back are sheet steel;
a thin-wall conduit is used to reduce cost they're spot-welded to the conduit frame.
January, 1960 103
FRONT END view shows brake and throttle SPOT BRAKE pivots flush against inside
pedals and the simple steering mechanism. face of sprocket. Note engine mount plate.
104 Mecha.nlx Illustrated
yoke, front wheel spindle
b r a c k e t s and engine
mount plate, can be pur-
chased ready-formed from
v a r i o u s kart manufac-
turers. Their use will
speed building consider-
ably-
Begin construction by
drawing a side frame out-
line on a piece of scrap
lumber. Cut and flare the
tubing required and heat CLINTON 2-1/2-hp engine drives MI kart at more than 30
the lower piece to make mph with adult load; note throttle crank on seat hoop.
the bend. Fit the pieces
over the outline and clamp
them. Then tack weld all
joints and remove the
framing from the board.
Using the first side as a
pattern, clamp the parts of
the second to it and tack
weld them together. This
will insure uniformity.
Next fabricate the front
and rear axles. Bend
the front wheel spindle
brackets to shape and drill
them for the kingpin bolts.
Then weld them to the
front axle tube. Align
them carefully, square on
the tube ends and parallel
to each other. The rear
axle tube ends are bushed SPANKING NEW kart is ready to go. You can upholster
seat but boat cushion from marine supplier does nicely.
with a length of pipe to reduce the
inside diameter for the 5/8-inch
round stock axles. The axles are
held in the tube with a quarter-
inch bolt near each inner end.
They can be tapped for short bolts
or holes [Continued on page 150]
RECOIL STARTER is pulled as youthful driver
sits with his left foot depressing brake pedal.
Build MI's Kart
[Continued from page 106]
can be drilled all the way through for bolts brackets of 1/4xl-in strip steel. Bend the
and nuts. steering shaft front end and drill it for the
The side frames, axles and crosspieces tie-rod bolt. Then bend the yoke to shape.
can now be assembled. Cut and flare the Put brackets and collars on the steering
pieces and tack weld them, using a try shaft and weld the yoke to the shaft end.
square to make sure they're aligned. Add Next slide the shaft through the top
the axles to the frame ends, squaring up bracket to spread out the collars and weld
the assembly as it progresses. Note that the bracket to the underside of the hoop
the front axle is rotated slightly in the side curve. Hold the lower end of the shaft at
frame ends so that the kingpin axis has a the proper angle to align the top bracket
7° rearward slant. The frame-axle assem- while welding. Finish by sliding the shaft
bly can now be completely welded at all into position and welding the front bracket
joints. As the last step, add the diagonal to the top of the front axle.
crosspiece at the rear. The tie-rod ends are threaded for about
The front wheel spindle units are made one inch to match the Heim ball end fit-
up next. Cut the kingpin bushing tubes to tings. Clevis end or Ford brake rod ends
fit snug inside the brackets. Then weld the could be substituted if the ball ends are
wheel spindle bolts to the sides of the bush- not readily available. Adjust the rod ends
ings. Follow this by welding the spindle at the center to align the wheel spindles
steering arm pieces to the bushings. Note at zero degrees. Toe-in or toe-out can be
that right- and left-hand units are required adjusted later when the kart's running
since the steering arm pieces slant inward. qualities have been checked. While work-
The steering and seat hoops are now ing on the front end, weld the pedal pivot
formed and cut to fit onto the frame. To bolts to the side frames.
make the curves, apply heat and bend a Drive and engine mount parts are next
little at a time so that the tubing will not on the list. The wheel hub is first fitted
deform. Tack weld the hoops in position with a large washer for bolting on the
after clamping them at the proper angles; large sprocket. This permits removal of the
then complete the welds. Next cut the sprocket if different sizes are to be fitted.
