You might also like
- Special Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresDocument10 pagesSpecial Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresCarlos PadillaNo ratings yet
- Technical Data & Terms for Welding AlloysDocument32 pagesTechnical Data & Terms for Welding Alloysnarutothunderjet216No ratings yet
- C 18150Document2 pagesC 1815003sri03No ratings yet
- Steel Clasification and WeldabilityDocument32 pagesSteel Clasification and Weldabilitycentaury2013No ratings yet
- Cast-iron welding guide covers standardsDocument10 pagesCast-iron welding guide covers standardsclnNo ratings yet
- Description:: AWS A5.4 E308-16 JIS Z3221 ES308-16 EN 1600 E 19 9 R 1 2 Covered Electrodes For Stainless SteelDocument1 pageDescription:: AWS A5.4 E308-16 JIS Z3221 ES308-16 EN 1600 E 19 9 R 1 2 Covered Electrodes For Stainless Steel13421301508No ratings yet
- CI-500 Cast Iron Repair ElectrodeDocument1 pageCI-500 Cast Iron Repair ElectrodeLasandu WanniarachchiNo ratings yet
- Springwire Xinhua 2006Document10 pagesSpringwire Xinhua 2006teban09No ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- Welding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationDocument6 pagesWelding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationTaufikWibowoNo ratings yet
- 1.smaw All PDFDocument76 pages1.smaw All PDFkaviatchennaiNo ratings yet
- HILCO Stick Electrodes at A GlanceDocument6 pagesHILCO Stick Electrodes at A Glanceziaee950No ratings yet
- Analysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTDocument48 pagesAnalysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTRebecca KelleyNo ratings yet
- Electrode SsDocument29 pagesElectrode SsEbrahim Abdelhady ElmekaweyNo ratings yet
- Quality American Filler Metals ManufacturerDocument15 pagesQuality American Filler Metals ManufacturerbrunizzaNo ratings yet
- Welding Cast Iron GuideDocument10 pagesWelding Cast Iron GuideRoberto CordovaNo ratings yet
- Mild Steel Welding Electrodes: Salient FeaturesDocument16 pagesMild Steel Welding Electrodes: Salient FeaturesHandrea Hadi SaputraNo ratings yet
- Welding Electrodes Classification and Selection for Thermal Power PlantsDocument2 pagesWelding Electrodes Classification and Selection for Thermal Power Plantskiki270977No ratings yet
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- Atmospheric Corrosion Resisting SteelDocument10 pagesAtmospheric Corrosion Resisting SteelCarlos PadillaNo ratings yet
- Weld Metal Selector Guide: Effective March, 2000Document28 pagesWeld Metal Selector Guide: Effective March, 2000saghirhassan61No ratings yet
- Select Arc Catalogue Part 1Document10 pagesSelect Arc Catalogue Part 1lionheartedNo ratings yet
- Welding of Ferritic Cryogenic SteelsDocument2 pagesWelding of Ferritic Cryogenic SteelsMuhammed SulfeekNo ratings yet
- Recom. de Soldadura XARDocument4 pagesRecom. de Soldadura XARelias667No ratings yet
- How To Weld Fully Austenitic Stainless SteelsDocument20 pagesHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezNo ratings yet
- MSM Marketing SDN BHD: MIG Welding Electrodes !Document3 pagesMSM Marketing SDN BHD: MIG Welding Electrodes !namasralNo ratings yet
- Catalog ElectrDocument140 pagesCatalog ElectrMocanu Stefan ArtemonNo ratings yet
- Welding Technology Steelconstr - EngDocument32 pagesWelding Technology Steelconstr - EngLukman Tarigan SumatraNo ratings yet
- 65 45 12 Ductile IronDocument2 pages65 45 12 Ductile IronD_D_76100% (1)
- SAF Welding Cutting GuideDocument165 pagesSAF Welding Cutting GuideSelvem0% (1)
- Cast Iron Welding AlloysDocument4 pagesCast Iron Welding AlloysKhin Aung ShweNo ratings yet
- Welding GuideDocument48 pagesWelding Guideedu_canete100% (2)
- Special Metals - Product CatalogDocument65 pagesSpecial Metals - Product Catalogilham_metallurgy6744No ratings yet
- Elettrodo Per Alluminio e Sue Leghe AWS A5.3 - E4043 (Selectarc - Eurosald Mod. AL105)Document1 pageElettrodo Per Alluminio e Sue Leghe AWS A5.3 - E4043 (Selectarc - Eurosald Mod. AL105)Eraldo MigliavaccaNo ratings yet
- Types of Electric WeldingDocument7 pagesTypes of Electric WeldingSUKhanNo ratings yet
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohNo ratings yet
- Fontargen Sales ProgramDocument20 pagesFontargen Sales ProgramCarlos Nombela PalaciosNo ratings yet
