You might also like
- Apostila Espec TG AustenitaDocument3 pagesApostila Espec TG AustenitaJeanSamuelVisentinLopesNo ratings yet
- Metrologia ElétricaDocument131 pagesMetrologia Elétricawinstontecnico100% (1)
- Apostila Espec Classificação Dos AçosDocument19 pagesApostila Espec Classificação Dos AçosJeanSamuelVisentinLopesNo ratings yet
- Elementos Maquina 01elemDocument6 pagesElementos Maquina 01elemProfissional SENAI100% (2)
- Ensaios Agregados e Concreto PDFDocument199 pagesEnsaios Agregados e Concreto PDFSofia Lage100% (1)
- WEG Lackpoxi N 1277 Boletim Tecnico Portugues BRDocument5 pagesWEG Lackpoxi N 1277 Boletim Tecnico Portugues BRJeanSamuelVisentinLopesNo ratings yet
- Questionario de Materiais II LaboratorioDocument2 pagesQuestionario de Materiais II LaboratorioJeanSamuelVisentinLopesNo ratings yet
- 13 - SoldagemDocument43 pages13 - SoldagemJeanSamuelVisentinLopesNo ratings yet
- 4 - Metais Ferrosos - SiderurgiaDocument9 pages4 - Metais Ferrosos - SiderurgiaJeanSamuelVisentinLopesNo ratings yet
- Apostilas - Senai - A BasicaDocument125 pagesApostilas - Senai - A BasicagilbertolealNo ratings yet
- 296 e 298 - Dura-Plate 301KLDocument3 pages296 e 298 - Dura-Plate 301KLJeanSamuelVisentinLopes100% (2)
- 1442... - Admiral Esmalte DTM DF BRDocument3 pages1442... - Admiral Esmalte DTM DF BRJeanSamuelVisentinLopes100% (1)
- 9 - FundiçãoDocument2 pages9 - FundiçãoJeanSamuelVisentinLopesNo ratings yet
- Natureza Dos Materiais e Modificações No Estado SólidoDocument7 pagesNatureza Dos Materiais e Modificações No Estado SólidoJeanSamuelVisentinLopesNo ratings yet
- 10 - LaminaçãoDocument2 pages10 - LaminaçãoJeanSamuelVisentinLopesNo ratings yet
- 12 - Metalurgia Do PóDocument5 pages12 - Metalurgia Do PóJeanSamuelVisentinLopesNo ratings yet
- Diagrama Ferro-Carbono e TermoquímicaDocument6 pagesDiagrama Ferro-Carbono e TermoquímicaJeanSamuelVisentinLopesNo ratings yet
- Apostila Básica de Tratamentos TérmicosDocument13 pagesApostila Básica de Tratamentos TérmicosJeanSamuelVisentinLopesNo ratings yet
- Itu PedDocument13 pagesItu PedpauloNo ratings yet
- Treinamento Esportivo..periodizaçãoDocument9 pagesTreinamento Esportivo..periodizaçãoAninha LageNo ratings yet
- A Cura em Psicanálise Como Potência Política de - IwasawaDocument266 pagesA Cura em Psicanálise Como Potência Política de - IwasawaSilvanoadisonNo ratings yet
- Artigo Andressa Educação EspecialDocument25 pagesArtigo Andressa Educação EspecialLetícia TrevizanNo ratings yet
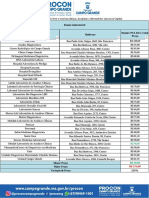
- Planilha de Preços de Diferentes Exames e ClinicasDocument2 pagesPlanilha de Preços de Diferentes Exames e ClinicasClayton SilvaNo ratings yet
- Plano Alimentar Semana 1 Homens - Desafio Emagreça Já!Document4 pagesPlano Alimentar Semana 1 Homens - Desafio Emagreça Já!victor.carvalhoNo ratings yet
- Aula 4 - Entrevista Familiar Diagnóstica e o Uso Do GenogramaDocument19 pagesAula 4 - Entrevista Familiar Diagnóstica e o Uso Do GenogramaAna Carolina Pires PrestesNo ratings yet
- Módulo 3 - Inovação Cosmética e Tratamento de PeleDocument14 pagesMódulo 3 - Inovação Cosmética e Tratamento de PeleJhady de Cássia100% (1)
- Ebook Meu Filho Fez 1 Ano e Parou de ComerDocument15 pagesEbook Meu Filho Fez 1 Ano e Parou de ComerJosé Thomaz BisnetoNo ratings yet
- Apostila - 2019 A Química Do Cotidiano PDFDocument40 pagesApostila - 2019 A Química Do Cotidiano PDFMonica Martin SantosNo ratings yet
- Ensino em Ambiente NatDocument3 pagesEnsino em Ambiente NatDeusimar AgostinhoNo ratings yet
- Auxiliar de CozinhaDocument3 pagesAuxiliar de CozinhaRegiane ArrudaNo ratings yet
- Caderno de Direito Do TrabalhoDocument31 pagesCaderno de Direito Do TrabalhoMariana RuzziNo ratings yet
- Reino FungiDocument12 pagesReino FungioscarNo ratings yet
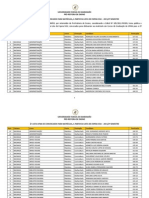