belly pan and seat back to shape, checking (If you do not wish to bother with removal,
the pieces against the frame for correct di- the sprocket can be welded flush to the
mensions. Tack weld the belly pan in place wheel hub inside face.) The large washer
on the bottom of the frame and then skip and sprocket are drilled for mounting
weld the pan edges to the frame. Welds bolts. Disassemble the wheel to make
should be about one inch long and two welding on the hub easier. The large
inches apart. Where the pan touches the washer is welded to the hub 3/16-in from
crosspiece at the steering hoop rosette, the inside face so that the hub forms a
welds can be used or the sheet and tubing shoulder for centering the sprocket. Weld
can be drilled for self-tapping sheet metal the washer from behind, aligning it care-
screws. To prevent the sheet steel from fully so that it and the sprocket will track
buckling during welding, use a chill block without any wobble. After assembly,
clamped about a quarter-inch from the mount the drive wheel and sprocket on the
edge along the area to be welded. The chill axle. Next bolt the engine to the mount
block can be a piece of 1/2xlx24-inch plate, install the clutch (if used) and the
steel bar stock. The seat back is skip chain. Now carefully align the chain and
welded to the front of the seat hoop in the sprockets, moving the engine and mount
same manner as the belly pan. Make half- on the frame. When set, mark the position
round cuts to clear the side frame tubes. and clamp the mount plate to the frame.
Sissy rails can now be bent to shape, fitted Then remove the engine and wheel and
to the sides and seat hoop and welded in weld the mount plate to the frame. The
place. engine mounting bolts should be in the
The steering assembly is made next. Cut center of the slots so that the engine can
and drill the steering shaft support be shifted to correct for wear on the chain
150 January, 1960
Build MI's Kart
and sprocket.
The spot brake is made and installed
next. Detail drawings are self-explanatory,
but follow this procedure for mounting on
the axle: mount drive wheel on axle;
mount brake on pivot bolt and tube; clamp
brake firmly to sprocket in "brake" posi-
tion (this will position pivot tube on bot-
tom of axle tube); then clamp and weld
pivot tube to axle.
The throttle linkage is made next. Cut
out and drill all parts shown on the detail
drawing. Then put the engine in place on
the mount so that the upper linkage parts
can be aligned with the engine throttle.
The brackets, rods and cranks can be as-
sembled by brazing. Complete the throttle
and brake linkage by making the pedals
and push rods. Note that there are right-
and left-hand pedals. Remember to slide
the fairleads and stop tubes onto the push
rods before bending the S ends. Rods can
be fitted with clevis ends if desired so that
adjustments can be made. Fit one end of
the rod to the brake at the rear and put the
pedal on the other end. Next put the pedal
on the pivot bolt at the front, clamp the
fairleads to the side frames and braze them
in place. Braze the stop to the rod ahead of
the fairlead with the brake off and clear of
the sprocket. The throttle push rod and
pedal are assembled in a similar manner.
Last, make and install return springs on
both pedals.
This completes the metal work on the
kart. All welds should be wire brushed.
Welding splatters and braze flux should be
chipped off all metal surfaces and the
metal cleaned before painting. It's a good
idea to clean up the welds during fabrica-
tion for easy access to the tight corners.
The Clinton engine, of course, is not the
only one which can be used; West Bend,
Briggs & Stratton, Continental, Power
Products and McCulloch engines fill the
bill with slight mount modifications. The
builder who wishes to customize his kart
