You might also like
- Making Everyday Electronics Work: A Do-It-Yourself Guide: A Do-It-Yourself GuideFrom EverandMaking Everyday Electronics Work: A Do-It-Yourself Guide: A Do-It-Yourself GuideRating: 4 out of 5 stars4/5 (2)
- Automatic Transmission Mechanical and Hydraulic Systems Phase 2 PDFDocument318 pagesAutomatic Transmission Mechanical and Hydraulic Systems Phase 2 PDFashish gautam100% (3)
- JX Service ManualDocument632 pagesJX Service Manualpedro92% (37)
- Doosan HP450 Operator Manual PDFDocument108 pagesDoosan HP450 Operator Manual PDFLuis Panti EkNo ratings yet
- D6350000835Document59 pagesD6350000835IMEDHAMMOUDANo ratings yet
- API 617 - E8 PADocument5 pagesAPI 617 - E8 PADavidGomezNo ratings yet
- Technical Analysis from A to Z, 2nd EditionFrom EverandTechnical Analysis from A to Z, 2nd EditionRating: 4.5 out of 5 stars4.5/5 (19)
- CompTIA Linux+ Certification Study Guide (2009 Exam): Exam XK0-003From EverandCompTIA Linux+ Certification Study Guide (2009 Exam): Exam XK0-003No ratings yet
- Troubleshooting Switching Power Converters: A Hands-on GuideFrom EverandTroubleshooting Switching Power Converters: A Hands-on GuideRating: 5 out of 5 stars5/5 (2)
- Parts Manual Cummins C275D5Document114 pagesParts Manual Cummins C275D5ahmedalgalo100% (5)
- Directional Control Valves CatalogueDocument31 pagesDirectional Control Valves Cataloguegurivi201100% (1)
- Manual de Partes Cummins C170Document64 pagesManual de Partes Cummins C170Carlos Alberto Ramirez Parra100% (1)
- Piping Material SpecificationDocument69 pagesPiping Material SpecificationGautam Ghoshal50% (2)
- Ger 3620n Heavy Duty Gas Turbine Operationg Maintenance ConsiderationsDocument60 pagesGer 3620n Heavy Duty Gas Turbine Operationg Maintenance Considerationszomglolzscribd100% (3)
- Catalogo de Winch Fa5a PDFDocument60 pagesCatalogo de Winch Fa5a PDFingcalderonNo ratings yet
- Doosan HP750WCU-T4F Operation and Maintenance ManualDocument138 pagesDoosan HP750WCU-T4F Operation and Maintenance ManualGonzalo GalvezNo ratings yet
- MANDocument68 pagesMANAbrack Faride Obaid Menil100% (3)
- GER3620L Nov 3 09b RevDocument60 pagesGER3620L Nov 3 09b RevGTENG CPINo ratings yet
- C500D6 - Parts Manual - InglesDocument57 pagesC500D6 - Parts Manual - InglesJorge Contreras88% (8)
- SMS Model Paper Promining - inDocument72 pagesSMS Model Paper Promining - inHarsh SoniNo ratings yet
- OttawaMaintManual ENold PDFDocument205 pagesOttawaMaintManual ENold PDFTran VinhNo ratings yet
- Simple Sled For Perfect Segmented Bowls: InstructablesDocument24 pagesSimple Sled For Perfect Segmented Bowls: InstructablesJasmine VaaltynNo ratings yet
- LTX 70 80 Ltx-t08 en ManualDocument186 pagesLTX 70 80 Ltx-t08 en ManualmyunusanisNo ratings yet
- Nta855 C400 D6 PDFDocument110 pagesNta855 C400 D6 PDFIsmael Grünhäuser100% (4)
- Powerboater's Guide to Electrical Systems, Second EditionFrom EverandPowerboater's Guide to Electrical Systems, Second EditionRating: 5 out of 5 stars5/5 (1)
- Alaris GP Plus Infusion Pump Service ManualDocument80 pagesAlaris GP Plus Infusion Pump Service ManualPablo Tomas Laudadio100% (3)
- Turboexpanders: CompressorsDocument4 pagesTurboexpanders: Compressorsdhanu_aquaNo ratings yet
- DGIIDocument58 pagesDGIIAriel Oscar HuertaNo ratings yet
- Model Fa5 and Fa5T: Parts, Operation and Maintenance ManualDocument80 pagesModel Fa5 and Fa5T: Parts, Operation and Maintenance Manualalfredo_mtz_097100% (2)
