You might also like
- 3 B Hoshin KanriDocument19 pages3 B Hoshin KanriJ Antonio Uribe RiveraNo ratings yet
- Formato 8DDocument7 pagesFormato 8DAlberto Hai ReNo ratings yet
- Artículo Lean LogisticDocument8 pagesArtículo Lean LogisticJusse Garca0% (1)
- Presentación Conceptos Trabajo Estandarizado PDFDocument69 pagesPresentación Conceptos Trabajo Estandarizado PDFivan combita100% (1)
- 1.3 Planeacion Estrategica HK V18Document20 pages1.3 Planeacion Estrategica HK V18Karlita Marina Rengifo ReáteguiNo ratings yet
- Jidoka Andon Poka YokeDocument80 pagesJidoka Andon Poka YokePaty Norma100% (1)
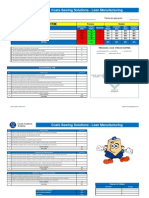
- Lean Assessment CoatsDocument34 pagesLean Assessment CoatsLuis EgoavilNo ratings yet
- Plantilla SmedDocument79 pagesPlantilla SmedMauris AvilaNo ratings yet
- Esquema ImplementacionDocument1 pageEsquema ImplementacionFernando RomeroNo ratings yet
- 6 Eventos-KaizenDocument11 pages6 Eventos-KaizenJuan Felipe Valencia MedinaNo ratings yet
- 4 Hoshin KanriDocument11 pages4 Hoshin KanriJuan Ilhuicatl Flores BarralesNo ratings yet
- Formato de SMEDDocument3 pagesFormato de SMEDJesús Martínez MtzNo ratings yet
- 6° Curso TRABAJO ESTANDARIZADODocument101 pages6° Curso TRABAJO ESTANDARIZADOcaortizlopez50% (2)
- Guia-Buenas-Practicas-Ino Lean Manufacturing PDFDocument60 pagesGuia-Buenas-Practicas-Ino Lean Manufacturing PDFAnonymous uakjywl100% (1)
- 4 Hoshin KanriDocument12 pages4 Hoshin Kanridanielsanchez766656No ratings yet
- El Premio SHingoDocument16 pagesEl Premio SHingoSandra Axiuhzin100% (1)
- Pilar de Educación y EntrenamientoDocument4 pagesPilar de Educación y EntrenamientoGretaNo ratings yet
- Mejoras EnfocadasDocument59 pagesMejoras EnfocadasEDER ALEXI ILLERA QUINTERO100% (1)
- Fase MedirDocument417 pagesFase MedirAnonymous XIIv9HZNo ratings yet
- Auditoria Por Capas Almacén Producto Terminado DiariaDocument67 pagesAuditoria Por Capas Almacén Producto Terminado DiariaJosé María Moreno100% (1)
- Formato 8d EjemploDocument2 pagesFormato 8d EjemploImperio de Aarón López RamírezNo ratings yet
- Kaizen Workshop - SMEDDocument48 pagesKaizen Workshop - SMEDLuis JerezNo ratings yet
- Ocho Disciplinas PDFDocument5 pagesOcho Disciplinas PDFIvonne Janeth Barco100% (1)
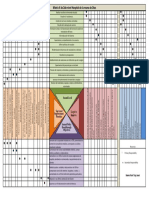
- Matriz X Hoshin Kanri Arcia Berrio y Hernandez ReyesDocument1 pageMatriz X Hoshin Kanri Arcia Berrio y Hernandez Reyeshernando hernandez100% (2)
- 04 Tablas - AMEFP AIAG VDA Espanol Febrero.2020Document4 pages04 Tablas - AMEFP AIAG VDA Espanol Febrero.2020Geovanni Emmanuel Aguilar RangelNo ratings yet
- Formato Kaizen y 5sDocument20 pagesFormato Kaizen y 5sKarina Magallanes CopeNo ratings yet
- 1er Control de Lectura Lean - Maintenance PDFDocument5 pages1er Control de Lectura Lean - Maintenance PDFmagdaNo ratings yet
- CelularizaciónDocument18 pagesCelularizaciónBOM Consulting Group100% (2)
- Control Inicial TPMDocument4 pagesControl Inicial TPMErick Pozo ClarosNo ratings yet
- Perdidas Por Defecto de Calidad ApuntesDocument4 pagesPerdidas Por Defecto de Calidad Apuntesコロン ベンジャミンNo ratings yet
