You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Pump Test Pit DesignDocument8 pagesPump Test Pit DesignpostboxsgNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Panasonic Malaysia 2Q 2022 Earnings Up 70Document15 pagesPanasonic Malaysia 2Q 2022 Earnings Up 70kimNo ratings yet
- Getting Started With Power BI in 8 Easy StepsDocument16 pagesGetting Started With Power BI in 8 Easy StepsLinda Mohammad FarajNo ratings yet
- Investors Fiesta 2022 - Guaranteed Gift Winners' ListingDocument3 pagesInvestors Fiesta 2022 - Guaranteed Gift Winners' ListingkimNo ratings yet
- SCB BursaAnnFSNotes 4th Quarter Ended 30.6.2022Document13 pagesSCB BursaAnnFSNotes 4th Quarter Ended 30.6.2022kimNo ratings yet
- SGT800Document6 pagesSGT800Thanapaet RittirutNo ratings yet
- Power BI Mission PossibleDocument43 pagesPower BI Mission Possiblerauni_medinaNo ratings yet
- Cat Dirisa4041 GBDocument6 pagesCat Dirisa4041 GBtduskoNo ratings yet
- No Longer Available - Archive Entry: Product CharacteristicsDocument2 pagesNo Longer Available - Archive Entry: Product CharacteristicskimNo ratings yet
- cj1w-drm21 Ds e 8 6 csm1635Document7 pagescj1w-drm21 Ds e 8 6 csm1635kimNo ratings yet
- Dräger REGARD 2400 / 2410: 4-Kanal GaswarnzentraleDocument34 pagesDräger REGARD 2400 / 2410: 4-Kanal GaswarnzentralekimNo ratings yet
- 2018 DIRIS A-30 CatalogueDocument6 pages2018 DIRIS A-30 CataloguekimNo ratings yet
- Introduction To Chemical Engineering For Lecture 5: Flash DistillationDocument10 pagesIntroduction To Chemical Engineering For Lecture 5: Flash DistillationAkmalNo ratings yet
- RS485Document42 pagesRS485kimNo ratings yet
- Source: Monitoring 1M3 Spare PumpDocument1 pageSource: Monitoring 1M3 Spare PumpkimNo ratings yet
- Introduction To Microsoft Power BiDocument127 pagesIntroduction To Microsoft Power Bimohamed100% (5)
- PBIDocument34 pagesPBIarockiafNo ratings yet
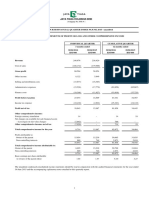
- Jtiasa 4Q 30 June 2017 Results PDFDocument13 pagesJtiasa 4Q 30 June 2017 Results PDFkimNo ratings yet
- Piping & Flow/Instrumentation Drawing's: It's A Detailed Story Told Through SymbologyDocument36 pagesPiping & Flow/Instrumentation Drawing's: It's A Detailed Story Told Through SymbologykimNo ratings yet
- Jtiasa 1Q 30 June 2017 ResultsDocument11 pagesJtiasa 1Q 30 June 2017 ResultskimNo ratings yet
- Jtiasa 4Q 30 June 2016 ResultsDocument12 pagesJtiasa 4Q 30 June 2016 ResultskimNo ratings yet
- Steam Turbine Product Overview enDocument45 pagesSteam Turbine Product Overview enMohamed Adel100% (1)
- Gas Turbines A Manual PDFDocument74 pagesGas Turbines A Manual PDFHenry Pannell100% (1)
- Jtiasa Q1FY2018 ResultsDocument15 pagesJtiasa Q1FY2018 ResultskimNo ratings yet
- Presentation 1QFY17Document42 pagesPresentation 1QFY17kimNo ratings yet
- Eco World International Berhad (Company No: 1059850-A) (Incorporated in Malaysia)Document24 pagesEco World International Berhad (Company No: 1059850-A) (Incorporated in Malaysia)kimNo ratings yet
- JTH - 3Q 31 Mar 2016 ResultsDocument12 pagesJTH - 3Q 31 Mar 2016 ResultskimNo ratings yet
- EWI Q3-2019 ResultsDocument27 pagesEWI Q3-2019 ResultskimNo ratings yet
- EWI Q2-2018 ResultsDocument20 pagesEWI Q2-2018 ResultskimNo ratings yet
- Eco World International 1H2019 Financial Report SummaryDocument27 pagesEco World International 1H2019 Financial Report SummarykimNo ratings yet
- EWIB - Q1-2018 ResultsDocument18 pagesEWIB - Q1-2018 ResultskimNo ratings yet
- Flow Elements BrochureDocument37 pagesFlow Elements BrochurearavindNo ratings yet
- Flow-Induced Vibration Problems in Process and Power PlantsDocument4 pagesFlow-Induced Vibration Problems in Process and Power PlantsSajal KulshresthaNo ratings yet
- Investigations in Mass Transfer Enhancement in Textiles With UltrasoundDocument13 pagesInvestigations in Mass Transfer Enhancement in Textiles With UltrasoundasocanNo ratings yet