- KPrime Brochure 2020 - v5Document12 pagesKPrime Brochure 2020 - v5red100% (1)
- Guomao GroupDocument15 pagesGuomao GroupArnaldo Macchi Millan100% (1)
- Ip060-45!20!02 Orifice Plate Assembly (Buyer's Scope)Document5 pagesIp060-45!20!02 Orifice Plate Assembly (Buyer's Scope)Rahul DevaNo ratings yet
- Terex AerialDocument64 pagesTerex AerialLuffy11No ratings yet
- M37-M45 Parts List 2004Document29 pagesM37-M45 Parts List 2004dario100% (4)
- GER3620L 1 Oct 19 2010 1Document60 pagesGER3620L 1 Oct 19 2010 1carlitos8022No ratings yet
- Siemens Mobilett Plus HP Maintenance InstructionsDocument62 pagesSiemens Mobilett Plus HP Maintenance Instructionsghosia electromedicalNo ratings yet
- Heavy-Duty Gas Turbine Operating and MaintenanceDocument60 pagesHeavy-Duty Gas Turbine Operating and MaintenanceAnte Bučević100% (1)
- GER3620L Nov 3 09b 1Document60 pagesGER3620L Nov 3 09b 1rafieeNo ratings yet
- Well Completion & Reservoir StimulationDocument14 pagesWell Completion & Reservoir StimulationPhước LêNo ratings yet
- Flywheel TordilloDocument17 pagesFlywheel Tordillotisha revillaNo ratings yet
- API Standard 520: Sizing, Selection, and Installation of Pressure-Relieving Devices, Part II-InstallationDocument4 pagesAPI Standard 520: Sizing, Selection, and Installation of Pressure-Relieving Devices, Part II-InstallationThế Sự PhạmNo ratings yet
- Talurit Splicing InstructionsDocument60 pagesTalurit Splicing InstructionsNeil WayneNo ratings yet
- Heavy Hex Structural Bolts - ASTM A325M: Metric Series - DimensionsDocument2 pagesHeavy Hex Structural Bolts - ASTM A325M: Metric Series - DimensionsSuresh BabuNo ratings yet
- Still GMBH Berzeliusstrasse 10 D-22113 Hamburg Ident No. 171673 ENDocument288 pagesStill GMBH Berzeliusstrasse 10 D-22113 Hamburg Ident No. 171673 ENApheeNo ratings yet
- Ervice AND Arts AnualDocument74 pagesErvice AND Arts AnualMelanie GerdesNo ratings yet
- Ariel JGM JGN JGP JGQ ManualDocument178 pagesAriel JGM JGN JGP JGQ ManualKilienNo ratings yet
- Product Comparison: Cat 330D L and 330C L Hydraulic ExcavatorsDocument32 pagesProduct Comparison: Cat 330D L and 330C L Hydraulic Excavatorssuwarjitechnic100% (1)
- CP 1230 1240 Safety Operating InstructionDocument264 pagesCP 1230 1240 Safety Operating InstructionAlejandro Correa BejaranoNo ratings yet
- Ariel JG JGA ManualDocument192 pagesAriel JG JGA ManualF81No ratings yet
- Old 200 Kva CPG Parts CatlugeDocument64 pagesOld 200 Kva CPG Parts CatlugeNikkikumar MaisuriyaNo ratings yet
- Pir3000 ManualDocument52 pagesPir3000 ManualPercy Valdera GuerreroNo ratings yet
- Ariel KBK KBT ManualDocument193 pagesAriel KBK KBT Manualariel.garayNo ratings yet
- Ariel JGE JGH JGK JGT Manual - 231029 - 233805Document203 pagesAriel JGE JGH JGK JGT Manual - 231029 - 233805Daniel LatorreNo ratings yet
- Drager Pir-3000-Ifu-9023974-EnDocument64 pagesDrager Pir-3000-Ifu-9023974-EnStephen AnoffNo ratings yet
- OK-H301 and H302 Manual Rev2 (July 2012)Document136 pagesOK-H301 and H302 Manual Rev2 (July 2012)pedro de jesus gonzalez garciaNo ratings yet
- Identification Record: Please Record The Following InformationDocument5 pagesIdentification Record: Please Record The Following InformationYurii ChinovNo ratings yet
- Operator's Manual: SE Series Slab ScissorsDocument52 pagesOperator's Manual: SE Series Slab ScissorsthuanNo ratings yet