will find such items as mufflers, drum
brakes, chromed tanks, steering wheels
and racing slicks available from the many
kart manufacturers. You can add what-
ever your pocketbook will allow—but sim-
ple or dressed up, the MI kart is a kartload
of fun. •
You might also like
- Car 1901packardDocument8 pagesCar 1901packardDillon Hartsyker100% (1)
- Bicycle MinibikeDocument6 pagesBicycle MinibikeJim100% (1)
- Suburba Car, Chassis For ADocument7 pagesSuburba Car, Chassis For AJim100% (9)
- PowerCycle With SideCarDocument7 pagesPowerCycle With SideCarJim100% (2)
- Kid-Powered "Squaris" WheelDocument6 pagesKid-Powered "Squaris" WheelzebrazeroNo ratings yet
- Building One Lung KartsDocument7 pagesBuilding One Lung KartsJim100% (5)
- Tom Thumb Mini BikeDocument4 pagesTom Thumb Mini Bikemysteriousracerx100% (7)
- Electric Scooter PlansDocument6 pagesElectric Scooter PlansJim88% (8)
- Midget Sports CarDocument7 pagesMidget Sports CarJim100% (8)
- Build The Ison Race KartDocument8 pagesBuild The Ison Race KartJim100% (2)
- Wooden Scooter and PopcycleDocument6 pagesWooden Scooter and PopcycleJim75% (4)
- Highway Kart by Mechanix IllustratedDocument10 pagesHighway Kart by Mechanix IllustratedJim100% (1)
- Mite Cycle by Mechanix IllustratedDocument7 pagesMite Cycle by Mechanix IllustratedJim100% (3)
- Chassis Design Archive at Kartbuilding BlogDocument9 pagesChassis Design Archive at Kartbuilding BlogMuhammad Arij100% (1)
- Maytag RoadsterDocument5 pagesMaytag RoadsterJim100% (3)
- Technical Manual-Go KartDocument13 pagesTechnical Manual-Go Kartmichaelmaness1168290% (2)
- Six Wheeled ATV by Mechanix IllustratedDocument7 pagesSix Wheeled ATV by Mechanix IllustratedJim100% (6)
- 2706 Building SpeedsterDocument10 pages2706 Building Speedstersjdarkman1930100% (1)
- Fee Jee PMFM47Document7 pagesFee Jee PMFM47Jim100% (3)
- Homebuilt Wood CarDocument26 pagesHomebuilt Wood Carsjdarkman1930100% (3)
- Tubing BenderDocument9 pagesTubing BenderAdam Rath50% (2)
- Micro TransportationDocument6 pagesMicro TransportationJim100% (3)
- Mini-Skat 6-Wheel Plans AssemblyDocument40 pagesMini-Skat 6-Wheel Plans AssemblyВладимир Батманов100% (3)
- Suitcase PowercycleV2Document13 pagesSuitcase PowercycleV2Jim67% (3)
- Motorcycle LiftDocument26 pagesMotorcycle LiftChristos Papadakis100% (1)
- Pedalmatic 1951Document3 pagesPedalmatic 1951Jim100% (4)
- Bull Frog Go KartDocument15 pagesBull Frog Go KartJim100% (3)
- RockersDocument11 pagesRockersRiki Mandol100% (1)
- KW Dirt MasterDocument5 pagesKW Dirt MastertaxmacNo ratings yet
- SMFeb 56 Roamabout Part 1Document17 pagesSMFeb 56 Roamabout Part 1Jim86% (7)
- Spring BuildDocument47 pagesSpring BuildRiki Mandol100% (4)
- Ohio Street T Bucket PlansDocument39 pagesOhio Street T Bucket PlansWolfgangNo ratings yet
- King Midget ArticleDocument8 pagesKing Midget ArticleJim100% (10)
- Wren Minibike PlansDocument7 pagesWren Minibike PlansJim100% (5)
- Chopper Jig-Plans PDFDocument10 pagesChopper Jig-Plans PDFMphilipTNo ratings yet
- Widetire Frame FabDocument10 pagesWidetire Frame FabRiki Mandol100% (1)
- 1901 Half Scale TruckDocument10 pages1901 Half Scale TruckJim89% (9)
- 1901 TruckDocument10 pages1901 TruckGary B. Watts100% (3)
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverFrom EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNo ratings yet
- Sidewalk Play Car: by Elmer V. ClarkDocument5 pagesSidewalk Play Car: by Elmer V. ClarkJimNo ratings yet
- Pedal Car Plans 01Document5 pagesPedal Car Plans 01Amy Reed83% (6)
- Plywood ScooterDocument7 pagesPlywood ScooterJim100% (4)
- 3 Wheel 2Document5 pages3 Wheel 2jii_907001No ratings yet
- Vintage Go Kart Mini Bike Plans-1950sDocument95 pagesVintage Go Kart Mini Bike Plans-1950sJanne FredrikNo ratings yet
- Suburban Runabout Three Wheel ScooterDocument14 pagesSuburban Runabout Three Wheel ScooterJim100% (8)