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- AluminumPresentationIEEE (CompatibilityMode)Document31 pagesAluminumPresentationIEEE (CompatibilityMode)A. HassanNo ratings yet
- Aluminium Alloys: Weldability of Materials: Alloy Designation Chemical Designation Classificatio N Filler ApplicationDocument7 pagesAluminium Alloys: Weldability of Materials: Alloy Designation Chemical Designation Classificatio N Filler ApplicationMuhammad WaseemNo ratings yet
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- 22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESDocument7 pages22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESNguyen Anh TuanNo ratings yet
- Met 05 Nonferrous WeldingDocument16 pagesMet 05 Nonferrous WeldingRaghu vamshiNo ratings yet
- Metallic-Coated Steel Marcelled Tension Wire For Use With Chain Link FenceDocument3 pagesMetallic-Coated Steel Marcelled Tension Wire For Use With Chain Link FenceJosé Ramón GutierrezNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
- Microscopy With Light and ElectronsDocument36 pagesMicroscopy With Light and ElectronsCORE Materials100% (1)
- ERNI-1 Cast Iron ElectrodeDocument1 pageERNI-1 Cast Iron ElectrodeKhin Aung ShweNo ratings yet
- Focus On Proper Weld Size When Developing WPS Parameter Ranges - Fabricating and MetalworkingDocument4 pagesFocus On Proper Weld Size When Developing WPS Parameter Ranges - Fabricating and MetalworkingKhin Aung ShweNo ratings yet
- Effect of Heat Input To Weld Residual StressDocument4 pagesEffect of Heat Input To Weld Residual StressSurya DharmaNo ratings yet
- Austenitic Ductile Iron For Low Temperature ApplicationDocument6 pagesAustenitic Ductile Iron For Low Temperature ApplicationKhin Aung ShweNo ratings yet
- Experimental Investigation On Weld Ability of Cast IronDocument5 pagesExperimental Investigation On Weld Ability of Cast IronKhin Aung ShweNo ratings yet
- Fracture and Crack Propagation in WeldmentsDocument66 pagesFracture and Crack Propagation in WeldmentsKhin Aung ShweNo ratings yet
- JK Stereo1Document26 pagesJK Stereo1Yongliang LiuNo ratings yet
- Theweldignofaluminiumcastingsoctober2011 111210001526 Phpapp02Document68 pagesTheweldignofaluminiumcastingsoctober2011 111210001526 Phpapp02Khin Aung ShweNo ratings yet
- Manual de Servicio Olympus SZ-IIIDocument18 pagesManual de Servicio Olympus SZ-IIIcarlosibaNo ratings yet
- Safety of Machinery - Principles of Risk AssessmentDocument27 pagesSafety of Machinery - Principles of Risk AssessmentKhin Aung ShweNo ratings yet
- Lab Exericise 3 For MicroscopeDocument9 pagesLab Exericise 3 For MicroscopeKhin Aung ShweNo ratings yet
- Investigation of The Cause of Reinforcing Steel Fracture Induced by Alkali-Silica Reaction and Study On MaintenanceDocument10 pagesInvestigation of The Cause of Reinforcing Steel Fracture Induced by Alkali-Silica Reaction and Study On MaintenanceKhin Aung ShweNo ratings yet
- Cast Iron Welding AlloysDocument4 pagesCast Iron Welding AlloysKhin Aung ShweNo ratings yet
- Mo SteelDocument0 pagesMo SteelSamsi B HanifNo ratings yet
- DryerDocument80 pagesDryerAaron Paulo Bernardo100% (2)
- Material Grade Comparison Chart PDFDocument1 pageMaterial Grade Comparison Chart PDFHelen Kate Saccuan100% (1)
- Lampiran PQR 003Document3 pagesLampiran PQR 003Khin Aung ShweNo ratings yet
- အမ်ားသံုး ျမန္မာ-အဂၤလိပ္-ပါဠိ အဘိဓါန္ PDFDocument1,080 pagesအမ်ားသံုး ျမန္မာ-အဂၤလိပ္-ပါဠိ အဘိဓါန္ PDFKo Lin96% (45)
- Boiler Furnace TheoryDocument8 pagesBoiler Furnace TheoryArun YogaNo ratings yet
- Welding of Nonferrous Metal and Their AlloysDocument62 pagesWelding of Nonferrous Metal and Their AlloysKhin Aung ShweNo ratings yet
- Brazil: "PLANTAR" Project: Sustainable Fuelwood and Charcoal Production and Substitution of Coke in Pig Iron ProductionDocument33 pagesBrazil: "PLANTAR" Project: Sustainable Fuelwood and Charcoal Production and Substitution of Coke in Pig Iron ProductionKhin Aung ShweNo ratings yet
- Fundamentals of Metal CastingDocument14 pagesFundamentals of Metal CastingKhin Aung ShweNo ratings yet
- Braze Cast Iron - Videos, Tips and ProceduresDocument5 pagesBraze Cast Iron - Videos, Tips and ProceduresKhin Aung ShweNo ratings yet
