You might also like
- DesignDocument9 pagesDesignSboseNo ratings yet
- Brochure GATE2017Document62 pagesBrochure GATE2017mohitNo ratings yet
- Plot For Calibration of RotameterDocument2 pagesPlot For Calibration of RotameterSboseNo ratings yet
- HaldaneDocument1 pageHaldaneSboseNo ratings yet
- PipingDocument10 pagesPipingSboseNo ratings yet
- MTK Platform Layout and Partition SettingsDocument6 pagesMTK Platform Layout and Partition SettingsAbhishek SaxenaNo ratings yet
- Gas Movers and PumpsDocument23 pagesGas Movers and PumpsSbose100% (2)
- Laboratory Experiments Schedule and DetailsDocument1 pageLaboratory Experiments Schedule and DetailsSboseNo ratings yet
- MATLAB CodeDocument1 pageMATLAB CodeSboseNo ratings yet
- Problems and SolutionsDocument4 pagesProblems and SolutionsSboseNo ratings yet
- fm302 FluidisationDocument4 pagesfm302 FluidisationMohamadMostafaviNo ratings yet
- Bioreactor ModellingDocument2 pagesBioreactor ModellingSboseNo ratings yet
- Evaporation and Evaporators: Concentrating Solutions by Removing SolventDocument13 pagesEvaporation and Evaporators: Concentrating Solutions by Removing SolventSboseNo ratings yet
- PumpsDocument15 pagesPumpsSboseNo ratings yet
- Drawing1 ModelDocument1 pageDrawing1 ModelSboseNo ratings yet
- Mass Transfer and Mass Transfer Operations - Erden Alpay and Mustafa DemircioğuDocument292 pagesMass Transfer and Mass Transfer Operations - Erden Alpay and Mustafa DemircioğuSerkan92% (13)
- AnalysisDocument1 pageAnalysisSboseNo ratings yet
- Bio ReactorDocument2 pagesBio ReactorSboseNo ratings yet
- Gate Chemical EnggDocument8 pagesGate Chemical EnggSboseNo ratings yet
- PipingDocument10 pagesPipingSboseNo ratings yet
- Evaporation - 2Document15 pagesEvaporation - 2SboseNo ratings yet
- Basic Head Loss CalculationsDocument8 pagesBasic Head Loss CalculationseehhNo ratings yet
- NATURAL CONVECTION HEAT TRANSFER EXPLAINEDDocument25 pagesNATURAL CONVECTION HEAT TRANSFER EXPLAINEDSboseNo ratings yet
- Myth and RealityDocument156 pagesMyth and RealityhebhNo ratings yet
- Natural Convection Heat TransferDocument22 pagesNatural Convection Heat TransferSboseNo ratings yet
- Productiion of Phenol Formaldehyde Production of Acrylic FiberDocument5 pagesProductiion of Phenol Formaldehyde Production of Acrylic FiberSboseNo ratings yet
- RadiationDocument53 pagesRadiationSboseNo ratings yet
- Mathematical FormulationDocument6 pagesMathematical FormulationSboseNo ratings yet
- Gate CH 2011Document21 pagesGate CH 2011SboseNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hearing God Through Biblical Meditation - 1 PDFDocument20 pagesHearing God Through Biblical Meditation - 1 PDFAlexander PeñaNo ratings yet
- Soil Testing Lab Results SummaryDocument2 pagesSoil Testing Lab Results SummaryMd SohagNo ratings yet
- Component 2 Learner Statement Y2Document6 pagesComponent 2 Learner Statement Y2api-426152133No ratings yet
- DelhiDocument40 pagesDelhiRahul DharNo ratings yet
- Media LiteracyDocument33 pagesMedia LiteracyDo KyungsooNo ratings yet
- Clinnic Panel Penag 2014Document8 pagesClinnic Panel Penag 2014Cikgu Mohd NoorNo ratings yet