- Governing Mechanism of Francis TurbineDocument3 pagesGoverning Mechanism of Francis TurbineJennifer0% (1)
- Brochure Fisher Pulp Paper Solutions en 127238 PDFDocument32 pagesBrochure Fisher Pulp Paper Solutions en 127238 PDFDwinaRahmayaniNo ratings yet
- Pump RotordynamicsDocument12 pagesPump Rotordynamicslk700615No ratings yet
- K-700 Presentation ENDocument12 pagesK-700 Presentation ENKarina RiveraNo ratings yet
- Cavitation Water Purification Using Modified Hand PumpDocument6 pagesCavitation Water Purification Using Modified Hand PumpNabarun DebnathNo ratings yet
- Valvula PrincipalDocument11 pagesValvula PrincipalEmil AlvearNo ratings yet
- Case Study On Centrifugal Pumps-8csDocument16 pagesCase Study On Centrifugal Pumps-8csRavindra PawarNo ratings yet
- Project ZDocument31 pagesProject ZADITYANo ratings yet
- Atomac & Durco Fully Lined Process Valves and Accessories.: Designed and Produced by The Latest TechnologiesDocument48 pagesAtomac & Durco Fully Lined Process Valves and Accessories.: Designed and Produced by The Latest Technologieseddie eddNo ratings yet
- Processes: Controlled Hydrodynamic Cavitation: A Review of Recent Advances and Perspectives For Greener ProcessingDocument31 pagesProcesses: Controlled Hydrodynamic Cavitation: A Review of Recent Advances and Perspectives For Greener Processinghariprasadr5199No ratings yet
- Approximately 50% of Premature Engine Failures or Non-Performance Incidents Can Be Attributed To Cooling System ProblemsDocument84 pagesApproximately 50% of Premature Engine Failures or Non-Performance Incidents Can Be Attributed To Cooling System ProblemsJoel CunhaNo ratings yet
- 21 Rezumat Teza de Doctorat - en PDFDocument35 pages21 Rezumat Teza de Doctorat - en PDFStudi ParadiseNo ratings yet
- Minimum Thermal Flow in Centrifugal PumpsDocument3 pagesMinimum Thermal Flow in Centrifugal Pumpsmnt6176No ratings yet
- EIC N 1001 0 Hydraulic FluidsDocument13 pagesEIC N 1001 0 Hydraulic FluidsCharitha LiyanagamaNo ratings yet
- Process Design of Piping and PumpsDocument11 pagesProcess Design of Piping and PumpsLuis Enrique Flores ValenzuelaNo ratings yet
- Exercises Chapter 07Document8 pagesExercises Chapter 07barbosolNo ratings yet
- 29 Life Expectancy of Piston Type Pumps and MotorsDocument2 pages29 Life Expectancy of Piston Type Pumps and Motorsbee140676No ratings yet
- Mechanical Interview Questions and Answers - Fluid MechanicsDocument2 pagesMechanical Interview Questions and Answers - Fluid MechanicsannukiitNo ratings yet
- Analysis of A Centrifugal Pump Impeller Using ANSYS-CFXDocument6 pagesAnalysis of A Centrifugal Pump Impeller Using ANSYS-CFXBilal WaseemNo ratings yet
- SYKES - QSCP100i X Perkins 404C-2.2 Maintenance Manual - CoatesDocument104 pagesSYKES - QSCP100i X Perkins 404C-2.2 Maintenance Manual - CoatesISRAEL GONZALESNo ratings yet
- Driskell - Select The Right Control ValveDocument5 pagesDriskell - Select The Right Control ValveDefenceDogNo ratings yet
- Numerical Analysis of Erosion and Its Induced Vibration Proposal Rakish Samman PrithiviDocument23 pagesNumerical Analysis of Erosion and Its Induced Vibration Proposal Rakish Samman PrithiviSamman Singh PradhanNo ratings yet
- Cavitation Resistant Welding Wire Technical Data SheetDocument1 pageCavitation Resistant Welding Wire Technical Data SheetMAURO MORESCONo ratings yet
- How Do The Pump Manufacturers Measure N.P.S.H. Required?: Pump Technology (C) Ron Frend 2012Document8 pagesHow Do The Pump Manufacturers Measure N.P.S.H. Required?: Pump Technology (C) Ron Frend 2012Abdul HaseebNo ratings yet
- J. Subbiah,: Thermal Power Station-Ii Neyveli Lignite Corporation Limited NeyveliDocument55 pagesJ. Subbiah,: Thermal Power Station-Ii Neyveli Lignite Corporation Limited Neyvelidreamboy87No ratings yet
- Week 04 MS2220 Basic Fluid Mechanics CH 31 To 38 Fluid DynamicsDocument99 pagesWeek 04 MS2220 Basic Fluid Mechanics CH 31 To 38 Fluid DynamicsJessy PatriciaNo ratings yet