You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
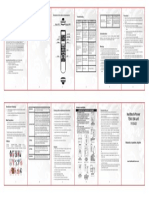
- Tens User Manual Yk15ab-OkDocument1 pageTens User Manual Yk15ab-Oktigre_fiel0% (4)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Design of End Plate ConnectionDocument2 pagesDesign of End Plate ConnectionAndro RebuyasNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cable Tray Price ListDocument54 pagesCable Tray Price ListSunil WadekarNo ratings yet
- Tank Erection Itp Org ChartDocument34 pagesTank Erection Itp Org Chartvasantha kumar100% (1)
- Tapered Thread Inspection - Tubing, Casing, &: Required EquipmentDocument1 pageTapered Thread Inspection - Tubing, Casing, &: Required EquipmentTulio WeverNo ratings yet
- NK 1000 0285Document16 pagesNK 1000 0285Lincoln Luiz Corrêa100% (1)
- Report On Hvac Design of A BuildingDocument66 pagesReport On Hvac Design of A BuildingHemani SinghNo ratings yet
- Generator AuxiliariesDocument39 pagesGenerator Auxiliariesharry2586No ratings yet
- Technologies For High Performance and Reliability of Geothermal Power PlantDocument4 pagesTechnologies For High Performance and Reliability of Geothermal Power Plantsum1else4No ratings yet
- Load-Indicating Externally Threaded Fasteners: Standard Specification ForDocument5 pagesLoad-Indicating Externally Threaded Fasteners: Standard Specification ForAhmad Zubair RasulyNo ratings yet
- Segmental Launching Gantry Introduction and Project Huada Heavy Industry China Supplier and Manufacturer PDFDocument6 pagesSegmental Launching Gantry Introduction and Project Huada Heavy Industry China Supplier and Manufacturer PDFTarek HareedyNo ratings yet
- Spotcheck Developer SKD-S2: CertificationDocument3 pagesSpotcheck Developer SKD-S2: Certificationnasser saldaña quinteroNo ratings yet
- Spray Heater SOLARYSDocument4 pagesSpray Heater SOLARYStigre_fielNo ratings yet
- Stone LithochromeColorHardener 1110 21Document5 pagesStone LithochromeColorHardener 1110 21tigre_fielNo ratings yet
- Spray Booth KombitronDocument4 pagesSpray Booth Kombitrontigre_fielNo ratings yet
- Tent Coleman 9271-191Document2 pagesTent Coleman 9271-191tigre_fielNo ratings yet
- Tube Bender HMP 200 FinalDocument18 pagesTube Bender HMP 200 Finaltigre_fiel100% (1)
- Tandoor Oven InstallationDocument12 pagesTandoor Oven Installationtigre_fiel100% (1)
- Delta Kits Windshield Repair System Comparison Chart 2015Document1 pageDelta Kits Windshield Repair System Comparison Chart 2015tigre_fielNo ratings yet
- Resources Bearing Bearing Isolator FamilyDocument4 pagesResources Bearing Bearing Isolator FamilySuresh Kumar MittapalliNo ratings yet
- Dehumidification Process by Desiccant Wheel in Air ConditioningDocument3 pagesDehumidification Process by Desiccant Wheel in Air ConditioningEr. Ramji TripathiNo ratings yet
- 2006 ToolHolders106Document88 pages2006 ToolHolders106Caffe Bar BazaNo ratings yet
- Forced and Free Vibration ProjectDocument4 pagesForced and Free Vibration ProjectHarshdeep SinghNo ratings yet
- Steel Tubes For Mechanical AND Genewl Eng Eewg Purposes - SpecificationDocument20 pagesSteel Tubes For Mechanical AND Genewl Eng Eewg Purposes - SpecificationSajal DeyNo ratings yet
- Part 01 Theory (253 - 273)Document24 pagesPart 01 Theory (253 - 273)Piyush SinghNo ratings yet
- AFBC-Control Loop Write UpsDocument12 pagesAFBC-Control Loop Write UpsSaurabh BarangeNo ratings yet
- Gear 1st 2nd 3rd 4th 5th Reverse: JJJJC C C C55 5 5Document4 pagesGear 1st 2nd 3rd 4th 5th Reverse: JJJJC C C C55 5 5todo manualesNo ratings yet
- Lecture 34 PDFDocument49 pagesLecture 34 PDFalfredomotaNo ratings yet
- Engine ThesisDocument8 pagesEngine Thesisjessicafinsonmanchester100% (1)
- Prilling TowerDocument7 pagesPrilling TowerKhushboo SinghalNo ratings yet
- Chapter 11: Examining Plasma and Oxyfuel CuttingDocument1 pageChapter 11: Examining Plasma and Oxyfuel CuttingbudakgemukNo ratings yet
- Tsubaki Backstop AntiretornoDocument12 pagesTsubaki Backstop Antiretornomtbecerrap100% (1)
- Offcon DNV Zorro SkidDocument6 pagesOffcon DNV Zorro SkiddakidofdaboomNo ratings yet
- Injection Mold Parting PlaneDocument19 pagesInjection Mold Parting PlaneKodhansNo ratings yet
- ArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Document2 pagesArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Vinoth Kumar PothuvudaiNo ratings yet
- Rivets GetTRDocDocument149 pagesRivets GetTRDoctfitzgeraldswimNo ratings yet
- Tech HIT HY 200 R V3 2021 en Technical Information ASSET DOC 11768542Document37 pagesTech HIT HY 200 R V3 2021 en Technical Information ASSET DOC 11768542Jaouhar JerbiNo ratings yet
- STAAD Report - Beam Design-1Document11 pagesSTAAD Report - Beam Design-1prabhuNo ratings yet