You might also like
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Boiler Control Systems Engineering, Second EditionFrom EverandBoiler Control Systems Engineering, Second EditionRating: 4.5 out of 5 stars4.5/5 (15)
- Boiler-Tuning Basics, Part II PDFDocument12 pagesBoiler-Tuning Basics, Part II PDFIain NeillNo ratings yet
- 3 SGC VacuumDocument9 pages3 SGC VacuumSamNo ratings yet
- Boiler Operating CourseDocument74 pagesBoiler Operating Courseknx175No ratings yet
- InterlocksDocument26 pagesInterlocksFelipe SandovalNo ratings yet
- 01 FSSS Basic Concept and STDDocument24 pages01 FSSS Basic Concept and STDgaurav tiwariNo ratings yet
- Superctrical BoilerDocument43 pagesSuperctrical Boilerak_thimiri100% (1)
- Control & Automation For Super Critical UnitsDocument46 pagesControl & Automation For Super Critical Unitsbsiva9No ratings yet
- Boiler Learning ModuleDocument158 pagesBoiler Learning ModuleMallinatha PNNo ratings yet
- LP by Pass System: May 24, 2012 PMI Revision 00 1Document40 pagesLP by Pass System: May 24, 2012 PMI Revision 00 1Sam100% (2)
- Why Efficiency in Thermal Power Plant Is LowDocument1 pageWhy Efficiency in Thermal Power Plant Is LowNallathambiNo ratings yet
- Extraction Condensing Steam TurbineDocument3 pagesExtraction Condensing Steam TurbineNaeemSiddiquiNo ratings yet
- Analysis of Feed WaterDocument9 pagesAnalysis of Feed Watersanju0156No ratings yet
- Turbine Performance MonitoringDocument35 pagesTurbine Performance MonitoringNaval Gupta100% (2)
- Heat and Mass Balance Index: S.N. Topics Page NosDocument50 pagesHeat and Mass Balance Index: S.N. Topics Page NosRavi Satyapal100% (1)
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerNavneet SinghNo ratings yet
- Cold-Start Up of Coal Fired PowerplantsDocument6 pagesCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirNo ratings yet
- Turbine & Aux CommsgDocument84 pagesTurbine & Aux CommsgSam100% (1)
- Turbine Prestartup ChecklistDocument4 pagesTurbine Prestartup ChecklistSCE SOLAPURNo ratings yet
- Boiler InterlockDocument25 pagesBoiler InterlockapsNo ratings yet
- تشغيل محطة بخارية مهم ورائع PDFDocument157 pagesتشغيل محطة بخارية مهم ورائع PDFelsayed100% (1)
- Condensate Cycle SystemDocument26 pagesCondensate Cycle SystemBhumit Sagathiya100% (2)
- 330mw DEHDocument22 pages330mw DEHkeerthi dayarathnaNo ratings yet
- Super Critical Power PLANTSDocument33 pagesSuper Critical Power PLANTSSankar Achary100% (1)
- Boiler TuningDocument44 pagesBoiler Tuningjohan budiNo ratings yet
- 0704 MCS System Logic Design Instruction PDFDocument28 pages0704 MCS System Logic Design Instruction PDFrahul100% (1)
- HP/LP Bypass Automation: Function DescriptionDocument14 pagesHP/LP Bypass Automation: Function DescriptionMohit GohilNo ratings yet
- Boiler-Tuning Basics, Part IDocument13 pagesBoiler-Tuning Basics, Part IIain NeillNo ratings yet
- Boiler EfficiencyDocument24 pagesBoiler EfficiencyAmit ChauhanNo ratings yet
- Turbine Start UpDocument15 pagesTurbine Start UprobiansahNo ratings yet
