You might also like
- Optimization of Cutting Fluids and Cutting Parameters During End Milling by UsingDocument8 pagesOptimization of Cutting Fluids and Cutting Parameters During End Milling by Usingiskricaman7No ratings yet
- Case Study On Effect of Cutting Fluids in Turning Operation: Gokul Gopan, Smitha G. NairDocument6 pagesCase Study On Effect of Cutting Fluids in Turning Operation: Gokul Gopan, Smitha G. NairAnonymous l5PQDDkNo ratings yet
- 91 ArticleText 739 1 10 20190301Document9 pages91 ArticleText 739 1 10 20190301Mohammed EndrisNo ratings yet
- Performance Evaluation of Vegetable Oil-Based Cutting Fluids in Mild Steel MachiningDocument12 pagesPerformance Evaluation of Vegetable Oil-Based Cutting Fluids in Mild Steel MachiningIzzah HzmhNo ratings yet
- (Azadirachta Indica) and Tamarind (Tamarindus Indica) Seed Oils Cutting Fluid in TurningDocument13 pages(Azadirachta Indica) and Tamarind (Tamarindus Indica) Seed Oils Cutting Fluid in TurningInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Influence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesDocument17 pagesInfluence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesNima FakherNo ratings yet
- Performance Evaluation of Groundnut Oil and Melon Oil As Cutting Fluids in Machining OperationDocument5 pagesPerformance Evaluation of Groundnut Oil and Melon Oil As Cutting Fluids in Machining OperationIzzah HzmhNo ratings yet
- 7039 9185 1 PB1Document13 pages7039 9185 1 PB1Rizal FahrezaNo ratings yet
- Pengaruh Bio Cutting Fluid dan Parameter Pemotongan terhadap Kekasaran Permukaan dan Formasi Chip BajaDocument11 pagesPengaruh Bio Cutting Fluid dan Parameter Pemotongan terhadap Kekasaran Permukaan dan Formasi Chip BajaRizky PremordiyaNo ratings yet
- Experimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLDocument10 pagesExperimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLSiva BhaskarNo ratings yet
- The SynopsisDocument4 pagesThe SynopsisSanket NaikNo ratings yet
- Review IndiaDocument23 pagesReview IndiaAynamawNo ratings yet
- 2ND RRLDocument7 pages2ND RRLTristan Tabago ConsolacionNo ratings yet
- 1 SM PDFDocument6 pages1 SM PDFArjunanNo ratings yet
- Performance Evaluation of Cutting Fluids Developed From Fixed OilsDocument8 pagesPerformance Evaluation of Cutting Fluids Developed From Fixed OilsRajaganapathy GanaNo ratings yet
- 3-s2.0-B9780128035818108495-main-Research ArticleDocument7 pages3-s2.0-B9780128035818108495-main-Research Articlesivasankarangs1979No ratings yet
- Analysis of The Cutting Fluid Influence On The Deep Grinding Process With A CBN Grinding WheelDocument7 pagesAnalysis of The Cutting Fluid Influence On The Deep Grinding Process With A CBN Grinding WheelGustavo FerronattoNo ratings yet
- Influence of Lubricant Type in Gear ScuffingDocument10 pagesInfluence of Lubricant Type in Gear ScuffingAnibal RiosNo ratings yet
- The Lubricity Performance of Hura Crepitansand Calophyllum Inophyllumplant Oil in Water-Based Mud in Analysing Differential Pipe StickingDocument16 pagesThe Lubricity Performance of Hura Crepitansand Calophyllum Inophyllumplant Oil in Water-Based Mud in Analysing Differential Pipe StickingIAEME PublicationNo ratings yet
- 1 s2.0 S1877705814032779 MainDocument11 pages1 s2.0 S1877705814032779 MainJ. Jebinson JamesNo ratings yet
- Pe 252 Innovative First Review ReportDocument9 pagesPe 252 Innovative First Review ReportDragon ball superNo ratings yet
- Literature ReviewDocument28 pagesLiterature ReviewDennisIgoyDacanayNo ratings yet
- Application of Sustainable TechniquesDocument18 pagesApplication of Sustainable TechniquesEsmeralda MuñozNo ratings yet
- Influence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsDocument6 pagesInfluence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsaliNo ratings yet
