You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Efficient Strength Training by Matt BrzyckiDocument5 pagesEfficient Strength Training by Matt Brzyckigregorio919100% (2)
- Production of Pure Platinum and Palladium From DoreDocument4 pagesProduction of Pure Platinum and Palladium From DoreLựuLiềuLìNo ratings yet
- Rexnord® High Performance Bucket Elevators PDFDocument12 pagesRexnord® High Performance Bucket Elevators PDFJavier Alejandro Rodriguez MelgozaNo ratings yet
- Final - Phosphate Fertilizer PlantsDocument20 pagesFinal - Phosphate Fertilizer PlantsJavier Alejandro Rodriguez MelgozaNo ratings yet
- AOne Per Bus How To Sta ASma BusDocument43 pagesAOne Per Bus How To Sta ASma BusJavier Alejandro Rodriguez MelgozaNo ratings yet
- 6 Vol. 4, Issue 1, January 2013, IJPSR, RE 806, Paper 6Document13 pages6 Vol. 4, Issue 1, January 2013, IJPSR, RE 806, Paper 6Isma Yanti100% (1)
- RCE Brochure 05 - 15Document10 pagesRCE Brochure 05 - 15Javier Alejandro Rodriguez MelgozaNo ratings yet
- A Rheological Study of Ammonium Phosphate SlurriesDocument23 pagesA Rheological Study of Ammonium Phosphate SlurriesJavier Alejandro Rodriguez MelgozaNo ratings yet
- Material SpecificationsDocument5 pagesMaterial SpecificationsJavier Alejandro Rodriguez MelgozaNo ratings yet
- Outcome Effects of Single-Set Versus Multiple-Set TrainingDocument20 pagesOutcome Effects of Single-Set Versus Multiple-Set Trainingdavesta100% (1)
- Spiral Nozzle Pigtail BETE - TF-imperialDocument2 pagesSpiral Nozzle Pigtail BETE - TF-imperialBasil OguakaNo ratings yet
- Material Chemistry and Microstructure Stainless Steel PDFDocument3 pagesMaterial Chemistry and Microstructure Stainless Steel PDFJavier Alejandro Rodriguez MelgozaNo ratings yet
- Centrifugal Pumps: Aiche Equipment Testing ProcedureDocument6 pagesCentrifugal Pumps: Aiche Equipment Testing ProcedureJavier Alejandro Rodriguez MelgozaNo ratings yet
- Material Chemistry and Microstructure Stainless Steel PDFDocument3 pagesMaterial Chemistry and Microstructure Stainless Steel PDFJavier Alejandro Rodriguez MelgozaNo ratings yet
- Us 4619684Document10 pagesUs 4619684Javier Alejandro Rodriguez MelgozaNo ratings yet
- Datasheet How To Weld 2205 Hpsa Imperial Outokumpu en AmericasDocument7 pagesDatasheet How To Weld 2205 Hpsa Imperial Outokumpu en AmericasJavier Alejandro Rodriguez MelgozaNo ratings yet
- Ashland Derakane Chemical Resistance Compatibility ChartDocument24 pagesAshland Derakane Chemical Resistance Compatibility ChartJavier Alejandro Rodriguez MelgozaNo ratings yet
- CEP Article - Litzen and BravoDocument8 pagesCEP Article - Litzen and BravoA MNo ratings yet
- 086EAHPPPGM Listado de PartesDocument1 page086EAHPPPGM Listado de PartesJavier Alejandro Rodriguez Melgoza100% (1)
- Bodyweight Circuits Sheet1Document22 pagesBodyweight Circuits Sheet1Javier Alejandro Rodriguez MelgozaNo ratings yet
- Heat Exchanger FoulingDocument9 pagesHeat Exchanger FoulingJavier Alejandro Rodriguez MelgozaNo ratings yet
- Past Present and Future of The Duplex Stainless SteelsDocument10 pagesPast Present and Future of The Duplex Stainless SteelsbayumahardikaNo ratings yet
- Portable Heavy Duty Horiz Screening Plant FeedDocument8 pagesPortable Heavy Duty Horiz Screening Plant FeedJavier Alejandro Rodriguez MelgozaNo ratings yet
- NMDTM PhosphoricAcidDocument10 pagesNMDTM PhosphoricAcidacas35No ratings yet
- Reliability DistributionDocument16 pagesReliability DistributionJavier Alejandro Rodriguez MelgozaNo ratings yet
- Phillips Dietary Protein AthletesDocument8 pagesPhillips Dietary Protein AthletesJavier Alejandro Rodriguez MelgozaNo ratings yet
- Prac Rel Tools Refn ChemPltDocument9 pagesPrac Rel Tools Refn ChemPltJavier Alejandro Rodriguez MelgozaNo ratings yet
- Rouge: The Intrinsic Phenomenon in 316L Stainless Steel - A Key Material For Biopharmaceutical FacilitiesDocument8 pagesRouge: The Intrinsic Phenomenon in 316L Stainless Steel - A Key Material For Biopharmaceutical FacilitiesJavier Alejandro Rodriguez MelgozaNo ratings yet
