You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Laboratory 3Document9 pagesLaboratory 3Salar SalahiNo ratings yet
- CNC Cookbook G Code CourseDocument114 pagesCNC Cookbook G Code Coursesav33100% (1)
- Frictions Stir Welding of Copper Under DifferentDocument6 pagesFrictions Stir Welding of Copper Under DifferentSalar SalahiNo ratings yet
- TC600 e PDFDocument12 pagesTC600 e PDFSalar SalahiNo ratings yet
- Ijret 110328015Document16 pagesIjret 110328015Salar SalahiNo ratings yet
- Ijret 110328015Document16 pagesIjret 110328015Salar SalahiNo ratings yet
- MSRT BlackList 1392 07Document13 pagesMSRT BlackList 1392 07Salar SalahiNo ratings yet
- Impact FactorDocument15 pagesImpact FactorsasinfotechNo ratings yet
- Of Friction Stir Welded Pure Copper Joints Using Response Surface MethodologyDocument1 pageOf Friction Stir Welded Pure Copper Joints Using Response Surface MethodologySalar SalahiNo ratings yet
- Of Friction Stir Welded Pure Copper Joints Using Response Surface MethodologyDocument1 pageOf Friction Stir Welded Pure Copper Joints Using Response Surface MethodologySalar SalahiNo ratings yet
- MET 47 3 211 216 ZrnikDocument6 pagesMET 47 3 211 216 ZrnikSalar SalahiNo ratings yet
- Project Presentation - Energy Efficient Car DesignDocument26 pagesProject Presentation - Energy Efficient Car DesignSalar SalahiNo ratings yet
- Shape Memory AlloysDocument13 pagesShape Memory AlloysSalar SalahiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CM Practical Sieve Tube TestDocument20 pagesCM Practical Sieve Tube TestChan Xing KhuanNo ratings yet
- 111 WeldDocument13 pages111 Weldpavlosmakridakis2525No ratings yet
- Analysis of The Influence of Using Recycled Polystyrene As A SubstituteDocument25 pagesAnalysis of The Influence of Using Recycled Polystyrene As A SubstituteLollipopNo ratings yet
- Kufranja Dam Project Inspection and Test Plan Structural ConcreteDocument2 pagesKufranja Dam Project Inspection and Test Plan Structural ConcretemohNo ratings yet
- Introduction To SolidificationDocument30 pagesIntroduction To Solidificationpsenthil5657_9223896No ratings yet
- Jis G3101-2010 en PDFDocument14 pagesJis G3101-2010 en PDFabdulloh_99No ratings yet
- 1709 LDocument164 pages1709 LANIT AGGARWALNo ratings yet
- ASTM D470. Crosslinked Insulations and Jackets For Wire and Cable1Document25 pagesASTM D470. Crosslinked Insulations and Jackets For Wire and Cable1sanrris4503090% (1)
- HL21Document2 pagesHL21Bogdan RusuNo ratings yet
- Flexural Stress in BeamsDocument32 pagesFlexural Stress in BeamsFahim KhanNo ratings yet
- Used Oil DisposalDocument4 pagesUsed Oil DisposalKommoju Naga Venkata SubrahmanyamNo ratings yet
- CelikDocument3 pagesCeliknikolaNo ratings yet
- Landfill Design ThesisDocument5 pagesLandfill Design Thesisdwsjyt34100% (2)
- Asphalt Emulsions: Fog SealDocument5 pagesAsphalt Emulsions: Fog SealYan Hardman HutahaeanNo ratings yet
- CompanypresentationDocument25 pagesCompanypresentationkamran kainporNo ratings yet
- CSETD AGM Talk On "Ultra-High Performance Fiber Reinforced Concrete (UHPFRC) : Technology For TheDocument3 pagesCSETD AGM Talk On "Ultra-High Performance Fiber Reinforced Concrete (UHPFRC) : Technology For TheAsyraf ZailudinNo ratings yet
- FTM - HY110 with+REBARDocument13 pagesFTM - HY110 with+REBARRomyMohanNo ratings yet
- Lab 4-V I Characteristics of PN Diode and Zener Regulator PDFDocument9 pagesLab 4-V I Characteristics of PN Diode and Zener Regulator PDFpubg662299No ratings yet
- Wastewater Engineering Advanced Wastewater Treatment Systems PDFDocument244 pagesWastewater Engineering Advanced Wastewater Treatment Systems PDFEr Govind Singh ChauhanNo ratings yet
- Shed BuildingDocument59 pagesShed BuildingdomesNo ratings yet
- Stoichiometry: Class WorkDocument5 pagesStoichiometry: Class WorksachinkurhekarNo ratings yet
- Documents - Pub - Advanced Welding TechnologyDocument60 pagesDocuments - Pub - Advanced Welding TechnologybalamuruganNo ratings yet
- Analysis and Design of Reinforced Concrete Solid Slab BridgeDocument4 pagesAnalysis and Design of Reinforced Concrete Solid Slab BridgeEditor IJTSRDNo ratings yet
- Lectura 1 08 - 02 Mechanism of Natural Organic Matter Removal by Polyaluminum ChlorideDocument10 pagesLectura 1 08 - 02 Mechanism of Natural Organic Matter Removal by Polyaluminum ChlorideDerly MolanoNo ratings yet
- Yellowing Behavior of TextilesDocument8 pagesYellowing Behavior of TextilesMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Buckling of Columns: Mechanics of Deformable Bodies IDocument13 pagesBuckling of Columns: Mechanics of Deformable Bodies IJolina PagulayanNo ratings yet
- Astm B444Document3 pagesAstm B444AbabNo ratings yet
- Astm C 704 PDFDocument11 pagesAstm C 704 PDFJeganeswaranNo ratings yet
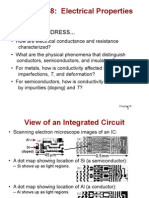
- Electrical Properties of MaterialsDocument26 pagesElectrical Properties of MaterialsAliYosefiMehrNo ratings yet
- AGRI Establishments in MPDocument16 pagesAGRI Establishments in MPG P MishraNo ratings yet