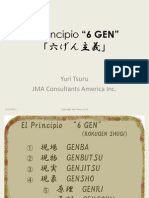
- 6 GenDocument25 pages6 Genivantorr2009100% (7)
- Formato de SMEDDocument1 pageFormato de SMEDJesús Martínez MtzNo ratings yet
- Símbolos VSM y Diagramas de FlujoDocument13 pagesSímbolos VSM y Diagramas de FlujoKytterlu100% (2)
- TPM Curso Ead TeoriaDocument169 pagesTPM Curso Ead Teoriajose JacoboNo ratings yet
- Fabrica Visual - Gestion Visual en Lean Manufactuing - ClaseDocument38 pagesFabrica Visual - Gestion Visual en Lean Manufactuing - ClasePedro Parra100% (1)
- Presentación Kobetsu Kaizen PDFDocument41 pagesPresentación Kobetsu Kaizen PDFivan combitaNo ratings yet
- Clase Mejora Continua Metodo 8DDocument16 pagesClase Mejora Continua Metodo 8Dfrank11111No ratings yet
- 5T Version 4Document76 pages5T Version 4Fernando Fonseca0% (1)
- VSM Caso Empresarial Plantilla ExcelDocument17 pagesVSM Caso Empresarial Plantilla ExcelJose HernandezNo ratings yet
- Pilar Mantenimiento de Calidad (Hinshitsu Hozen) - EsneiderDocument19 pagesPilar Mantenimiento de Calidad (Hinshitsu Hozen) - EsneiderLaMentePerverzaMiusiNo ratings yet
- Check List Plantillas 5sDocument10 pagesCheck List Plantillas 5sFlorOreoNo ratings yet
- Mediciones TPMDocument37 pagesMediciones TPMVictor Junco RenteraNo ratings yet
- SMED TripticoDocument3 pagesSMED TripticoMauricio JimenezNo ratings yet
- Produccion Ii Lean Manufacturing PDFDocument270 pagesProduccion Ii Lean Manufacturing PDFCristican17847971No ratings yet
- 4M Control de Cambios - Hi-Lex MX - Tier N PDFDocument35 pages4M Control de Cambios - Hi-Lex MX - Tier N PDFGabriel BermudezNo ratings yet
- Filosofia 6SDocument33 pagesFilosofia 6SHeber Montero GarciaNo ratings yet
- FORMATO PROPUESTA kAIZENDocument2 pagesFORMATO PROPUESTA kAIZENJose Jarvy Banguero100% (1)
- Kaizen DiarioDocument56 pagesKaizen DiarioNando LalaleoNo ratings yet
- 01 Tablas AMEFP MSR AMEFD AMEF1 AIAG VDA Espanol Julio 23 2019Document12 pages01 Tablas AMEFP MSR AMEFD AMEF1 AIAG VDA Espanol Julio 23 2019Jesus Lopez Ruiz100% (3)
- Pilar PMDocument24 pagesPilar PMJuan Manuel JaurezNo ratings yet
- Ejercicio Taller AnapqpDocument7 pagesEjercicio Taller Anapqpsan moedanoNo ratings yet
- Cómo Implantar El Indicador OEEDocument67 pagesCómo Implantar El Indicador OEELeoncho100% (1)
- Sesión 2 - 5S - Gestión VisualDocument49 pagesSesión 2 - 5S - Gestión VisualAngel Cortez EspinozaNo ratings yet
- IndicadoresDocument5 pagesIndicadoresFanny GissellaNo ratings yet
- Diagnostico LeanDocument12 pagesDiagnostico LeanSelene DevoraNo ratings yet
- Diagnostico LeanDocument15 pagesDiagnostico LeanAndreaReyesNo ratings yet
- Gestión de La ProducciónDocument37 pagesGestión de La ProducciónJhomary Osita QuiberNo ratings yet
- Herramientas de Calidad PDFDocument7 pagesHerramientas de Calidad PDFdiego alNo ratings yet
- Auditoría y Gestión Inventarios1Document100 pagesAuditoría y Gestión Inventarios1titi orellanoNo ratings yet
- Técnicas de La Mejora de La CalidadDocument55 pagesTécnicas de La Mejora de La CalidadWilbert HicianoNo ratings yet
- Diseno de Un Sistema Piloto de Costeo ABCDocument22 pagesDiseno de Un Sistema Piloto de Costeo ABCGerardo AcostaNo ratings yet