- EFFECT LUBRICATION FRICTION CHARACTERISTICS ALUMINIUM ALLOY SHEETSDocument14 pagesEFFECT LUBRICATION FRICTION CHARACTERISTICS ALUMINIUM ALLOY SHEETSsubramanianNo ratings yet
- Tool Wear Characterization of Carbide Cutting Tool Insert Coated With Titanium Nitride TIN in A Single Point Turning Operation of Aisi D2 Steel - Muhammad Farouq B. Muhammad Faisal - TJ1186.M42 2008Document27 pagesTool Wear Characterization of Carbide Cutting Tool Insert Coated With Titanium Nitride TIN in A Single Point Turning Operation of Aisi D2 Steel - Muhammad Farouq B. Muhammad Faisal - TJ1186.M42 2008hari0118No ratings yet
- Use of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantDocument5 pagesUse of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantIzzah HzmhNo ratings yet
- Use of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantDocument5 pagesUse of Castor Oil As Cutting Fluid in Machining of Hardened Stainless Steel With Minimum Quantity of LubricantIzzah HzmhNo ratings yet
- Effect of Surface Textures On The Performance of Journal Bearings With Contaminated OilDocument9 pagesEffect of Surface Textures On The Performance of Journal Bearings With Contaminated OilIJRASETPublicationsNo ratings yet
- A Review of Nano Additives For Performance Enhancement of LubricantDocument5 pagesA Review of Nano Additives For Performance Enhancement of LubricantIRJMETS JOURNALNo ratings yet
- Coconut Oil As Cutting FluidDocument6 pagesCoconut Oil As Cutting FluidYusuf Aliyu UNo ratings yet
- Simulation of Wear and Frictional Behaviour of Cylinder Liner-Piston Ring Combination With Diesel and Bio-Diesel Contaminated LubricantDocument6 pagesSimulation of Wear and Frictional Behaviour of Cylinder Liner-Piston Ring Combination With Diesel and Bio-Diesel Contaminated LubricantSyed Danish FayazNo ratings yet
- Nano World Journal TemplateDocument10 pagesNano World Journal TemplatejabbarbookeditorNo ratings yet
- Measurement: Ajay Kumar, Vishal GulatiDocument12 pagesMeasurement: Ajay Kumar, Vishal Gulatiparveenrathee123No ratings yet
- Experimental Investigation and Optimization of Machining ParametersOf Conventional Lathe (Turning Operation)Document10 pagesExperimental Investigation and Optimization of Machining ParametersOf Conventional Lathe (Turning Operation)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Cutting Fluid For MachiningDocument2 pagesCutting Fluid For MachiningAbdirahman DhooreNo ratings yet
- 31637Document11 pages31637melken bluorNo ratings yet
- Design and Development of Nanoparticles Lubricant Test RigDocument11 pagesDesign and Development of Nanoparticles Lubricant Test RigismoyoNo ratings yet
- Performance of Palm Oil As MQL Fluid During High Speed Drilling of Ti-6Al-4VDocument7 pagesPerformance of Palm Oil As MQL Fluid During High Speed Drilling of Ti-6Al-4VRizal FahrezaNo ratings yet
- 08jul201510072420 Papiya Bhowmik 1-5Document5 pages08jul201510072420 Papiya Bhowmik 1-5tkas4uNo ratings yet
- Minimizing Energy Consumption and Surface Roughness in Wet TurningDocument10 pagesMinimizing Energy Consumption and Surface Roughness in Wet TurningAtul ChauhanNo ratings yet
- Ijaret: © IaemeDocument17 pagesIjaret: © IaemeIAEME PublicationNo ratings yet
- Using Jatropha Oil Based Metalworking Fluids in Machining Processes: A Functional and Ecological Life Cycle EvaluationDocument2 pagesUsing Jatropha Oil Based Metalworking Fluids in Machining Processes: A Functional and Ecological Life Cycle EvaluationMukh RusdiantoNo ratings yet
- Experimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationDocument13 pagesExperimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationIJRASETPublicationsNo ratings yet
- Investigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelDocument6 pagesInvestigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelminhtuanngoNo ratings yet