- COal Fired Plants FlexibilityDocument32 pagesCOal Fired Plants FlexibilityVeerabhadra Rao KorimilliNo ratings yet
- HP-Bypass and LP BypassDocument3 pagesHP-Bypass and LP Bypassdinesh7136100% (1)
- Boiler Operation On DcsDocument4 pagesBoiler Operation On Dcsarif100% (2)
- Steam TurbinesDocument45 pagesSteam TurbinesHaseeb Bokhari100% (1)
- Suspension (PC) Combustion: Chungen YinDocument47 pagesSuspension (PC) Combustion: Chungen YinAakash RanjanNo ratings yet
- C&I Part of SCDocument28 pagesC&I Part of SCSam100% (1)
- Furnace Presure ControllerDocument46 pagesFurnace Presure ControllerAnu Pillai0% (1)
- Sootblowing OptimizationDocument9 pagesSootblowing OptimizationvnchromeNo ratings yet
- Air Heater PerformanceDocument20 pagesAir Heater PerformanceSam100% (1)
- 200 MWDocument36 pages200 MWphilocloudNo ratings yet
- SuperCritical Boiler 1Document45 pagesSuperCritical Boiler 1swatantar17100% (1)
- Boiler InterlocksDocument54 pagesBoiler InterlocksAhemadNo ratings yet
- Turbine Operational ProblemsDocument35 pagesTurbine Operational Problemsna2011100% (1)
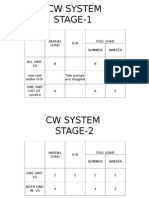
- Partial Load O/H Full Load Summer WinterDocument19 pagesPartial Load O/H Full Load Summer WinterNitin SinghNo ratings yet
- Gek 107061Document10 pagesGek 107061Anup MitraNo ratings yet
- Best 60 Power Plant Information Booster Points - AskpowerplantDocument17 pagesBest 60 Power Plant Information Booster Points - AskpowerplantRaju MaityNo ratings yet
- Rafako CFBC Boiler PDFDocument13 pagesRafako CFBC Boiler PDFadehriya100% (1)
- Unit Shut Down ProcedureDocument41 pagesUnit Shut Down ProcedurePuspaanjaliNo ratings yet
- HP LP Bypass System: Ravi Pal SinghDocument36 pagesHP LP Bypass System: Ravi Pal SinghMinh Hoang NguyenNo ratings yet
- Presented By: Souvanik Chakravorty S Anil Kumar Tatithuri G SrikantDocument30 pagesPresented By: Souvanik Chakravorty S Anil Kumar Tatithuri G Srikants anil kumar tatithuriNo ratings yet
- 4 SGC Oil SupplyDocument11 pages4 SGC Oil SupplySamNo ratings yet
- Boiler Feed Pump SavingDocument28 pagesBoiler Feed Pump SavingDramebaaz SandeepNo ratings yet
- Boiler OverviewDocument35 pagesBoiler Overviewshashank dasNo ratings yet
- TTD PerformanceDocument5 pagesTTD PerformanceSriraja RajapNo ratings yet
- Boiler NotesDocument34 pagesBoiler NotesRakesh Singh BhadoriyaNo ratings yet
- Thermal Power Plant: Pre-Operational ActivitiesFrom EverandThermal Power Plant: Pre-Operational ActivitiesRating: 4 out of 5 stars4/5 (4)
- Engineering Bulletin No 1: Boiler and Furnace TestingFrom EverandEngineering Bulletin No 1: Boiler and Furnace TestingRating: 4.5 out of 5 stars4.5/5 (2)
- Migne. Patrologiae Cursus Completus: Series Latina. 1800. Volume 51.Document516 pagesMigne. Patrologiae Cursus Completus: Series Latina. 1800. Volume 51.Patrologia Latina, Graeca et OrientalisNo ratings yet
- WinCC Control CenterDocument300 pagesWinCC Control Centerwww.otomasyonegitimi.comNo ratings yet
- Bajaj CNSDocument3 pagesBajaj CNSAbhijit PaikarayNo ratings yet