- Contabilidad CostosabcyestandarDocument16 pagesContabilidad CostosabcyestandarGerardo AcostaNo ratings yet
- Cantidad Económica A Producir (Sin Permitir y Permitiendo Faltantes) ING QUIMICADocument19 pagesCantidad Económica A Producir (Sin Permitir y Permitiendo Faltantes) ING QUIMICAGerardo AcostaNo ratings yet
- Clase Digital 7Document1 pageClase Digital 7Gerardo AcostaNo ratings yet
- Septiembre 23 InventariosDocument25 pagesSeptiembre 23 InventariosGerardo AcostaNo ratings yet
- La Compañía HELADOS S.A. Fabrica Helados de Frutas, Utilizando en Su Proceso de Producción Dos Departamentos, Mezcla y RefrigeraciónDocument11 pagesLa Compañía HELADOS S.A. Fabrica Helados de Frutas, Utilizando en Su Proceso de Producción Dos Departamentos, Mezcla y RefrigeraciónGerardo AcostaNo ratings yet
- Costos - Preguntas y RespuestasDocument20 pagesCostos - Preguntas y RespuestasGerardo AcostaNo ratings yet
- Civil 3Document1 pageCivil 3Gerardo AcostaNo ratings yet
- Practica Ejercicio Resuelto de Costeo Absorbente y DirectoDocument21 pagesPractica Ejercicio Resuelto de Costeo Absorbente y DirectoGerardo AcostaNo ratings yet
- 01 Septiembre 2021Document7 pages01 Septiembre 2021Gerardo AcostaNo ratings yet
- EconomiaDocument1 pageEconomiaGerardo AcostaNo ratings yet
- CostosDocument15 pagesCostoscarito1081No ratings yet
- Costeo AbsorbenteDocument11 pagesCosteo AbsorbenteGerardo AcostaNo ratings yet
- Método de DepreciaciónDocument5 pagesMétodo de DepreciaciónGerardo AcostaNo ratings yet
- Civil 3Document1 pageCivil 3Gerardo AcostaNo ratings yet
- CostosDocument15 pagesCostoscarito1081No ratings yet
- Ejercicios Resueltos de MicroeconomiaDocument30 pagesEjercicios Resueltos de MicroeconomiaMiguel Barreto69% (13)
- Ejercicios Resueltos de MicroeconomiaDocument30 pagesEjercicios Resueltos de MicroeconomiaMiguel Barreto69% (13)
- Costo 1Document1 pageCosto 1Gerardo AcostaNo ratings yet
- Presentación 1Document9 pagesPresentación 1Gerardo AcostaNo ratings yet
- Presentación 1Document9 pagesPresentación 1Gerardo AcostaNo ratings yet
- Informe NissanDocument1 pageInforme NissanGerardo AcostaNo ratings yet
- 05 EconometriaDocument40 pages05 EconometriaJesus Rodrigo Garcia AliagaNo ratings yet
- Costo ProporcionalDocument1 pageCosto ProporcionalGerardo AcostaNo ratings yet
- Costo 1Document1 pageCosto 1Gerardo AcostaNo ratings yet
- Políticas de PoblaciónDocument3 pagesPolíticas de PoblaciónGerardo AcostaNo ratings yet
- Costo 1Document1 pageCosto 1Gerardo AcostaNo ratings yet
- Costo 1Document1 pageCosto 1Gerardo AcostaNo ratings yet
- Indicaciones para El Primer Avance. Cultura EmprendedoraDocument2 pagesIndicaciones para El Primer Avance. Cultura EmprendedoraGerardo AcostaNo ratings yet
- Políticas de PoblaciónDocument3 pagesPolíticas de PoblaciónGerardo AcostaNo ratings yet
- Check List para Puesta en MarchaDocument9 pagesCheck List para Puesta en MarchaDanielLeónNavarroNo ratings yet
- Tlaloque SeparadorPrimerasLluvias FichaTecnicaDocument4 pagesTlaloque SeparadorPrimerasLluvias FichaTecnicaF092No ratings yet