- Lista - Ufma.sisu 2011-2Document58 pagesLista - Ufma.sisu 2011-2Joabe S. ArrudaNo ratings yet
- Do Insulto EDo ElogioDocument14 pagesDo Insulto EDo ElogioJoão SantosNo ratings yet
- Supereu, Desejo e Gozo Na HisteriaDocument20 pagesSupereu, Desejo e Gozo Na HisteriaAndré Guedes100% (1)
- Manual UFCD 346 Armazenagem PDFDocument36 pagesManual UFCD 346 Armazenagem PDFteresa lagesNo ratings yet
- Volume+2+ +e Book+Ativamente+Document111 pagesVolume+2+ +e Book+Ativamente+Fábio Rosseto100% (1)
- Semana 2 - Conceitos Introdutrio Crescimento Pr-Natal e Cresc. SomticoDocument7 pagesSemana 2 - Conceitos Introdutrio Crescimento Pr-Natal e Cresc. SomticoManu AlmeidaNo ratings yet
- Manual - SistemadeLogisticaReversa - Central de CustódiaDocument14 pagesManual - SistemadeLogisticaReversa - Central de CustódiaWashington Moreira CavalcantiNo ratings yet
- Biologia 11 ClasseDocument141 pagesBiologia 11 ClasseDann Santiago60% (15)
- Solubilidade e Produto de SolubilidadeDocument2 pagesSolubilidade e Produto de SolubilidadeMundo FutebolNo ratings yet
- Estudo de CasoDocument6 pagesEstudo de Casouosllei100% (2)
- Termo de DoacaoDocument29 pagesTermo de DoacaocavottiNo ratings yet
- Metabólitos Secundários Artigo13 - v9 - n3Document11 pagesMetabólitos Secundários Artigo13 - v9 - n3Márcio Paim MariotNo ratings yet
- 65 - UNIMED MACEIÓ - NA06 - Univida Basico Coletivo Por AdesaoDocument85 pages65 - UNIMED MACEIÓ - NA06 - Univida Basico Coletivo Por AdesaobrbeucNo ratings yet
- Intoxicação Aguda Por Diazinon em BovinosDocument4 pagesIntoxicação Aguda Por Diazinon em BovinosAline LimaNo ratings yet
- Manual ColoraçãoDocument21 pagesManual ColoraçãoCarla Henrique PilotoNo ratings yet
- Treinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)From EverandTreinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)Rating: 4.5 out of 5 stars4.5/5 (29)
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoFrom EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoRating: 4.5 out of 5 stars4.5/5 (53)
- Técnicas Proibidas de Manipulação Mental e PersuasãoFrom EverandTécnicas Proibidas de Manipulação Mental e PersuasãoRating: 5 out of 5 stars5/5 (3)
- Psicologia sombria: Poderosas técnicas de controle mental e persuasãoFrom EverandPsicologia sombria: Poderosas técnicas de controle mental e persuasãoRating: 4 out of 5 stars4/5 (92)
- Os Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaFrom EverandOs Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaNo ratings yet
- Estudo de Casos: Relatos de AvaliaçõesFrom EverandEstudo de Casos: Relatos de AvaliaçõesRating: 4 out of 5 stars4/5 (1)
- E-TRAP: entrevista diagnóstica para transtornos de personalidadeFrom EverandE-TRAP: entrevista diagnóstica para transtornos de personalidadeRating: 5 out of 5 stars5/5 (3)
- Elaboração de programas de ensino: material autoinstrutivoFrom EverandElaboração de programas de ensino: material autoinstrutivoNo ratings yet
- O psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilFrom EverandO psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilNo ratings yet
- Como aprender mais rápido: Métodos e dicas para se tornar mais inteligenteFrom EverandComo aprender mais rápido: Métodos e dicas para se tornar mais inteligenteRating: 3.5 out of 5 stars3.5/5 (8)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisFrom EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisRating: 4.5 out of 5 stars4.5/5 (169)
- Focar: Elimine distrações, perfeccionismo e faça maisFrom EverandFocar: Elimine distrações, perfeccionismo e faça maisRating: 5 out of 5 stars5/5 (21)
- As pulsões e seus destinos – Edição bilíngueFrom EverandAs pulsões e seus destinos – Edição bilíngueRating: 5 out of 5 stars5/5 (2)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IAFrom EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IARating: 5 out of 5 stars5/5 (6)