- By Emile Alline: Technical Art by Fred WolffDocument4 pagesBy Emile Alline: Technical Art by Fred WolffJim100% (3)
- Homemade Bandsaw From Pipe Fittings and Auto PartsDocument4 pagesHomemade Bandsaw From Pipe Fittings and Auto PartsJan Steinman100% (2)
- Load-Equalizing Trailer Hitch You Can Make IDocument4 pagesLoad-Equalizing Trailer Hitch You Can Make IFrenchwolf420No ratings yet
- Plans For Bench GrinderDocument2 pagesPlans For Bench GrinderFernando Morocho100% (1)
- ScooterDocument7 pagesScooterBuyuangKota100% (1)
- 3 Wheel Go KartDocument5 pages3 Wheel Go KartLucas BrasilNo ratings yet
- Vintage Playground Plans 1950s PDFDocument39 pagesVintage Playground Plans 1950s PDFAlexandre Mello100% (1)
- Plans For Steam Marine EngineDocument5 pagesPlans For Steam Marine EngineGeorge LunguNo ratings yet
- DIY Plans - Model Steam Marine EngineDocument5 pagesDIY Plans - Model Steam Marine Enginemigss107483% (6)
- Power BikeDocument4 pagesPower BikeGreg AnguishNo ratings yet
- Step-By-Step Building Instructions For the B19 and B20 Gyro СoptersDocument8 pagesStep-By-Step Building Instructions For the B19 and B20 Gyro СopterspuchemNo ratings yet
- 12thpak InstrutionsDocument5 pages12thpak InstrutionsJavier Rodriguez PaezNo ratings yet
- Bull Frog Go KartDocument15 pagesBull Frog Go KartJim100% (3)
- Air Cooled Hot Air EngineDocument6 pagesAir Cooled Hot Air EngineJim50% (2)
- Star Lite SailboatDocument13 pagesStar Lite SailboatJim100% (8)
- Free Electric Power WindmillDocument3 pagesFree Electric Power WindmillJim100% (4)
- Breeze Baby Sailboat PlansDocument5 pagesBreeze Baby Sailboat PlansJim100% (5)
- Mineral Vegetable and Animal LifeDocument4 pagesMineral Vegetable and Animal LifeJim86% (7)
- Candle Powered EngineDocument2 pagesCandle Powered EngineJimNo ratings yet
- Dorothy 24 Foot Sailing CruiserDocument11 pagesDorothy 24 Foot Sailing CruiserJim92% (12)
- Model Hot Air EngineDocument4 pagesModel Hot Air EngineJim100% (4)
- Electric Scooter PlansDocument6 pagesElectric Scooter PlansJim88% (8)
- Space Age Crystal SetDocument3 pagesSpace Age Crystal SetJim100% (3)
- Flashlight RadioDocument5 pagesFlashlight RadioJim67% (3)
- Magnetic Current PamphletDocument9 pagesMagnetic Current PamphletJim100% (2)
- Magnetic BaseDocument3 pagesMagnetic BaseJim100% (2)
- War Toys For BoysDocument48 pagesWar Toys For BoysJim100% (2)
- Radio SimplifiedDocument94 pagesRadio SimplifiedJim100% (3)
- Super Scooter by Mechanix IllustratedDocument12 pagesSuper Scooter by Mechanix IllustratedJim100% (3)
- Listening LoopsDocument2 pagesListening LoopsJim75% (4)
- Crystal Radio LampDocument4 pagesCrystal Radio LampJim100% (2)
- The Boy's Book of Crystal SetsDocument36 pagesThe Boy's Book of Crystal SetsJim100% (9)
- Vintage Transistor RadioDocument4 pagesVintage Transistor RadioJim100% (1)
- A Crystal Set For The Boy BuilderDocument3 pagesA Crystal Set For The Boy BuilderJim100% (4)
- Receive Short W A V E Onyour HomeradioDocument5 pagesReceive Short W A V E Onyour HomeradioJim100% (9)
- O Livro de Ouro Dos Experimentos Químicos (RARIDADE)Document114 pagesO Livro de Ouro Dos Experimentos Químicos (RARIDADE)Davidson De Oliveira Lima100% (1)
- Wren Minibike PlansDocument7 pagesWren Minibike PlansJim100% (5)
- Build A Scintillometer Uranium Detector For ProspectingDocument11 pagesBuild A Scintillometer Uranium Detector For ProspectingJim80% (5)
- ElectroscopeDocument1 pageElectroscopeJimNo ratings yet
- Vintage Transistor RadioDocument4 pagesVintage Transistor RadioJim100% (1)
- Build Pirate A 17 Foot Cabin SharpieDocument6 pagesBuild Pirate A 17 Foot Cabin SharpieJim100% (3)
- Coil Winding MachineDocument4 pagesCoil Winding MachineJim90% (10)