- Plantilla Fase 4Document10 pagesPlantilla Fase 4Heder MartinezNo ratings yet
- Ejercicio de Le Verbe PouvoirDocument3 pagesEjercicio de Le Verbe PouvoircarlosNo ratings yet
- Access IiDocument3 pagesAccess IimaroeveNo ratings yet
- 25/abril/2021. Unadm. Ing. en Desarrollo de Software Diseño Y Arquitectura de Software Ds-Ddrs-2101-B2-004Document10 pages25/abril/2021. Unadm. Ing. en Desarrollo de Software Diseño Y Arquitectura de Software Ds-Ddrs-2101-B2-004Antoniy StarkNo ratings yet
- PROYECTODocument7 pagesPROYECTOjuan esteban monroyNo ratings yet
- Onnet Vupar Simon CL Las Americas 2023 Ca06 Scl06 Factibilidad AprobadaDocument1 pageOnnet Vupar Simon CL Las Americas 2023 Ca06 Scl06 Factibilidad AprobadaCarlos Alfredo Herrera DelgadoNo ratings yet
- Voluntario1 RedNeuronalDocument12 pagesVoluntario1 RedNeuronalDaniel Montesinos CapaceteNo ratings yet
- Instrumento Nº 4 Evaluaciones Del Espacio de EstudioDocument2 pagesInstrumento Nº 4 Evaluaciones Del Espacio de Estudiosaray floresNo ratings yet
- Programas - AudiotoolsDocument8 pagesProgramas - AudiotoolsTECNO VILLANo ratings yet
- Plano 3 de 5 - Diagrama UnifilarDocument1 pagePlano 3 de 5 - Diagrama UnifilarNaviAldana100% (1)
- Maderas MañanaDocument42 pagesMaderas MañanaJavier IbañezNo ratings yet
- EVIDENCIA 1 - Cuadro Comparativo "Medios y Modos de Transporte"Document27 pagesEVIDENCIA 1 - Cuadro Comparativo "Medios y Modos de Transporte"edwin suarezNo ratings yet
- Que Es El Mimeografo y DictafonoDocument2 pagesQue Es El Mimeografo y DictafonogcalitoNo ratings yet
- Listado de Precios MyTecDocument112 pagesListado de Precios MyTecJorge AlonzoNo ratings yet
- Audi 2019 - Plan de Mercadeo-2 PDFDocument25 pagesAudi 2019 - Plan de Mercadeo-2 PDFlorena100% (1)
- Monica 8.5Document2 pagesMonica 8.5joshepscrNo ratings yet
- Scania Serie 4 Códigos Párpadeo SuspensiónDocument28 pagesScania Serie 4 Códigos Párpadeo SuspensiónJose Marcos Martinez Martinez100% (1)
- Istmo Panama 2016Document27 pagesIstmo Panama 2016Jenia Belle100% (1)
- Manual de Uso Footprint Finder UDDDocument23 pagesManual de Uso Footprint Finder UDDJorge Crcy FlNo ratings yet
- Metodo de Optimizacion Reparacion-AndradeDocument17 pagesMetodo de Optimizacion Reparacion-AndradeflavioromuloaugustoNo ratings yet
- Laton Uns C 26000Document1 pageLaton Uns C 26000Gestion de ProducciónNo ratings yet
- Laboratorio 3 VRF - Servicios Por InternetDocument7 pagesLaboratorio 3 VRF - Servicios Por InternetLuis CandiaNo ratings yet
- Analisis de Ciclos en CyclepadDocument14 pagesAnalisis de Ciclos en CyclepadNicolas Betancourt50% (2)
- TDR DPROM VD MovilDocument4 pagesTDR DPROM VD MovilEdwin RomeroNo ratings yet
- M21 READy - Lectura RemotaDocument4 pagesM21 READy - Lectura RemotaAntonio MoralesNo ratings yet
- Los Call CenterDocument10 pagesLos Call CenterWILLIAN SANDOVAL ROANo ratings yet
- AC9001 - v3.00 - SG - Mod 1 Parte 3Document76 pagesAC9001 - v3.00 - SG - Mod 1 Parte 3yduarte.supervisaNo ratings yet
- TRABAJO DE INVESTIGACIÓN ESTADISTICA FinalDocument16 pagesTRABAJO DE INVESTIGACIÓN ESTADISTICA FinalDiego AngelNo ratings yet