- Nuclear Power Engineering (MEE 2027) : Fall Semester (2020-2021)Document13 pagesNuclear Power Engineering (MEE 2027) : Fall Semester (2020-2021)AllNo ratings yet
- Redirection & PipingDocument16 pagesRedirection & PipingPraveen PatelNo ratings yet
- HU - Century Station - PAL517PDocument232 pagesHU - Century Station - PAL517PTony Monaghan100% (3)
- NHM Thane Recruitment 2022 For 280 PostsDocument9 pagesNHM Thane Recruitment 2022 For 280 PostsDr.kailas Gaikwad , MO UPHC Turbhe NMMCNo ratings yet
- CL RouterAndSwitches AE Kn1of3 AnswerDocument19 pagesCL RouterAndSwitches AE Kn1of3 Answereugene ngNo ratings yet
- Liquid Chlorine SdsDocument7 pagesLiquid Chlorine SdsIPKL RS BHAYANGKARA KEDIRINo ratings yet
- Business Statistic Handout Bba - Sem 2Document7 pagesBusiness Statistic Handout Bba - Sem 2hanirveshNo ratings yet
- ArcGIS Shapefile Files Types & ExtensionsDocument4 pagesArcGIS Shapefile Files Types & ExtensionsdanangNo ratings yet
- Planning EngineerDocument1 pagePlanning EngineerChijioke ObiNo ratings yet
- The Grass Rink Summer Final 2019Document9 pagesThe Grass Rink Summer Final 2019api-241553699No ratings yet
- Business CombinationsDocument18 pagesBusiness Combinationszubair afzalNo ratings yet
- Bài Tập Từ Loại Ta10Document52 pagesBài Tập Từ Loại Ta10Trinh TrầnNo ratings yet
- Use of Travelling Waves Principle in Protection Systems and Related AutomationsDocument52 pagesUse of Travelling Waves Principle in Protection Systems and Related AutomationsUtopia BogdanNo ratings yet
- Power System Planning and OperationDocument2 pagesPower System Planning and OperationDrGopikrishna Pasam100% (4)
- Kidney Stone Diet 508Document8 pagesKidney Stone Diet 508aprilNo ratings yet
- Geometry and IntuitionDocument9 pagesGeometry and IntuitionHollyNo ratings yet
- Lesson Plan SustainabilityDocument5 pagesLesson Plan Sustainabilityapi-501066857No ratings yet
- Settlement Report - 14feb17Document10 pagesSettlement Report - 14feb17Abdul SalamNo ratings yet
- Dialog InggrisDocument4 pagesDialog Inggrisبايو سيتياوانNo ratings yet
- Asuhan Keperawatan Pada Klien Dengan Proses Penyembuhan Luka. Pengkajian Diagnosa Perencanaan Implementasi EvaluasiDocument43 pagesAsuhan Keperawatan Pada Klien Dengan Proses Penyembuhan Luka. Pengkajian Diagnosa Perencanaan Implementasi EvaluasiCak FirmanNo ratings yet
- Bluestar Annual Report 2021-22Document302 pagesBluestar Annual Report 2021-22Kunal PohaniNo ratings yet
- En 50124 1 2001Document62 pagesEn 50124 1 2001Vivek Kumar BhandariNo ratings yet
- Schneider Contactors DatasheetDocument130 pagesSchneider Contactors DatasheetVishal JainNo ratings yet
- The BetterPhoto Guide To Creative Digital Photography by Jim Miotke and Kerry Drager - ExcerptDocument19 pagesThe BetterPhoto Guide To Creative Digital Photography by Jim Miotke and Kerry Drager - ExcerptCrown Publishing GroupNo ratings yet
- Teks Drama Malin KundangDocument8 pagesTeks Drama Malin KundangUhuy ManiaNo ratings yet
- IFR CalculationDocument15 pagesIFR CalculationSachin5586No ratings yet
- P. E. and Health ReportDocument20 pagesP. E. and Health ReportLESSLY ABRENCILLONo ratings yet