You might also like
- FactsheetDocument11 pagesFactsheetWill TohallinoNo ratings yet
- Tocopherol (Vitamin E) in Health and Disease: by VerisDocument35 pagesTocopherol (Vitamin E) in Health and Disease: by VerisWill TohallinoNo ratings yet
- Food Sources of Vitamin EDocument3 pagesFood Sources of Vitamin EWill TohallinoNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Food Sources of Vitamin CDocument4 pagesFood Sources of Vitamin CWill TohallinoNo ratings yet
- Role of Vitamin K2 in Osteoporosis and Heart HealthDocument6 pagesRole of Vitamin K2 in Osteoporosis and Heart HealthWill TohallinoNo ratings yet
- Vitamin EDocument15 pagesVitamin EWill TohallinoNo ratings yet
- Vitamin K Review 2008Document18 pagesVitamin K Review 2008Will TohallinoNo ratings yet
- VITAMINEDocument17 pagesVITAMINEWill TohallinoNo ratings yet
- Diagnóstico y Tratamiento de La Deficiencia de Vit DDocument9 pagesDiagnóstico y Tratamiento de La Deficiencia de Vit DNicolás Cubillos OrellanaNo ratings yet
- Orig 1 S 039 LBLDocument5 pagesOrig 1 S 039 LBLWill TohallinoNo ratings yet
- Monotonic Functions and The First Derivative TestDocument45 pagesMonotonic Functions and The First Derivative TestWill TohallinoNo ratings yet
- OLS05 Zaitcev PDFDocument6 pagesOLS05 Zaitcev PDFWill TohallinoNo ratings yet
- Vitamin-K, Clinical EffectsDocument8 pagesVitamin-K, Clinical EffectsWill TohallinoNo ratings yet
- Bischoff-Ferrari Et Al - JBMR - 2012Document10 pagesBischoff-Ferrari Et Al - JBMR - 2012Will TohallinoNo ratings yet
- Food Sources of Vitamin EDocument3 pagesFood Sources of Vitamin EWill TohallinoNo ratings yet
- Vitamin C Benefits and Food SourcesDocument10 pagesVitamin C Benefits and Food SourcesWill TohallinoNo ratings yet
- D3 Lit PDFDocument2 pagesD3 Lit PDFWill TohallinoNo ratings yet
- Vitamin K ContentDocument5 pagesVitamin K ContentWill TohallinoNo ratings yet
- Como Crear Un Live CDDocument6 pagesComo Crear Un Live CDWill TohallinoNo ratings yet
- Useful USB Gadgets On LinuxDocument35 pagesUseful USB Gadgets On Linuxwanna_acNo ratings yet
- Menaquinones and Human Health PDFDocument12 pagesMenaquinones and Human Health PDFWill TohallinoNo ratings yet
- 13 ChatDocument4 pages13 ChatWill TohallinoNo ratings yet
- 284 PDFDocument10 pages284 PDFWill TohallinoNo ratings yet
- VitE PDFDocument2 pagesVitE PDFWill TohallinoNo ratings yet
- 643 FullDocument8 pages643 FullWill TohallinoNo ratings yet
- 13 Chat PDFDocument10 pages13 Chat PDFWill TohallinoNo ratings yet
- The Discovery of Vitamin K, Its Biological Functions and Therapeutical ApplicationDocument17 pagesThe Discovery of Vitamin K, Its Biological Functions and Therapeutical ApplicationWill TohallinoNo ratings yet
- Molecules 15 02103Document11 pagesMolecules 15 02103Will TohallinoNo ratings yet
- Food Sources of Vitamin DDocument3 pagesFood Sources of Vitamin DWill TohallinoNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Cathodic Protection - Yamit KumarDocument16 pagesCathodic Protection - Yamit KumarShivam JhaNo ratings yet
- Cathelco: C-Shield IccpDocument75 pagesCathelco: C-Shield IccpJuan Carlos ZavalaNo ratings yet
