You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- USACE ASTM E 779 Air Leakage Test ProtocolDocument32 pagesUSACE ASTM E 779 Air Leakage Test ProtocolAshraf Adel Nashed ZakiNo ratings yet
- Millau Viaduct Term PaperDocument13 pagesMillau Viaduct Term Paperfan_luc89No ratings yet
- Quotation Time Charter (EASTKAL)Document1 pageQuotation Time Charter (EASTKAL)angga subekti100% (1)
- Ecb 2017 14Document2 pagesEcb 2017 14Ashraf Adel Nashed ZakiNo ratings yet
- CCT Primer (11R 88)Document65 pagesCCT Primer (11R 88)Kriztopher UrrutiaNo ratings yet
- PumpDocument5 pagesPumpAshraf Adel Nashed ZakiNo ratings yet
- Amazfit Stratos User ManualDocument23 pagesAmazfit Stratos User Manualbjozef1961No ratings yet
- 29 Static Total PressureDocument4 pages29 Static Total PressureAshraf Adel Nashed ZakiNo ratings yet
- Ecb 2017 14Document2 pagesEcb 2017 14Ashraf Adel Nashed ZakiNo ratings yet
- GG 032Document2 pagesGG 032Ashraf Adel Nashed ZakiNo ratings yet
- Five Best Practices To Improve Bms Cybersecurity White PaperDocument11 pagesFive Best Practices To Improve Bms Cybersecurity White PaperAshraf Adel Nashed ZakiNo ratings yet
- GG 039Document2 pagesGG 039Ashraf Adel Nashed ZakiNo ratings yet
- GG 056Document2 pagesGG 056Ashraf Adel Nashed ZakiNo ratings yet
- GG 054Document2 pagesGG 054Ashraf Adel Nashed ZakiNo ratings yet
- GG 038Document2 pagesGG 038Ashraf Adel Nashed ZakiNo ratings yet
- GG 044Document2 pagesGG 044Ashraf Adel Nashed ZakiNo ratings yet
- GG 057Document2 pagesGG 057Ashraf Adel Nashed ZakiNo ratings yet
- Training Schedule Q4Document2 pagesTraining Schedule Q4Ashraf Adel Nashed ZakiNo ratings yet
- MERMtoc 1Document2 pagesMERMtoc 1Ashraf Adel Nashed ZakiNo ratings yet
- ENVRMindexDocument52 pagesENVRMindexAshraf Adel Nashed ZakiNo ratings yet
- Utomation Omponents NC.: Product OverviewDocument6 pagesUtomation Omponents NC.: Product OverviewAshraf Adel Nashed ZakiNo ratings yet
- 1824 Toc PDFDocument1 page1824 Toc PDFCristopher EntenaNo ratings yet
- Applications Using The DP-Calc™ Micromanometer To Measure PressureDocument2 pagesApplications Using The DP-Calc™ Micromanometer To Measure PressureAshraf Adel Nashed ZakiNo ratings yet
- NFPA Web Phase 3 - ESFR Sprinklers and Obstructions 12.15.16Document75 pagesNFPA Web Phase 3 - ESFR Sprinklers and Obstructions 12.15.16Ashraf Adel Nashed ZakiNo ratings yet
- Mollier Graph PDFDocument1 pageMollier Graph PDFAshraf Adel Nashed ZakiNo ratings yet
- Schneider Datacenteraltersbmsinfographic v2Document1 pageSchneider Datacenteraltersbmsinfographic v2Ashraf Adel Nashed ZakiNo ratings yet
- Five Best Practices To Improve Bms Cybersecurity White PaperDocument11 pagesFive Best Practices To Improve Bms Cybersecurity White PaperAshraf Adel Nashed ZakiNo ratings yet
- Utomation Omponents NC.: Product OverviewDocument6 pagesUtomation Omponents NC.: Product OverviewAshraf Adel Nashed ZakiNo ratings yet
- JourneyLite Stroller AUG12-0832Document17 pagesJourneyLite Stroller AUG12-0832Ashraf Adel Nashed ZakiNo ratings yet
- Ecb 2014 13Document11 pagesEcb 2014 13Ashraf Adel Nashed ZakiNo ratings yet
- Control Valve Primer 4th Ed - Baumann - TOCDocument4 pagesControl Valve Primer 4th Ed - Baumann - TOCAshraf Adel Nashed ZakiNo ratings yet
