You might also like
- New Solutions For Die Cutting ChallengesDocument4 pagesNew Solutions For Die Cutting ChallengesAndreeaMLazărNo ratings yet
- Shrink Sleeve Flexo InksDocument10 pagesShrink Sleeve Flexo Inksdammy888100% (1)
- Flexo Vs OffsetDocument18 pagesFlexo Vs OffsetJavier Martinez CañalNo ratings yet
- Get Production Rolling With Rotary Screen PrintingDocument8 pagesGet Production Rolling With Rotary Screen PrintingK.SaravananNo ratings yet
- Effect of Moisture Content On Printability PDFDocument7 pagesEffect of Moisture Content On Printability PDFRohit SinghNo ratings yet
- Flexo GravureDocument34 pagesFlexo Gravurefajar ramadhanNo ratings yet
- TROUBLE SHOOTING GUIDE Blanket SurfaceDocument6 pagesTROUBLE SHOOTING GUIDE Blanket SurfaceLai NguyenNo ratings yet
- (Hybrid Ing A Useful Methdod For FlexographyDocument29 pages(Hybrid Ing A Useful Methdod For FlexographyJose J TharayilNo ratings yet
- 101 Processes To Decorate or Surface Treat Plastics 2012 PDFDocument9 pages101 Processes To Decorate or Surface Treat Plastics 2012 PDFstevierayoNo ratings yet
- Inkformation 4 en 02Document28 pagesInkformation 4 en 02MohammadAlAmeenNo ratings yet
- Materi PrintingDocument16 pagesMateri PrintingnuryadyNo ratings yet
- Vegetable Oil Based Printing InksDocument6 pagesVegetable Oil Based Printing InksVingiu KatreNo ratings yet
- Lombardi Company PresentationDocument35 pagesLombardi Company PresentationPam Landi0% (1)
- 2.2 Gravure Printing: 2.2.1 ProcessDocument39 pages2.2 Gravure Printing: 2.2.1 ProcessDang Thi Ngoc LieuNo ratings yet
- Troubleshooting Guide: GravureDocument20 pagesTroubleshooting Guide: Gravureक्षितिजNo ratings yet
- Anilox Rolls Selection GuideDocument4 pagesAnilox Rolls Selection GuideMismail EgypacNo ratings yet
- UV Curable Inks: Will They Work For Everyone?: by Mike UkenaDocument4 pagesUV Curable Inks: Will They Work For Everyone?: by Mike UkenaMark LesterNo ratings yet
- Handbook Flexo PDFDocument148 pagesHandbook Flexo PDFQuý Đình Mai Mai100% (3)
- Center Winding Versus Surface Winding: The Effect of Winder Type and Web Material Properties On Wound Roll StressesDocument47 pagesCenter Winding Versus Surface Winding: The Effect of Winder Type and Web Material Properties On Wound Roll StressesCORTOCIRCUITANTENo ratings yet
- Flexographic (2011) - Low ResDocument44 pagesFlexographic (2011) - Low ResChloe GroemeNo ratings yet
- Flexo Printing Machinery Catalog English UpdatedDocument8 pagesFlexo Printing Machinery Catalog English UpdatedOMAR JOSE LEALNo ratings yet
- Nestle Guidance Note On Packaging Inks VersionDocument5 pagesNestle Guidance Note On Packaging Inks VersionRizky DwinantoNo ratings yet
- A New Generation Binder For UV Offset InksDocument4 pagesA New Generation Binder For UV Offset InksBing HsiehNo ratings yet
- Harper Anilox RollDocument88 pagesHarper Anilox Rollsuracheted0% (1)
- NWP RotaMesh PP Process En-08-2Document37 pagesNWP RotaMesh PP Process En-08-2Vu Duc ToanNo ratings yet
- Gravure PrintingDocument26 pagesGravure PrintingPankaj Patne100% (1)
- Anilox ZecherDocument16 pagesAnilox ZecherJose Guerra100% (2)
- LaminationDocument18 pagesLaminationSiddharth SaxenaNo ratings yet
- FIRST The Scoop: Mark R. Mazur Joe TuccittoDocument124 pagesFIRST The Scoop: Mark R. Mazur Joe TuccittoEso PappasNo ratings yet
- CHAPTER 3.0 - GravureDocument10 pagesCHAPTER 3.0 - GravureGiha Tardan100% (1)
- Finat Test Methods 8th EditionDocument101 pagesFinat Test Methods 8th EditionAdrián González100% (2)