- Casting Material WCBDocument8 pagesCasting Material WCBYusri WyeuserieyNo ratings yet
- Effect of Pouring Temperature and Stirring Speed OnDocument6 pagesEffect of Pouring Temperature and Stirring Speed OnInternational Journal of Research in Engineering and TechnologyNo ratings yet
- The Crucible Arthur Miller Play AllegoryDocument11 pagesThe Crucible Arthur Miller Play AllegoryKhin Aung Shwe100% (1)
- FINAL EDIT - Jurnal Bang Wahyu16 - TEKNOSIA FT UNIBDocument14 pagesFINAL EDIT - Jurnal Bang Wahyu16 - TEKNOSIA FT UNIBLeonardo EmyusNo ratings yet
- Dictionar Tehnic General / General Technical Dictionary: Romana/RomanianDocument62 pagesDictionar Tehnic General / General Technical Dictionary: Romana/RomanianAma81100% (17)
- Biology Mind Map PDFDocument16 pagesBiology Mind Map PDFAditya PrakashNo ratings yet
- Chapter - Ii Principles of PhotocatalysisDocument10 pagesChapter - Ii Principles of PhotocatalysisAbbas aliNo ratings yet
- Ilovepdf Merged RemovedDocument19 pagesIlovepdf Merged RemovedNeet AspirantNo ratings yet
- Nickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification ForDocument6 pagesNickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification Forsharon blushteinNo ratings yet
- Silk Data SheetDocument2 pagesSilk Data SheetJoey DunnNo ratings yet
- Handbook of Biopolymers Advances and Multifaceted Applications (Ahmed, Shakeel Kanchi, Suvardhan Kumar Etc.)Document323 pagesHandbook of Biopolymers Advances and Multifaceted Applications (Ahmed, Shakeel Kanchi, Suvardhan Kumar Etc.)Tecuitlatl100% (3)
- Datasheet For Carbon Steel A333 Grade 6Document10 pagesDatasheet For Carbon Steel A333 Grade 6Aneesh JoseNo ratings yet
- Clothing WasteDocument20 pagesClothing WasteVjan Christia RazonNo ratings yet
- Use of SBEDS For Blast Resistant Design in Accordance With UFC 3 340 02Document38 pagesUse of SBEDS For Blast Resistant Design in Accordance With UFC 3 340 02wokeoooNo ratings yet
- Cryogenic Transfer Line ChilldownDocument10 pagesCryogenic Transfer Line ChilldownIgnacio ChaparroNo ratings yet
- The Use of Nano-Materials For The Conservation of Historic ArchitectureDocument25 pagesThe Use of Nano-Materials For The Conservation of Historic ArchitecturelovnishNo ratings yet
- Design For Production of PropyleneDocument168 pagesDesign For Production of PropyleneEmiliano Rohwein100% (1)
- Xyron™ Grades and Properties XYRON™Document5 pagesXyron™ Grades and Properties XYRON™Radhakrishnan RajanNo ratings yet
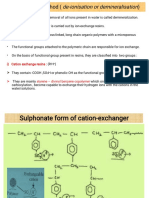
- Ion Exchange ProcessDocument10 pagesIon Exchange Process056 Jatin GavelNo ratings yet
- Interzinc 22 Application Guidelines UkDocument10 pagesInterzinc 22 Application Guidelines Ukapde06No ratings yet
- Allen: Final Jee-Main Examination - February, 2021Document7 pagesAllen: Final Jee-Main Examination - February, 2021Anu GraphicsNo ratings yet
- KP200Document4 pagesKP200DrGanesh Kame100% (1)
- SymbolDocument48 pagesSymbolmomoitachiNo ratings yet
- Water ChemDocument11 pagesWater ChemAnjali KumbharNo ratings yet
- Thermodynamically Stabilized B-Cspbi - Based Perovskite Solar Cells With Efficiencies 18%Document6 pagesThermodynamically Stabilized B-Cspbi - Based Perovskite Solar Cells With Efficiencies 18%HalfAton BaiNo ratings yet
- EBSD OxfordDocument13 pagesEBSD OxfordBruna CallegariNo ratings yet
- Theory - of - Indicators OswalDocument3 pagesTheory - of - Indicators OswalHitansh KotadiyaNo ratings yet
- Journal of Molecular Liquids: Chandrabhan Verma, Eno E. Ebenso, Indra Bahadur, M.A. QuraishiDocument14 pagesJournal of Molecular Liquids: Chandrabhan Verma, Eno E. Ebenso, Indra Bahadur, M.A. QuraishiterNo ratings yet
- Discharge Plasma and Ion - Surface InteractionsDocument50 pagesDischarge Plasma and Ion - Surface InteractionsIriantoNo ratings yet
- Yttria Stabilized Zirconia Ceramic Safety SheetDocument6 pagesYttria Stabilized Zirconia Ceramic Safety SheetAli Ali AsjariNo ratings yet
- Boedeker Plastics - Anti-Static and Conductive PlasticsDocument7 pagesBoedeker Plastics - Anti-Static and Conductive PlasticsVladimir MilasinovicNo ratings yet
- Fiche Tech - Freyssibar HSA en - v02Document2 pagesFiche Tech - Freyssibar HSA en - v02Triệu Duy AnhNo ratings yet
- Popping Magnesium RibbonDocument2 pagesPopping Magnesium RibbonChristian ConolNo ratings yet