You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- A Banjo BuildingDocument20 pagesA Banjo BuildingRégis MoewiusNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- VDO Commercal Product CatalogueDocument40 pagesVDO Commercal Product CataloguejasminbijedicNo ratings yet
- IEEE Guide To The Assembly and Erection of Metal Transmission Structures PDFDocument44 pagesIEEE Guide To The Assembly and Erection of Metal Transmission Structures PDFjuanperezpintoNo ratings yet
- DPWH - Guard HouseDocument180 pagesDPWH - Guard HouseErnest BelmesNo ratings yet
- Automotive After Market Information MEA PDFDocument60 pagesAutomotive After Market Information MEA PDFjose03No ratings yet
- Daikin VRV II R-22Document346 pagesDaikin VRV II R-22Danilo FIloteo73% (11)
- Rock Tunneling Methods: 1. Drill and Blast MethodDocument14 pagesRock Tunneling Methods: 1. Drill and Blast MethodAnish Pathak100% (1)
- Achenbach ExtractDocument7 pagesAchenbach Extractskk1029No ratings yet
- Astm D473. SedimentosDocument6 pagesAstm D473. SedimentosgeralNo ratings yet
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984No ratings yet
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984No ratings yet
- February 2016: Sun Mon Tue Wed Thu Fri SatDocument1 pageFebruary 2016: Sun Mon Tue Wed Thu Fri SatWilly ChandraNo ratings yet
- 2016 Monthly CalendarDocument12 pages2016 Monthly Calendaribnu.asad984No ratings yet
- School Calendar: Queensland State SchoolsDocument1 pageSchool Calendar: Queensland State Schoolsibnu.asad984No ratings yet
- Recomm2015 2016Document2 pagesRecomm2015 2016ibnu.asad984No ratings yet
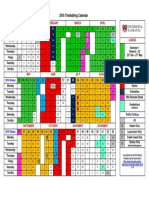
- 2016 Timetabling CalendarDocument1 page2016 Timetabling Calendaribnu.asad984No ratings yet
- Fab-Welding Supervisors and Inspector Dates and InformationDocument2 pagesFab-Welding Supervisors and Inspector Dates and Informationibnu.asad984No ratings yet
- Welded Excutive SummDocument36 pagesWelded Excutive Summibnu.asad984No ratings yet
- 1221 Hot Gas and Extrusion Welding Jan 2016Document2 pages1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984No ratings yet
- 13 BridgeDocument25 pages13 Bridgeibnu.asad984No ratings yet
- WeldDocument2 pagesWeldibnu.asad984No ratings yet
- Welding Application Spring 2016Document10 pagesWelding Application Spring 2016ibnu.asad984No ratings yet
- p24 Course Description Welding Technology Courseplan 2016Document3 pagesp24 Course Description Welding Technology Courseplan 2016ibnu.asad984No ratings yet
- WeldingDocument4 pagesWeldingibnu.asad984No ratings yet
- 2016 Training Materials CatalogDocument24 pages2016 Training Materials Catalogibnu.asad984No ratings yet
- 16 17 Dept Flow Charts v2 0Document17 pages16 17 Dept Flow Charts v2 0ibnu.asad984No ratings yet
- 2015 Programs Book List PricesDocument13 pages2015 Programs Book List Pricesibnu.asad984No ratings yet
- CCC 2015 2016 Fee ChartDocument5 pagesCCC 2015 2016 Fee Chartibnu.asad984No ratings yet
- Appendix C - Welding Specification For Fabrication of Piping SystemsDocument33 pagesAppendix C - Welding Specification For Fabrication of Piping Systemsibnu.asad9840% (1)
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984No ratings yet