- BE 5 UnitDocument23 pagesBE 5 Unit08sunnyjaganNo ratings yet
- Deuterium PDFDocument8 pagesDeuterium PDFRICHIHOTS2No ratings yet
- Milk Vending MachineDocument21 pagesMilk Vending MachineKunal Ahirrao50% (2)
- 1mechanical Experiment Semiconductor Diode Biasing PracticalDocument17 pages1mechanical Experiment Semiconductor Diode Biasing PracticalJeferson RosalesNo ratings yet
- Electrolysis Method Prepares Hypophosphorous AcidDocument5 pagesElectrolysis Method Prepares Hypophosphorous AcidsenthilNo ratings yet
- Cathodic protection corrosion controlDocument15 pagesCathodic protection corrosion controlmiraNo ratings yet
- Anode CatalogueDocument161 pagesAnode CataloguePrabuNo ratings yet
- Fabrication of High Quality One Material AnodeDocument118 pagesFabrication of High Quality One Material Anodegsaucedoz2857No ratings yet
- Kinetics and Evans DiagramDocument2 pagesKinetics and Evans DiagramMatthew BallardNo ratings yet
- 02 ElectrochemistryDocument14 pages02 ElectrochemistryTangent ChauhanNo ratings yet
- Introduction To Fuel CellsDocument16 pagesIntroduction To Fuel CellsJess9girlNo ratings yet
- 3-1 Introduction and PN JunctionDocument16 pages3-1 Introduction and PN JunctionEric JaegerNo ratings yet
- Chemistry Revision Notes For O LevelDocument28 pagesChemistry Revision Notes For O LevelshinNo ratings yet
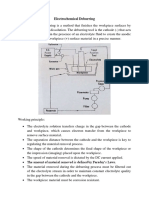
- Electrochemical DeburringDocument3 pagesElectrochemical DeburringAnonymous dL8dsCncNo ratings yet
- ElectrolysisDocument14 pagesElectrolysisZelNo ratings yet
- Corrosion in the Petroleum IndustryDocument12 pagesCorrosion in the Petroleum IndustryAnurag Borah0% (1)
- Codes - DNV RP-B401 - Cathodic Protection DesignDocument46 pagesCodes - DNV RP-B401 - Cathodic Protection DesignSetiadi Margono100% (2)
- 1979-Oloman-Trickle Bed Electrochemical ReactorsDocument8 pages1979-Oloman-Trickle Bed Electrochemical ReactorsJuan David RomeroNo ratings yet
- MaintenanceInformation OptiMaxDocument20 pagesMaintenanceInformation OptiMaxcombaheeNo ratings yet
- Walt Pyle - Solar Hydrogen ChroniclesDocument273 pagesWalt Pyle - Solar Hydrogen ChroniclesBelabaNo ratings yet
- Chemical Effects of Electric Current - Class 8 - Notes - PANTOMATHDocument9 pagesChemical Effects of Electric Current - Class 8 - Notes - PANTOMATHsourav9823No ratings yet
- 1 L 1 Atomic StructureDocument38 pages1 L 1 Atomic StructureBikash KumarNo ratings yet
- B.Tech First Year: Course Name: Engineering ChemistryDocument29 pagesB.Tech First Year: Course Name: Engineering ChemistryHemant Singh JadounNo ratings yet
- Corrosion Mechanisms and EffectsDocument58 pagesCorrosion Mechanisms and EffectsChriaAkaleziNo ratings yet
- TWI Tuition Notes for 3.1U Course (DIS 1Document382 pagesTWI Tuition Notes for 3.1U Course (DIS 1Brandon Erickson100% (2)
- Test Diode with DMM or AMMDocument5 pagesTest Diode with DMM or AMMDivagar PNo ratings yet
- Notes On ElectrolysisDocument2 pagesNotes On ElectrolysisAnonymous FS4fOiNo ratings yet
- Module 6 (Materials & Hardware) SubModule 6.4 (Corrosion)Document30 pagesModule 6 (Materials & Hardware) SubModule 6.4 (Corrosion)Interogator5No ratings yet