You might also like
- Biofuel Review: A Study on Biofuel as a Green Energy ResourceDocument6 pagesBiofuel Review: A Study on Biofuel as a Green Energy ResourcePradip PatelNo ratings yet
- GPSC 202122 32Document1 pageGPSC 202122 32Pradip PatelNo ratings yet
- Driving License - Services - Commissionerate of Transport, Government of GujaratDocument4 pagesDriving License - Services - Commissionerate of Transport, Government of GujaratPradip PatelNo ratings yet
- GTU PAPER ANALYSIS CHAPTER 4 FUELS & SUPPLY SYSTEMSDocument1 pageGTU PAPER ANALYSIS CHAPTER 4 FUELS & SUPPLY SYSTEMSPradip PatelNo ratings yet
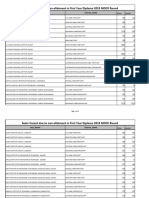
- Inst Branch Diploma Vacant PDFDocument41 pagesInst Branch Diploma Vacant PDFPradip PatelNo ratings yet
- Forms - Media - Commissionerate of Transport, Government of GujaratDocument13 pagesForms - Media - Commissionerate of Transport, Government of GujaratPradip PatelNo ratings yet
- Subject-CAM (2171903) : Online Class TestDocument1 pageSubject-CAM (2171903) : Online Class TestPradip PatelNo ratings yet
- Computer-Aided Part ProgrammingDocument10 pagesComputer-Aided Part ProgrammingPradip PatelNo ratings yet
- Computer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Document22 pagesComputer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Pradip PatelNo ratings yet
- Gujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIDocument4 pagesGujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIKrupal VithlaniNo ratings yet
- CNC Manual Part ProgrammeDocument23 pagesCNC Manual Part ProgrammePradip PatelNo ratings yet
- Chapter 8 - Engine Lubrication & CoolingDocument1 pageChapter 8 - Engine Lubrication & CoolingPradip PatelNo ratings yet
- GPSC Interview Questions and TipsDocument4 pagesGPSC Interview Questions and TipsPradip PatelNo ratings yet
- Massachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionDocument3 pagesMassachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionkushanNo ratings yet
- Takshay PatelDocument2 pagesTakshay PatelPradip PatelNo ratings yet
- Chap 1 InroductionDocument6 pagesChap 1 InroductionPradip PatelNo ratings yet
- Unit 3Document9 pagesUnit 3Pradip PatelNo ratings yet
- Dynamics of Machinery ME 115 Group Project - Cyclist Collision ForcesDocument10 pagesDynamics of Machinery ME 115 Group Project - Cyclist Collision ForcesPradip PatelNo ratings yet
- EDM and Other NTMDocument15 pagesEDM and Other NTMSyed Basith MNo ratings yet
- NoticeDocument1 pageNoticePradip PatelNo ratings yet
- IndexDocument3 pagesIndexPradip PatelNo ratings yet
- Mid Paper - CMDocument2 pagesMid Paper - CMPradip PatelNo ratings yet
- Answer Key Final Advt 118 2013 14Document5 pagesAnswer Key Final Advt 118 2013 14Pradip PatelNo ratings yet
- Lecture1 CastingDocument3 pagesLecture1 CastingPradip PatelNo ratings yet
- Final Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectDocument5 pagesFinal Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectPradip PatelNo ratings yet
- EBMDocument16 pagesEBMPradip PatelNo ratings yet
- Final Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYDocument1 pageFinal Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYPradip PatelNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelNo ratings yet
- 2.61 Internal Combustion Engines: Mit OpencoursewareDocument5 pages2.61 Internal Combustion Engines: Mit Opencoursewaregpk21No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Factors Affecting Solubility and Rate of Solution NotesDocument3 pagesFactors Affecting Solubility and Rate of Solution Notesscribduser0811972No ratings yet