- Rep BrochureDocument4 pagesRep BrochureqbangkaNo ratings yet
- Brain Sciences: Exercise Strengthens Central Nervous System Modulation of Pain in FibromyalgiaDocument13 pagesBrain Sciences: Exercise Strengthens Central Nervous System Modulation of Pain in FibromyalgiaJavier Alejandro Rodriguez MelgozaNo ratings yet
- Q2 Science 9 Module 2 1editedDocument20 pagesQ2 Science 9 Module 2 1editedSamantha BecieraNo ratings yet
- Applied Sciences: Gold Nanoparticles For Drug Delivery and Cancer TherapyDocument21 pagesApplied Sciences: Gold Nanoparticles For Drug Delivery and Cancer TherapyGénesis OsorioNo ratings yet
- Biological Recovery of Metals From Electronic Waste Polluted Environment Using MicroorganismsDocument33 pagesBiological Recovery of Metals From Electronic Waste Polluted Environment Using MicroorganismsRohan BachhavNo ratings yet
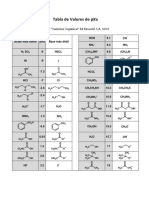
- Tabla de Valores de Pka: S. Ege "Química Orgánica" Ed Reverté S.A. 1997Document7 pagesTabla de Valores de Pka: S. Ege "Química Orgánica" Ed Reverté S.A. 1997loaca95No ratings yet
- Review On Calcium-And Magnesium-Based Silicates For Bone Tissue Engineering ApplicationsDocument17 pagesReview On Calcium-And Magnesium-Based Silicates For Bone Tissue Engineering ApplicationsWeihao CaiNo ratings yet
- Sustainability 14 08783 v2Document27 pagesSustainability 14 08783 v2Shaker QaidiNo ratings yet
- Biochem Pre-Lab 3bDocument2 pagesBiochem Pre-Lab 3bOla Anna GamutinNo ratings yet
- D BlockDocument17 pagesD Block145556No ratings yet
- 4 - CHAPTER With NumericalsDocument356 pages4 - CHAPTER With NumericalsSindhuja PachikaNo ratings yet
- TRANSISIDocument61 pagesTRANSISIAlanNo ratings yet
- Stoichiometry WorksheetDocument4 pagesStoichiometry WorksheetLily PanNo ratings yet
- Actividades PlantasDocument3 pagesActividades PlantasMARIA ISABEL SANCHEZ PIEDRAS100% (2)
- Stainless Steel PlateDocument19 pagesStainless Steel PlateHarsh AdvaniNo ratings yet
- CBSE NCERT Solutions For Class 9 Science Chapter 3: Back of Chapter QuestionsDocument9 pagesCBSE NCERT Solutions For Class 9 Science Chapter 3: Back of Chapter QuestionsNarayanamurthy AmirapuNo ratings yet
- Technology of Making Tablets: Murat KizaibekDocument79 pagesTechnology of Making Tablets: Murat KizaibekSangram KendreNo ratings yet
- RXN of Sulphuric Acid With SaltsDocument16 pagesRXN of Sulphuric Acid With SaltsSteve ClowesNo ratings yet
- Read These Instructions FirstDocument7 pagesRead These Instructions FirstSalman Ul MoazzamNo ratings yet
- PLATINGDocument1 pagePLATINGdineshNo ratings yet
- Project FileDocument18 pagesProject FileAdarsh SrivastavaNo ratings yet
- GlycolysisDocument21 pagesGlycolysisAli AlqumaNo ratings yet
- Incineration of Fluoropolymers PDFDocument65 pagesIncineration of Fluoropolymers PDFsubbarao1967No ratings yet
- Section 8.5 Enzymes Can Be Inhibited by Specific MoleculesDocument8 pagesSection 8.5 Enzymes Can Be Inhibited by Specific MoleculesMohamed FaizalNo ratings yet
- Glenhill School Manduadih, Varanasi: Chemistry Project FileDocument15 pagesGlenhill School Manduadih, Varanasi: Chemistry Project FileashishNo ratings yet
- Tissue Engineered Scaffold Fabrication Methods For Medical ApplicationsDocument26 pagesTissue Engineered Scaffold Fabrication Methods For Medical ApplicationsSarah FathiNo ratings yet
- PD Ca (ClO) 2Document3 pagesPD Ca (ClO) 2Michelle MendozaNo ratings yet
- Fermentation and Distillation of Corn StarchDocument9 pagesFermentation and Distillation of Corn StarchI. Murali Krishna100% (1)
- Nanofiltration and Ultrafiltration Ceramic Membranes For Food Processing A Mini Review 2155 9589 1000140 PDFDocument13 pagesNanofiltration and Ultrafiltration Ceramic Membranes For Food Processing A Mini Review 2155 9589 1000140 PDFGaneshNo ratings yet
- Formula Writing and Naming of CompoundsDocument24 pagesFormula Writing and Naming of CompoundsKentCastro100% (2)
- Geology of Titanium-Mineral Deposit Force1991Document113 pagesGeology of Titanium-Mineral Deposit Force1991Nicouux MagnetiteNo ratings yet