- Evaluating Vegetable Oils as Lubricants for Metal FormingDocument9 pagesEvaluating Vegetable Oils as Lubricants for Metal FormingMario Sanchez AvilaNo ratings yet
- Enviromental Friendly Cutting Fluids and Cooling Technique in MachiningDocument15 pagesEnviromental Friendly Cutting Fluids and Cooling Technique in MachiningArss Sakti SetyaNo ratings yet
- Feed RateDocument14 pagesFeed RateAbdallah Irfaan RamjanNo ratings yet
- Estimation of Tool Life by Industrial Method and TDocument8 pagesEstimation of Tool Life by Industrial Method and TKamesh JaiNo ratings yet
- Experimental Estimation of Tool Wear and Cutting Temperatures Using CNT-Included Cutting FluidsDocument4 pagesExperimental Estimation of Tool Wear and Cutting Temperatures Using CNT-Included Cutting FluidsSaravanan MathiNo ratings yet
- Waste Tire BiodieselDocument17 pagesWaste Tire BiodieselnataliacaveroNo ratings yet
- 4 HST 0721 418Document8 pages4 HST 0721 418puttaNo ratings yet
- Ijmet 06 10 009Document12 pagesIjmet 06 10 009IAEME PublicationNo ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- 2 67 1588079784 14ijmperdjun202014Document12 pages2 67 1588079784 14ijmperdjun202014TJPRC PublicationsNo ratings yet
- Optimization of MQL Parameters and Experimental Investigations Using Vegetable Oil-Based Cutting Fluid During Machining of AISI 4140Document16 pagesOptimization of MQL Parameters and Experimental Investigations Using Vegetable Oil-Based Cutting Fluid During Machining of AISI 4140AynamawNo ratings yet
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesNo ratings yet
- Abrasive Flow Machining Using Abrasive Paste With Oiticica OilDocument6 pagesAbrasive Flow Machining Using Abrasive Paste With Oiticica OilIJAERS JOURNALNo ratings yet
- Tribological Properties of Vegetable Based Universal Tractor Transmission OilDocument7 pagesTribological Properties of Vegetable Based Universal Tractor Transmission Oilradu2000vNo ratings yet
- Rac 2014Document4 pagesRac 2014Shubham BansalNo ratings yet
- Anskeyweb Mechanical ISRO2016Document5 pagesAnskeyweb Mechanical ISRO2016Shubham BansalNo ratings yet
- Answer keys for recruitment test held on 03.07.2016Document5 pagesAnswer keys for recruitment test held on 03.07.2016Shubham BansalNo ratings yet
- Last Bronze Age Ruler of Ugarit - AmmurapiDocument2 pagesLast Bronze Age Ruler of Ugarit - AmmurapiShubham BansalNo ratings yet
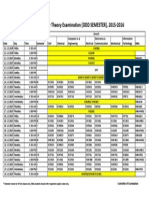
- Final Schedule For Theory Examination (ODD SEMESTER), 2015-2016Document1 pageFinal Schedule For Theory Examination (ODD SEMESTER), 2015-2016Shubham BansalNo ratings yet
- Uttar Pradesh State Road Transport CorporationDocument4 pagesUttar Pradesh State Road Transport CorporationShubham BansalNo ratings yet
- Bitumen SpecDocument1 pageBitumen SpecvikasbadhanNo ratings yet
- Nptel Online-Iit KanpurDocument1 pageNptel Online-Iit KanpurShubham BansalNo ratings yet
- Nps D9 ECDocument6 pagesNps D9 ECShanmuga SundaramNo ratings yet
- Time SchedhuleDocument1 pageTime SchedhuleShubham BansalNo ratings yet
- Plasma (Physics)Document14 pagesPlasma (Physics)Shubham BansalNo ratings yet
- Sai Baba of ShirdiDocument8 pagesSai Baba of ShirdiShubham BansalNo ratings yet
- NPTEL Mechanical Engineering - Engineering MechanicsDocument1 pageNPTEL Mechanical Engineering - Engineering MechanicsShubham BansalNo ratings yet
- Castigliano's TheoremsDocument13 pagesCastigliano's Theoremsabk1234100% (6)
- Tree Stress SsDocument9 pagesTree Stress SsShubham BansalNo ratings yet
- Time SchedhuleDocument1 pageTime SchedhuleShubham BansalNo ratings yet
- GATE 2016 Certificate From PrincipalDocument1 pageGATE 2016 Certificate From PrincipalPraveen KumarNo ratings yet
- Shubb HuDocument2 pagesShubb HuShubham BansalNo ratings yet