- Anticipate Problems Before They Emerge: White PaperDocument7 pagesAnticipate Problems Before They Emerge: White PaperYotsapol KantaratNo ratings yet
- Graphs & Charts SummariesDocument20 pagesGraphs & Charts SummariesMaj Ma Salvador-Bandiola100% (1)
- Introduction To The Philosophy of The Human Person Quarter I - Module 2Document26 pagesIntroduction To The Philosophy of The Human Person Quarter I - Module 2Katrina TulaliNo ratings yet
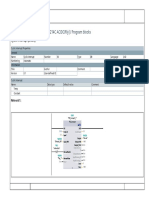
- Escalado / PLC - 1 (CPU 1214C AC/DC/Rly) / Program BlocksDocument2 pagesEscalado / PLC - 1 (CPU 1214C AC/DC/Rly) / Program BlocksSegundo Angel Vasquez HuamanNo ratings yet
- V60 Ventilator Specifications PDFDocument4 pagesV60 Ventilator Specifications PDFJonathan Issac Dominguez RamirezNo ratings yet
- Literature Revisited: Understanding Key Concepts and Applying Analytical SkillsDocument31 pagesLiterature Revisited: Understanding Key Concepts and Applying Analytical SkillsMuhammad Furqan Aslam Awan100% (2)
- Case Briefing and Case SynthesisDocument3 pagesCase Briefing and Case SynthesisKai RaguindinNo ratings yet
- Calibration GuideDocument8 pagesCalibration Guideallwin.c4512iNo ratings yet
- TR-Pharmacy Services NC IIIDocument135 pagesTR-Pharmacy Services NC IIIAljon Fortaleza Balanag100% (2)
- Berger Paints (India) Limited 21 QuarterUpdateDocument7 pagesBerger Paints (India) Limited 21 QuarterUpdatevikasaggarwal01No ratings yet
- Vsip - Info - Ga16de Ecu Pinout PDF FreeDocument4 pagesVsip - Info - Ga16de Ecu Pinout PDF FreeCameron VeldmanNo ratings yet
- HIS 101 Home Work 2Document10 pagesHIS 101 Home Work 2Nabil HussainNo ratings yet
- Types of Ego?Document2 pagesTypes of Ego?S.UdhayakumarNo ratings yet
- User Manual - Numrolgy SoftwareDocument14 pagesUser Manual - Numrolgy SoftwareComputershastriNoproblem0% (1)
- Karate Writing AssessmentDocument2 pagesKarate Writing AssessmentLeeann RandallNo ratings yet
- Explore Spanish Lesson Plan - AnimalsDocument8 pagesExplore Spanish Lesson Plan - Animalsapi-257582917No ratings yet
- Roxas Avenue, Isabela City, Basilan Province AY: 2018-2019: Claret College of IsabelaDocument2 pagesRoxas Avenue, Isabela City, Basilan Province AY: 2018-2019: Claret College of IsabelaJennilyn omnosNo ratings yet
- SID-2AF User Manual English V3.04Document39 pagesSID-2AF User Manual English V3.04om_zahidNo ratings yet
- Linear Programming Models: Graphical and Computer MethodsDocument91 pagesLinear Programming Models: Graphical and Computer MethodsFaith Reyna TanNo ratings yet
- Title Page Title: Carbamazepine Versus Levetiracetam in Epilepsy Due To Neurocysticercosis Authors: Akhil P SanthoshDocument16 pagesTitle Page Title: Carbamazepine Versus Levetiracetam in Epilepsy Due To Neurocysticercosis Authors: Akhil P SanthoshPrateek Kumar PandaNo ratings yet
- Mpce 24Document39 pagesMpce 24Sachin Mehla0% (1)
- Applied Physics Mini Launcher Lab ReportDocument12 pagesApplied Physics Mini Launcher Lab ReportTalharashid RamzanNo ratings yet
- 1F4 Catalog0808Document12 pages1F4 Catalog0808Edwin Ng0% (1)
- CP R77.30 ReleaseNotesDocument18 pagesCP R77.30 ReleaseNotesnenjamsNo ratings yet