- Set 1 Section A (45 MARKS) : X X y X DX DyDocument2 pagesSet 1 Section A (45 MARKS) : X X y X DX DyMuhammad SaifudinNo ratings yet
- SyllabusDocument2 pagesSyllabusDev RanaNo ratings yet
- (Physics) 2010 TSSM Unit 4 ExamDocument37 pages(Physics) 2010 TSSM Unit 4 ExamakashNo ratings yet
- Ecosystem Poster - Introduction and RubricDocument7 pagesEcosystem Poster - Introduction and Rubricapi-271661638No ratings yet
- Current, Resistance and DC Circuits: Physics 112NDocument27 pagesCurrent, Resistance and DC Circuits: Physics 112NgiyonoNo ratings yet
- Rep19 MaseDocument66 pagesRep19 Mase3utiaNo ratings yet
- Bio FermentationDocument8 pagesBio FermentationCecil ClaveriaNo ratings yet
- 2-In-1 Laundry Detergent With Softener HCLF06Document1 page2-In-1 Laundry Detergent With Softener HCLF06EL PAPI -X5No ratings yet
- Lecture 2 - Atoms, Molecules, and IonsDocument34 pagesLecture 2 - Atoms, Molecules, and Ionsapi-19824406100% (1)
- Piping Spring HangersDocument2 pagesPiping Spring HangersyogacruiseNo ratings yet
- Fabshield Offshore 71ni-1Document2 pagesFabshield Offshore 71ni-1Anonymous ejnktktkY7No ratings yet
- Coordinate Systems and Curvature of Shell SurfacesDocument29 pagesCoordinate Systems and Curvature of Shell SurfacesParth ShahNo ratings yet
- Design of Compression MembersDocument22 pagesDesign of Compression MembersChee Fong MakeNo ratings yet
- Sikaflex 256Document2 pagesSikaflex 256aboali8686No ratings yet
- Thesis Ge TFET Source OnlyDocument123 pagesThesis Ge TFET Source OnlySumeet KalraNo ratings yet
- FCCU Reliability and Mechanical IntegrityDocument5 pagesFCCU Reliability and Mechanical IntegrityLyunlyunNo ratings yet
- Rock Mechanics Calculations: Wood-Biot-Gassmann EquationsDocument20 pagesRock Mechanics Calculations: Wood-Biot-Gassmann EquationsHcene HcenNo ratings yet
- AMIE Material Science Engineering Notes PDFDocument59 pagesAMIE Material Science Engineering Notes PDFSrimannarayana Nandam100% (4)
- CRD c400Document2 pagesCRD c400Maurizio SiepiNo ratings yet
- Application of Taguchi Method to Optimize Electro-Cyclone Separator ParametersDocument30 pagesApplication of Taguchi Method to Optimize Electro-Cyclone Separator ParametersAniruddha DasNo ratings yet
- 1 - Bhattiacademy - Com - Physics - 6. Azeem Acadmy (Objective) PDFDocument14 pages1 - Bhattiacademy - Com - Physics - 6. Azeem Acadmy (Objective) PDFAwaisNo ratings yet
- Mil DTF 5541fDocument12 pagesMil DTF 5541fMarcos PerezNo ratings yet
- Choline Chloride in Clay and Shale Stabilizer-619Document4 pagesCholine Chloride in Clay and Shale Stabilizer-619Lê Công100% (1)
- NOV Bolt Torque ValuesDocument14 pagesNOV Bolt Torque ValuesandreyengNo ratings yet
- Step By Step Guide to Free Energy Lesson 1Document1 pageStep By Step Guide to Free Energy Lesson 1vandor_ouNo ratings yet
- S.No Acc No Title of The BookDocument12 pagesS.No Acc No Title of The BookmechhodNo ratings yet
- Coupled Effects of Carbonation and Bio-Deposition in Concrete SurfaceDocument9 pagesCoupled Effects of Carbonation and Bio-Deposition in Concrete SurfaceDeepaNo ratings yet
- Atmosphere Short CompendiumDocument63 pagesAtmosphere Short CompendiumambergetNo ratings yet
- 2010 58 4 Emiroglu 245Document16 pages2010 58 4 Emiroglu 245Raju ShresthaNo ratings yet