- Tws School CatalogDocument76 pagesTws School Catalogibnu.asad984No ratings yet
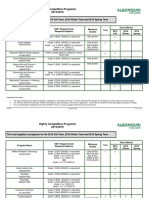
- Highly Competitive Programs Chart 2015-2016Document3 pagesHighly Competitive Programs Chart 2015-2016ibnu.asad984No ratings yet
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984No ratings yet
- New Technologies 112515Document29 pagesNew Technologies 112515ibnu.asad984No ratings yet
- Gs 16 1 Distributed Ledger TechnologyDocument88 pagesGs 16 1 Distributed Ledger Technologyibnu.asad984No ratings yet
- AWS Weld Symbol ChartDocument1 pageAWS Weld Symbol ChartExsan OthmanNo ratings yet
- Competitive Programs For CanadaDocument41 pagesCompetitive Programs For Canadaferoz_bilalNo ratings yet
- FIEA Events 2016 One Page FlyerDocument1 pageFIEA Events 2016 One Page Flyeribnu.asad984No ratings yet
- h2020 wp1617 Fet - enDocument41 pagesh2020 wp1617 Fet - enibnu.asad984No ratings yet
- Candy CB 82 TDocument33 pagesCandy CB 82 TIsabel Belmonte CiborroNo ratings yet
- CHM510 Exp 5Document12 pagesCHM510 Exp 5NURANISAH NADIAH MOHD NIZAMNo ratings yet
- K SpanDocument36 pagesK SpanMerve MerveNo ratings yet
- Y. S. Touloukian, J. Koolhaas Gerritsen, W. H. Shafer - Coatings, Systems, and Composites-Springer US (1973)Document262 pagesY. S. Touloukian, J. Koolhaas Gerritsen, W. H. Shafer - Coatings, Systems, and Composites-Springer US (1973)slovvlistNo ratings yet
- Thermostability of PVC and Related Chlorinated Polymers: Application Bulletin 205/2 eDocument3 pagesThermostability of PVC and Related Chlorinated Polymers: Application Bulletin 205/2 eAnas ImdadNo ratings yet
- MANUAL MEDICIÓN RODADO Custom Track Service HandbookDocument776 pagesMANUAL MEDICIÓN RODADO Custom Track Service HandbookAlejandro CortesNo ratings yet
- PH CT 500 Product SheetDocument1 pagePH CT 500 Product SheetJose Manuel MartinezNo ratings yet
- CatalogDocument482 pagesCatalogAnonymous 6EW2MsFbkNo ratings yet
- Datasheet SKHI 22A PDFDocument12 pagesDatasheet SKHI 22A PDFGlauber GoncalvesNo ratings yet
- Hauptkatalog 12-42kv GBDocument64 pagesHauptkatalog 12-42kv GBrabchabNo ratings yet
- Installation Instructions: Fireplace InsertsDocument28 pagesInstallation Instructions: Fireplace InsertssebkahnNo ratings yet
- Bs 7671 2001Document6 pagesBs 7671 2001jelenapopovic81100% (2)
- 1129011951BMCS4Document24 pages1129011951BMCS4DHEESHNA DILEEP 200545No ratings yet
- Fan Coil Unit: TCR TCRQ TFM TC TKM TFRDocument20 pagesFan Coil Unit: TCR TCRQ TFM TC TKM TFRydsNo ratings yet
- M.tech Ise (2021-23) - List of Topics For PresentationDocument2 pagesM.tech Ise (2021-23) - List of Topics For PresentationAmarnath Reddy RagipindiNo ratings yet
- Development of SandDocument53 pagesDevelopment of Sandwondifraw girmaNo ratings yet
- Tempstar N9MP1 InstallDocument70 pagesTempstar N9MP1 InstallTokyNo ratings yet
- Ul-062 Bulletin 02Document122 pagesUl-062 Bulletin 02jppreciadomNo ratings yet
- Install ManualDocument190 pagesInstall ManualMarios KaridisNo ratings yet
- Upvc Windows & Doors in Delhi NCRDocument3 pagesUpvc Windows & Doors in Delhi NCRdelight WindowsNo ratings yet
- Gu01 2009 Standard ReferenceDocument7 pagesGu01 2009 Standard ReferenceFrancis BoeyNo ratings yet