- Manuale Drager PEX 3000 PDFDocument42 pagesManuale Drager PEX 3000 PDFMiraNo ratings yet
- Manual Um MRDocument36 pagesManual Um MRAngel Flores RojasNo ratings yet
- Service Manual: Service Manual Section Test Equipment and Connector RepairDocument71 pagesService Manual: Service Manual Section Test Equipment and Connector RepairEduardoCastilloNo ratings yet
- Qts ManualDocument57 pagesQts ManualCLARA CARMONANo ratings yet
- Pages From HM 27 Metering Systems Section 2 Guide To Gas Metering Systems Mar 2002Document9 pagesPages From HM 27 Metering Systems Section 2 Guide To Gas Metering Systems Mar 2002mounrNo ratings yet
- Captura de Pantalla 2023-02-17 A La(s) 3.52.11 P.M.Document122 pagesCaptura de Pantalla 2023-02-17 A La(s) 3.52.11 P.M.Diego MoralesNo ratings yet
- Flomax Catalog 2021 Hi ResDocument42 pagesFlomax Catalog 2021 Hi ResdobolanNo ratings yet
- HP750-E48 XP825-E47 WCU MAR12 CPN46559964 GB PDFDocument114 pagesHP750-E48 XP825-E47 WCU MAR12 CPN46559964 GB PDFrobert fitzpatrickNo ratings yet
- VacPump Ba150 3 enDocument34 pagesVacPump Ba150 3 enTommyCasillas-GerenaNo ratings yet
- Service Manual: T/Pump®Document36 pagesService Manual: T/Pump®agus setiawanNo ratings yet
- Operations Manual: Birthing BedDocument30 pagesOperations Manual: Birthing BedHassan MohammedNo ratings yet
- BA BAC5100yf EN 2013-11-01Document52 pagesBA BAC5100yf EN 2013-11-01Carlos PeñaNo ratings yet
- Safety and Operating Instructions: Hydraulic Breakers RX 2, 3, 4, 6, 8Document28 pagesSafety and Operating Instructions: Hydraulic Breakers RX 2, 3, 4, 6, 8juan gonzalez burgosNo ratings yet
- Pollution Prevention: Methodology, Technologies and PracticesFrom EverandPollution Prevention: Methodology, Technologies and PracticesNo ratings yet
- RCC-STRUCTURE DESIGN (Obj. Problems) PDFDocument22 pagesRCC-STRUCTURE DESIGN (Obj. Problems) PDFNirmalya SenNo ratings yet
- EquilibriumDocument22 pagesEquilibriumSuryansh VatsaaNo ratings yet
- Er 96 2 4 PDFDocument7 pagesEr 96 2 4 PDFCamilo Andres Cardozo FajardoNo ratings yet
- Egd 001Document8 pagesEgd 001Anonymous rYZyQQot55No ratings yet
- Mgard Overview Brochure June 2020 v1.5 EN QR Download Digital VersionDocument20 pagesMgard Overview Brochure June 2020 v1.5 EN QR Download Digital VersionRoger SazipaNo ratings yet
- Stuffing BoxDocument1 pageStuffing BoxrolandoNo ratings yet
- Vertigo 07173 1Document6 pagesVertigo 07173 1Julio torresNo ratings yet
- Flare StackDocument1 pageFlare Stackrahul84803No ratings yet
- APT001-DWG-ME-004 - Drawing Oil Storage Tank (T-101A-B) - 0 - IFBDocument2 pagesAPT001-DWG-ME-004 - Drawing Oil Storage Tank (T-101A-B) - 0 - IFBRoy RahadianNo ratings yet
- Shaper and Types of Shaper MachinesDocument6 pagesShaper and Types of Shaper MachinesGeraldNo ratings yet
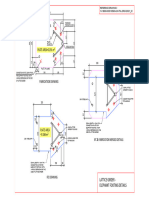
- Lattice Girder Elephant Footing-Sketch-02Document1 pageLattice Girder Elephant Footing-Sketch-02JohnNo ratings yet
- User Manual Eco100-4Document26 pagesUser Manual Eco100-4hireallbuyerNo ratings yet
- Reference Book PDFDocument6 pagesReference Book PDFbindhumadhavanNo ratings yet
- Case Study/ Survey:-Department: - Guided By: - Made By:-: Scotch Yoke MechanisumDocument10 pagesCase Study/ Survey:-Department: - Guided By: - Made By:-: Scotch Yoke Mechanisum28048 Pranav KarodpatiNo ratings yet