- Full Download Test Bank For Chemistry Principles and Reactions 8th Edition by Masterton PDF Full ChapterDocument34 pagesFull Download Test Bank For Chemistry Principles and Reactions 8th Edition by Masterton PDF Full Chapteryen.resiege.ffrq100% (15)
- Blockchain Unconfirmed Transaction Hack ScriptDocument10 pagesBlockchain Unconfirmed Transaction Hack ScriptPrecious Clement100% (4)
- Loom SettingsDocument4 pagesLoom SettingsAnonymous Pt7NHkat9No ratings yet
- Daily Lesson Plan (Pre Calculus-Group 5)Document4 pagesDaily Lesson Plan (Pre Calculus-Group 5)Paula Jan100% (5)
- Mirpur University of Science and Technology (Must), Mirpur Deparment Computer Science Information TechnologyDocument19 pagesMirpur University of Science and Technology (Must), Mirpur Deparment Computer Science Information TechnologySeharNo ratings yet
- On PDMSDocument7 pagesOn PDMSatorresh090675No ratings yet
- Ma de 601Document4 pagesMa de 601hang tranNo ratings yet
- Simulation of CO2 Capture Using MEA Scrubbing A Flowsheet Decomposition Method PDFDocument13 pagesSimulation of CO2 Capture Using MEA Scrubbing A Flowsheet Decomposition Method PDFSuprio KamalNo ratings yet
- Outline PatentsDocument37 pagesOutline Patentspbp613No ratings yet
- Science Investigatory ProjectDocument11 pagesScience Investigatory ProjectVhia Cheilo Navas100% (1)
- Architecture Firm Business Plan by SlidesgoDocument20 pagesArchitecture Firm Business Plan by SlidesgoWenna Dale PasquinNo ratings yet
- Capex - 1Document21 pagesCapex - 1Leandro FagundesNo ratings yet
- Block Chain Waste Management Using Secure Data Standard A Novel ApproachDocument30 pagesBlock Chain Waste Management Using Secure Data Standard A Novel Approachsakthi velNo ratings yet
- D457778-0460 Te Connectivity LTD Product Details: Part Number: Firstbom Part: Category: Manufacturer: ApplicationsDocument3 pagesD457778-0460 Te Connectivity LTD Product Details: Part Number: Firstbom Part: Category: Manufacturer: Applicationsfarhood ranjbarkhanghahNo ratings yet
- SQF Edition 8 Quick Start GuideDocument27 pagesSQF Edition 8 Quick Start Guidefourat.zarkounaNo ratings yet
- Quantum Physics Exam Questions 69 QuestionsDocument145 pagesQuantum Physics Exam Questions 69 QuestionsVedant BhardwajNo ratings yet
- Bangladesh College of Physicians and Surgeons (BCPS)Document2 pagesBangladesh College of Physicians and Surgeons (BCPS)farukNo ratings yet
- Guidelines For Design and Construction of Geosynthetic Reinforced Embankments On Soft FoundationsDocument40 pagesGuidelines For Design and Construction of Geosynthetic Reinforced Embankments On Soft FoundationsManish Kumar Singh100% (1)
- Middle Ages PacketDocument13 pagesMiddle Ages PacketJess Mtz100% (4)
- Lec04 - Types of RegistersDocument17 pagesLec04 - Types of RegistersBilal ImranNo ratings yet
- 4P's of Berger Paints Bangladesh LimitedDocument24 pages4P's of Berger Paints Bangladesh Limitedনিশীথিনী কুহুরানীNo ratings yet
- QUIZ ENGCOM 2 - Week 4Document2 pagesQUIZ ENGCOM 2 - Week 4Amin sanNo ratings yet
- h8183 Disaster Recovery Sphere Vmax SRDF Vplex WPDocument31 pagesh8183 Disaster Recovery Sphere Vmax SRDF Vplex WParvindNo ratings yet
- Approach SlabDocument2 pagesApproach SlabMahmood Mufti100% (1)
- Lesson Plan Template 2017 7 3Document4 pagesLesson Plan Template 2017 7 3api-424474395No ratings yet
- Original PDFDocument37 pagesOriginal PDFAhmadS.Alosta50% (2)
- Getting A Number From A Textbox: Computer Programming 1 Inputting From TextboxesDocument1 pageGetting A Number From A Textbox: Computer Programming 1 Inputting From TextboxesZarif ZulkafliNo ratings yet
- Lecture-8: Identification of The Suspect: Attributing Cyber Conduct To A PersonDocument22 pagesLecture-8: Identification of The Suspect: Attributing Cyber Conduct To A Personreputation.com.ngNo ratings yet
- P3A Taking Order BeveragesDocument2 pagesP3A Taking Order BeveragesRavi KshirsagerNo ratings yet
- VMGODocument3 pagesVMGOklirt carayoNo ratings yet