- Schneider Datacenteraltersbmsinfographic v2Document1 pageSchneider Datacenteraltersbmsinfographic v2Ashraf Adel Nashed ZakiNo ratings yet
- Pernos Huck C50LDocument4 pagesPernos Huck C50LAngelina Santiago JimenezNo ratings yet
- Sport Stroller Instructions Philandteds 20150820 8209-01Document44 pagesSport Stroller Instructions Philandteds 20150820 8209-01Herczku AnnamáriaNo ratings yet
- Palfinger Brick HandlerDocument2 pagesPalfinger Brick HandlerVinay Joshi100% (1)
- EC145 T2 BrochureDocument4 pagesEC145 T2 BrochureAlicia Castro RamosNo ratings yet
- SC-91B3 1.2 CMRDocument1 pageSC-91B3 1.2 CMRwajdiNo ratings yet
- Special EXAM Transport EngineeringDocument4 pagesSpecial EXAM Transport Engineeringaogu33% (3)
- Introduction Pipe BendingDocument34 pagesIntroduction Pipe BendingNguyen Anh TungNo ratings yet
- Daman ListDocument936 pagesDaman Listashishpal2k20% (1)
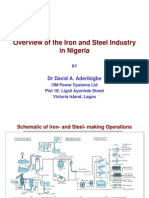
- Overview of The Iron and Steel Industry in Nigeria: DR David A. AderibigbeDocument17 pagesOverview of The Iron and Steel Industry in Nigeria: DR David A. AderibigbeNaz Onuzo0% (1)
- Tata Steel IS - S275JR+AR - HR Data Sheet EN PDFDocument2 pagesTata Steel IS - S275JR+AR - HR Data Sheet EN PDFArnimala DewiNo ratings yet
- Firme America Expo ShoesDocument6 pagesFirme America Expo ShoesRodion RussuNo ratings yet
- PPP P 40CDocument46 pagesPPP P 40CPedro DinisNo ratings yet
- Honeywell and PetroVietnam Advance Partnership With A Memorandum of UnderstandingDocument9 pagesHoneywell and PetroVietnam Advance Partnership With A Memorandum of UnderstandingKhôi NguyênNo ratings yet
- Pune Dsr07 08Document196 pagesPune Dsr07 08Nilesh ParulekarNo ratings yet
- Common Machining Operations: KalpakjianDocument22 pagesCommon Machining Operations: Kalpakjianirinuca12No ratings yet
- Chapter 1 Physical DistributionDocument7 pagesChapter 1 Physical DistributionAmod VengurlekarNo ratings yet
- Flight AttendantDocument6 pagesFlight Attendantantonello.casillasNo ratings yet
- Development of Agricultural Mechanization in Ethiopia and The BR Role of National PoliciesDocument9 pagesDevelopment of Agricultural Mechanization in Ethiopia and The BR Role of National PoliciesFikredingil MulugetaNo ratings yet
- Ship Initial Inspection Checklist Port State ControlDocument7 pagesShip Initial Inspection Checklist Port State ControlvdevivNo ratings yet
- Piping Codes and StandardsDocument9 pagesPiping Codes and StandardsPriyanathan ThayalanNo ratings yet
- HPGR DiscussionDocument2 pagesHPGR DiscussionCedricChanNo ratings yet
- Guniting Slope, Ed.1, Rev.0Document8 pagesGuniting Slope, Ed.1, Rev.0Andrei Radu100% (2)
- Assignment 2-Fatema Obaid-201101371Document17 pagesAssignment 2-Fatema Obaid-201101371api-287929423No ratings yet
- CUIDocument28 pagesCUInaren57No ratings yet
- 50 Best Tools.1Document35 pages50 Best Tools.1Ian Foreman100% (20)
- Rod Ends For The Food IndustryDocument4 pagesRod Ends For The Food IndustrycchnkvNo ratings yet
- Guide To Calculation of Qualifying Sea Service Masters and Deck OfficersDocument15 pagesGuide To Calculation of Qualifying Sea Service Masters and Deck OfficersAnonymous ycFeyuLAtNo ratings yet