- Plastics FinishingDocument5 pagesPlastics FinishingShaan AbbasiNo ratings yet
- Bobst PDFDocument52 pagesBobst PDFAbdul BasitNo ratings yet
- Dubuit Auxilary MachinesDocument6 pagesDubuit Auxilary MachinesJesus Chucho BruzualNo ratings yet
- Offset TrialDocument64 pagesOffset TrialOgi Permana PutraNo ratings yet
- BR Tamboli UV Basics 22.04.2016Document47 pagesBR Tamboli UV Basics 22.04.2016sambasivaNo ratings yet
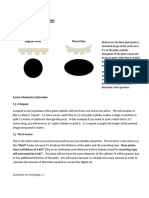
- Flexography Distortion: (Continue On Next Page .)Document2 pagesFlexography Distortion: (Continue On Next Page .)Kristianto Mathers IIINo ratings yet
- Ink Developments For High Speed PrintingDocument21 pagesInk Developments For High Speed Printingleow1231No ratings yet
- App3 Flexographic Ink Formulations and StructuresDocument58 pagesApp3 Flexographic Ink Formulations and StructuresMilos Papic100% (2)
- Flexo Uv Ink TroubleshootingDocument22 pagesFlexo Uv Ink TroubleshootingHiba Naser100% (1)
- Hapa - in House Printing Solutions (Marcel Aeby)Document44 pagesHapa - in House Printing Solutions (Marcel Aeby)Yose RizalNo ratings yet
- Basic Laminating Technology 4Document16 pagesBasic Laminating Technology 4Ronaldo latumanuwyNo ratings yet
- Sealed Ink Cup e Web enDocument3 pagesSealed Ink Cup e Web enndrozNo ratings yet
- ETSThermoplasticExtrsuionTrainingList PDFDocument5 pagesETSThermoplasticExtrsuionTrainingList PDFFajr Al-FurqonNo ratings yet
- Unit-4 Roto PDFDocument70 pagesUnit-4 Roto PDFKristianto Mathers IIINo ratings yet
- Innovation Trends in Plastics PDFDocument245 pagesInnovation Trends in Plastics PDFfiratkose100% (2)
- Printing Inks - Issues, Guidance and RegulationsDocument93 pagesPrinting Inks - Issues, Guidance and RegulationsDinesh RajputNo ratings yet
- Lamination Film Trouble ShootingDocument8 pagesLamination Film Trouble ShootingSachin KothariNo ratings yet
- Optimised Sheetfed UV PDFDocument0 pagesOptimised Sheetfed UV PDFSappi Houston100% (1)
- 1 CDI Advance 5080Document2 pages1 CDI Advance 5080Diana BonanaNo ratings yet
- Photoinitiators For UVLEDDocument25 pagesPhotoinitiators For UVLEDvictor lu100% (2)
- OnPress 63Document22 pagesOnPress 63Carlos GrajalesNo ratings yet
- Flexible Packaging: (Basic Films / Raw Materials For Converting)Document10 pagesFlexible Packaging: (Basic Films / Raw Materials For Converting)pandu krNo ratings yet
- Ffta First 5.0 Design GuideDocument87 pagesFfta First 5.0 Design GuideSharlowNo ratings yet
- Rynite Pet DupontDocument28 pagesRynite Pet Dupontpirom_popirom500No ratings yet
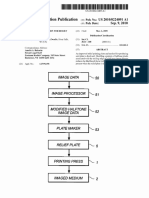
- Us 20100224091Document12 pagesUs 20100224091Cikumunya ArsNo ratings yet
- Offset InksDocument7 pagesOffset InksRizwan KhanNo ratings yet
- 9 AGR Gearboxes PDFDocument10 pages9 AGR Gearboxes PDFHBracing1No ratings yet
- HDS BrochureDocument6 pagesHDS BrochureHBracing1No ratings yet
- LubricationDocument48 pagesLubricationHBracing1No ratings yet
- 9 AGR GearboxesDocument10 pages9 AGR GearboxesHBracing1No ratings yet
- Duplomatic ValveDocument4 pagesDuplomatic ValveHBracing1No ratings yet
- Scan The Code To Get More Information!: 1 - Roller Gate Drive 2 - Light Barrier Outside 3 - Light Barrier InsideDocument7 pagesScan The Code To Get More Information!: 1 - Roller Gate Drive 2 - Light Barrier Outside 3 - Light Barrier InsideHBracing1No ratings yet
- Stratemeyer Syndicate: HistoryDocument5 pagesStratemeyer Syndicate: HistoryNikhil PallamreddyNo ratings yet