- Tree Stress SsDocument9 pagesTree Stress SsShubham BansalNo ratings yet
- Lightworks v12.0 Quick Start GuideDocument14 pagesLightworks v12.0 Quick Start GuideYusril HerliansyahNo ratings yet
- Engineering and Manegerial Economics Sem 5 Ehu501 2013 14 PDFDocument2 pagesEngineering and Manegerial Economics Sem 5 Ehu501 2013 14 PDFShubham BansalNo ratings yet
- 03 Free-Body DiagramsDocument38 pages03 Free-Body DiagramsJayakar AmarlapudiNo ratings yet
- Callister Chapter 18 Electrical PropertiesDocument16 pagesCallister Chapter 18 Electrical PropertiesShubham BansalNo ratings yet
- 24 SolarPowerDocument13 pages24 SolarPowerShubham BansalNo ratings yet
- Spreader Beam CalculationDocument4 pagesSpreader Beam CalculationMateen KhanNo ratings yet
- Design of Masonry Structures EC6Document136 pagesDesign of Masonry Structures EC6roscii100% (4)
- MEP Holabird Bid Set DrawingsDocument149 pagesMEP Holabird Bid Set DrawingsMohanad SulimanNo ratings yet
- Heat Treatment of Aluminium Alloys GuideDocument3 pagesHeat Treatment of Aluminium Alloys Guidedshine2010No ratings yet
- Physical Properties HDPE PE3408Document2 pagesPhysical Properties HDPE PE3408Danny Milton Silva VasquezNo ratings yet
- Crystic PD9359 EN Dec17Document2 pagesCrystic PD9359 EN Dec17MoutikNo ratings yet
- Boiler Maintenance and Safety Study GuideDocument10 pagesBoiler Maintenance and Safety Study GuideKapila2zNo ratings yet
- Tender Drawings: Detail D Manhole Cover PlanDocument7 pagesTender Drawings: Detail D Manhole Cover PlanomerscheenNo ratings yet
- Infrastructure Technical BrochureDocument40 pagesInfrastructure Technical Brochurec6710No ratings yet
- Flowable Fill: Versatile Low Strength MixDocument2 pagesFlowable Fill: Versatile Low Strength MixSajjad AnwarNo ratings yet
- Approximate AnalysisDocument35 pagesApproximate AnalysisSyahir HamidonNo ratings yet
- ITP-Composite Insulator - Type Test PDFDocument4 pagesITP-Composite Insulator - Type Test PDFPrabhakar SvNo ratings yet
- HW21Document4 pagesHW21李長青No ratings yet
- M and J Slab Gate ValveDocument12 pagesM and J Slab Gate Valvetxlucky80No ratings yet
- Inch CatalogueDocument75 pagesInch CatalogueSIBINNo ratings yet
- STULZ CyberCool2 Brochure 0913 enDocument0 pagesSTULZ CyberCool2 Brochure 0913 enEmmanuel MunozNo ratings yet
- Fcu PDFDocument12 pagesFcu PDFonspsnonsNo ratings yet
- RF24FSEDBSR AA Samsung Refrigerator Service Manual PDFDocument130 pagesRF24FSEDBSR AA Samsung Refrigerator Service Manual PDFLynn Boyd78% (9)
- Deep Drawing Process PDFDocument34 pagesDeep Drawing Process PDFCADCAM CAENo ratings yet
- As Management Tools Settings 2015 enDocument81 pagesAs Management Tools Settings 2015 enMIRCEA1305No ratings yet
- Zycotherm BenifitsDocument3 pagesZycotherm BenifitsManish KapadneNo ratings yet
- Assignment AEP 2014Document5 pagesAssignment AEP 2014Sagar MohanNo ratings yet
- Gardner Denver Quick-Lock Compressed Air Piping Brochure PDFDocument12 pagesGardner Denver Quick-Lock Compressed Air Piping Brochure PDFAlexandre SantosNo ratings yet
- Elsystem SC GBDocument88 pagesElsystem SC GBEduard DiachukNo ratings yet
- Qatar Civil Defence Common Non-CompliancesDocument40 pagesQatar Civil Defence Common Non-CompliancesReinhart85100% (1)
- Metals: Strengthening Mechanisms in Nickel-Copper Alloys: A ReviewDocument18 pagesMetals: Strengthening Mechanisms in Nickel-Copper Alloys: A ReviewLurkswayNo ratings yet
- 2012 Screw PilesDocument9 pages2012 Screw PilesAbdullahNo ratings yet
- Design Report Final PDFDocument550 pagesDesign Report Final PDFHorizon InfradesignsNo ratings yet
- Revised Minimum Standards for School BuildingsDocument6 pagesRevised Minimum Standards for School BuildingsrubydelacruzNo ratings yet
- Bored Piling - BOQDocument7 pagesBored Piling - BOQrandieNo ratings yet