- Digital Photo Pro - November 2014 USADocument100 pagesDigital Photo Pro - November 2014 USASima DragosNo ratings yet
- Ford Focus 2015-2-0l Wiring Diagram 2Document22 pagesFord Focus 2015-2-0l Wiring Diagram 2johnjones010994bog100% (93)
- PRDocument34 pagesPRElvina Devria TakasiliangNo ratings yet
- Spell BeeDocument13 pagesSpell BeeDeepa Junnarkar DegwekarNo ratings yet
- Updated ResumeDocument3 pagesUpdated ResumeKylen MillsNo ratings yet
- Sarah Rose Nordgren: EducationDocument11 pagesSarah Rose Nordgren: EducationsrnordgrenNo ratings yet
- Just A Lil BitDocument3 pagesJust A Lil BitJohn LoppNo ratings yet
- 7 CopyreadinghwDocument88 pages7 CopyreadinghwROMMEL MORENONo ratings yet
- Magazines-Subscription Excel Sheet - Updated Till First Quarter 2011Document8 pagesMagazines-Subscription Excel Sheet - Updated Till First Quarter 2011amitbaggausNo ratings yet
- British Chess Magazine September 2023Document64 pagesBritish Chess Magazine September 2023SaltymanNo ratings yet
- Journalism: By: May Nectar Cyrill Loja-Tabares, PH.DDocument32 pagesJournalism: By: May Nectar Cyrill Loja-Tabares, PH.DNeil A. Balbuena LptNo ratings yet
- NM3 Ltest4B2Document2 pagesNM3 Ltest4B2Ewa ŚwięchNo ratings yet
- How To Draw Manga Vol. 30 Pen & Tone TechniquesDocument127 pagesHow To Draw Manga Vol. 30 Pen & Tone Techniquesjhon652100% (3)
- Journeys B1 TRP Students 2Document5 pagesJourneys B1 TRP Students 2Ana SencialesNo ratings yet
- Adjective Worksheet For Class 7Document10 pagesAdjective Worksheet For Class 7TAX SYSTEM0% (1)
- Flying Saucer Review - Janet & Colin Bord - Billy Meier 1980Document4 pagesFlying Saucer Review - Janet & Colin Bord - Billy Meier 1980Oliver HinojosaNo ratings yet
- Avoiding Plagiarism: The Contradictions of Academic WritingDocument6 pagesAvoiding Plagiarism: The Contradictions of Academic WritingLisa FernandoNo ratings yet
- Ak Vs Ar - Winter 2014 UsaDocument132 pagesAk Vs Ar - Winter 2014 Usaalberto55100% (2)
- New Possibilities in Nitration With A Mixture of Nitric Acid and Acetic Anhydride - SpringerDocument4 pagesNew Possibilities in Nitration With A Mixture of Nitric Acid and Acetic Anhydride - SpringerKalpesh PatelNo ratings yet
- Esquire Singapore - November 2018Document188 pagesEsquire Singapore - November 2018Kelvin FooNo ratings yet
- Bloomington Airport HistoryDocument102 pagesBloomington Airport HistoryCAP History LibraryNo ratings yet
- Billboard Country UpdateDocument19 pagesBillboard Country UpdateHuelequeNo ratings yet
- The American PressDocument5 pagesThe American Presskalasanty100% (1)
- Meg McLeod Pulling Resume 2013-14Document1 pageMeg McLeod Pulling Resume 2013-14Meg PullingNo ratings yet
- JVO Winners and FellowsDocument34 pagesJVO Winners and FellowsCenter for Media Freedom & Responsibility100% (2)
- Mga Kuwento Ni Lola BasyangDocument5 pagesMga Kuwento Ni Lola Basyangmaui22mj67% (3)
- Little Kids DrawDocument48 pagesLittle Kids DrawDaniel Hernando Albistegui100% (13)
- A Propos de Rien 268 ScreenDocument21 pagesA Propos de Rien 268 Screentelematico69No ratings yet
- Chapter 9 ExercisesDocument7 pagesChapter 9 ExercisesPhilip Jayson L. LestojasNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- The Perfumed Pages of History: A Textbook on Fragrance CreationFrom EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationRating: 4 out of 5 stars4/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet