You might also like
- Coconut (Cocos Nucifera) Oil: Ali OsmanDocument13 pagesCoconut (Cocos Nucifera) Oil: Ali Osmankiran shettyNo ratings yet
- Lean Manufacturing Systems (LMS) : AssignmentDocument8 pagesLean Manufacturing Systems (LMS) : AssignmentBen GeorgeNo ratings yet
- Oil Extraction Processes: Screw Pressing, Solvent Extraction & Extruding-ExpellingDocument6 pagesOil Extraction Processes: Screw Pressing, Solvent Extraction & Extruding-ExpellingNahid Akhter KathaNo ratings yet
- Coconut Oil - WikipediaDocument11 pagesCoconut Oil - WikipediaYusuf Aliyu UNo ratings yet
- 08 Monoglyceride eDocument14 pages08 Monoglyceride eAlf FloNo ratings yet
- Coconut Oil Extraction Methods and Quality TestsDocument6 pagesCoconut Oil Extraction Methods and Quality TestsCha CanceranNo ratings yet
- Monoglyceride-Short Path DistillationDocument14 pagesMonoglyceride-Short Path DistillationsdrtfgNo ratings yet
- XX Virgin Coconut Oil Emerging Functional Food OilDocument7 pagesXX Virgin Coconut Oil Emerging Functional Food OilTeguh Shaleh TahirNo ratings yet
- SOLVENT EXTRACTION OF EDIBLE OILSDocument5 pagesSOLVENT EXTRACTION OF EDIBLE OILSBartwell TazvingaNo ratings yet
- The Student Work Experience Programme (SWEP) For 2019/2020 SessionDocument31 pagesThe Student Work Experience Programme (SWEP) For 2019/2020 SessionModesola Shoroye100% (1)
- Enzymatic Technology To Improve Oil EXTRACTION FROM Caryocar Brasiliense Camb (Pequi) PulpDocument7 pagesEnzymatic Technology To Improve Oil EXTRACTION FROM Caryocar Brasiliense Camb (Pequi) PulpelokwaziirohNo ratings yet
- Vegetable Oils and Fats: Extraction, Composition and ApplicationsDocument37 pagesVegetable Oils and Fats: Extraction, Composition and ApplicationsBianca AndreeaNo ratings yet
- Extraction of Oil From Oil Cake by Soxhlet ExtractorDocument20 pagesExtraction of Oil From Oil Cake by Soxhlet ExtractorShehabul Hasan MamunNo ratings yet
- Improved Rapeseed Oil Extraction Yield and Quality Via ColdDocument9 pagesImproved Rapeseed Oil Extraction Yield and Quality Via Coldkadma13No ratings yet
- Oil palm processing yields 4-5 tonnes oil/haDocument27 pagesOil palm processing yields 4-5 tonnes oil/haParveen Parveen0% (1)
- Extraction of Oil From Oil Cake by Soxhlet ExtractorDocument11 pagesExtraction of Oil From Oil Cake by Soxhlet Extractormahbub1332No ratings yet
- Bio Energy Presentation of Bio FuelDocument31 pagesBio Energy Presentation of Bio FuelDeep GreyNo ratings yet
- Production of Biodiesel from Avocado Seed OilDocument6 pagesProduction of Biodiesel from Avocado Seed OilKhairi Maulida AzhariNo ratings yet
- Presiones Aceite Rosa MosquetaDocument4 pagesPresiones Aceite Rosa MosquetamomomalvadoNo ratings yet
- Palm Oil ProcessingDocument19 pagesPalm Oil ProcessingAngelyna RuthNo ratings yet
- Report On Edible Oil Extraction EditDocument12 pagesReport On Edible Oil Extraction EditVIPratik KOLINo ratings yet
- Manuscript Avocado OilDocument10 pagesManuscript Avocado OilArsy HFNo ratings yet
- Palm OilDocument39 pagesPalm OildaabgchiNo ratings yet
- Manufacturing and Industrial Process With Plant VisitDocument6 pagesManufacturing and Industrial Process With Plant VisitMark Andrew CabaleNo ratings yet
- Lec1 Unit1Document28 pagesLec1 Unit1ghoshna jyotiNo ratings yet
- Margarine ManufactureDocument5 pagesMargarine ManufactureNur Ain Ismail100% (3)
- BiodieselDocument42 pagesBiodieselFachrurrozi IyunkNo ratings yet
- Linseed Oil: A Concise ReviewDocument8 pagesLinseed Oil: A Concise Reviewravi kolakaluriNo ratings yet
- WCECS2012 pp782-787Document6 pagesWCECS2012 pp782-787Rabindranath Hendy TagoreNo ratings yet
- Pcal Tutorial 03Document2 pagesPcal Tutorial 03prasoon jhaNo ratings yet
- Kirunda Wycliffe PPDocument20 pagesKirunda Wycliffe PPFREDRICK MUSAWONo ratings yet
- Higly Efective Extraction of Oil From Soybean by Pretreatment of Solid-State Fermentation With FungiDocument3 pagesHigly Efective Extraction of Oil From Soybean by Pretreatment of Solid-State Fermentation With FungiDevi TrianaNo ratings yet
- Process simulation shows glycerol production from corn oilDocument5 pagesProcess simulation shows glycerol production from corn oilBagus Dina AkadahNo ratings yet
- Extraction of Avocado Peel Oil Using A Soxhlet Extractor and Investigation of Its Physicochemical PropertiesDocument17 pagesExtraction of Avocado Peel Oil Using A Soxhlet Extractor and Investigation of Its Physicochemical PropertiesNaHuynJungNo ratings yet
- Edible Oil Processing - Alkali RefiningDocument8 pagesEdible Oil Processing - Alkali RefiningKard SamndNo ratings yet
- Transesterification For The Preparation of Biodies PDFDocument6 pagesTransesterification For The Preparation of Biodies PDFmelvin ekboteNo ratings yet
- SeminarDocument14 pagesSeminarAnkit UrkudeNo ratings yet
- Palm Oil Manufacturing and Effluent TreatmentDocument13 pagesPalm Oil Manufacturing and Effluent Treatmentnp27031990100% (1)
- Omega-3 Fish Oil Plant Process SelectionDocument19 pagesOmega-3 Fish Oil Plant Process SelectionRenanto Pandu WirawanNo ratings yet
- In Situ 1Document6 pagesIn Situ 1ShameerSamsuriNo ratings yet
- Optimisation of Key Process Parameters For Solvent Extraction of Oil From Colocynthis Vulgaris Shrad Seeds Using Response Surface MethodologyDocument18 pagesOptimisation of Key Process Parameters For Solvent Extraction of Oil From Colocynthis Vulgaris Shrad Seeds Using Response Surface MethodologyCharles OrakwueNo ratings yet
- Analysis of Total FatDocument19 pagesAnalysis of Total FatSerenityNo ratings yet
- Oil Technology: Bertrand MatthäusDocument71 pagesOil Technology: Bertrand MatthäusDennis LamNo ratings yet
- Separating Oil from Aqueous Fractions of Soybean Using Enzyme-Assisted ExtractionDocument8 pagesSeparating Oil from Aqueous Fractions of Soybean Using Enzyme-Assisted ExtractionNia AmaliaNo ratings yet
- Batch 11Document49 pagesBatch 11Thiruvengadam SNo ratings yet
- Palm Oil Manufacturing Process for Soaps and MargarineDocument11 pagesPalm Oil Manufacturing Process for Soaps and Margarinenurul syamimieNo ratings yet
- Calcined Cement Clinker Catalyzed Methanolysis of Waste Avacado Fruit Oil and Its Engine Emission AnalysisDocument8 pagesCalcined Cement Clinker Catalyzed Methanolysis of Waste Avacado Fruit Oil and Its Engine Emission AnalysisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Dickey Et Al 2011 Etanoli ZeinDocument10 pagesDickey Et Al 2011 Etanoli ZeinHamidatun FtpNo ratings yet
- Extraction of Vegetable Oils From Ground Seeds by Percolation TechniquesDocument10 pagesExtraction of Vegetable Oils From Ground Seeds by Percolation TechniquesDaily Lifestyle SecretsNo ratings yet
- Passion Fruit Seed Oil As Alternative Feedstock For Biodiesel Production Via TransesterificationDocument4 pagesPassion Fruit Seed Oil As Alternative Feedstock For Biodiesel Production Via TransesterificationSEP-PublisherNo ratings yet
- Proses Pengolahan Minyak Kelapa Sawit Menjadi CPODocument7 pagesProses Pengolahan Minyak Kelapa Sawit Menjadi CPOBrilyanNo ratings yet
- Small Scale EnterprisesDocument12 pagesSmall Scale EnterprisesanupamishraNo ratings yet
- A Report On Oil Extraction Process in Local Industry: Sainik Awasiya Mahavidhyala BhaktpurDocument18 pagesA Report On Oil Extraction Process in Local Industry: Sainik Awasiya Mahavidhyala Bhaktpurpokhrelkiran369No ratings yet
- COCONUT OIL: Harness the Healing Powers of Coconut Oil for Optimal Wellness (2023 Guide for Beginners)From EverandCOCONUT OIL: Harness the Healing Powers of Coconut Oil for Optimal Wellness (2023 Guide for Beginners)No ratings yet
- Trait-Modified Oils in FoodsFrom EverandTrait-Modified Oils in FoodsFrank T. OrthoeferNo ratings yet
- Single Cell Oils: Microbial and Algal OilsFrom EverandSingle Cell Oils: Microbial and Algal OilsZvi CohenNo ratings yet
- The Chemistry of Oils and Fats: Sources, Composition, Properties and UsesFrom EverandThe Chemistry of Oils and Fats: Sources, Composition, Properties and UsesNo ratings yet
- R2011 - RCRFS - Tan - Canola Proteins For Human ConsumptionDocument13 pagesR2011 - RCRFS - Tan - Canola Proteins For Human ConsumptionNaye VillalónNo ratings yet
- My ClippingsDocument221 pagesMy ClippingsYidaki ValenzuelaNo ratings yet
- Artikel AgrobaseDocument2 pagesArtikel AgrobaseAndryan FauzanNo ratings yet
- Zelalem GirmawDocument117 pagesZelalem Girmawmast0387No ratings yet
- Comparative Growth Performance of Pechay Group 3Document5 pagesComparative Growth Performance of Pechay Group 3stychei kimNo ratings yet
- Feedstocks For BiofuelsDocument26 pagesFeedstocks For Biofuelsdiksha surekaNo ratings yet
- Solvent Extraction Plant Process Flow Diagram: Pre-CleaningDocument1 pageSolvent Extraction Plant Process Flow Diagram: Pre-Cleaningsan dipNo ratings yet
- Fortified Refined Rapeseed OilDocument5 pagesFortified Refined Rapeseed Oilkadma13No ratings yet
- Mustard Seed ProfileDocument15 pagesMustard Seed Profilejaldikar@gmail.comNo ratings yet
- Presentation - KSOILSDocument73 pagesPresentation - KSOILSGirdhar AdhikariNo ratings yet
- Genetic Engineering of CanolaDocument10 pagesGenetic Engineering of CanolaMahathir Mohmed100% (2)
- Off-Farm Employment and Technical EfficiencyDocument7 pagesOff-Farm Employment and Technical EfficiencyZerihun SisayNo ratings yet
- Pocket Book Agri Statistics 2021 Final Web FileDocument457 pagesPocket Book Agri Statistics 2021 Final Web FilenandarulsNo ratings yet
- Oil and Fat Technology Lectures IDocument27 pagesOil and Fat Technology Lectures Iaulger100% (4)
- Manufacturing Compounded Fish Feeds in BangladeshDocument33 pagesManufacturing Compounded Fish Feeds in BangladeshjoynulNo ratings yet
- Importance of oilseed crops in Indian economy and constraints in productionDocument164 pagesImportance of oilseed crops in Indian economy and constraints in productionNihar YeluriNo ratings yet
- MelakuDocument187 pagesMelakutyby77No ratings yet
- Book OilCropsDocument557 pagesBook OilCropsRenato Bottini100% (1)
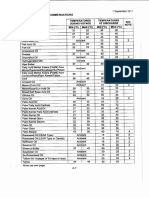
- FOSFA heating recommendationsDocument1 pageFOSFA heating recommendationsAoc Sidomulyo100% (1)
- Effect of Sulphur Levels and Date of Sowing On Growth, Yield and Quality of Hybrid Mustard (Brassica Juncea L.)Document10 pagesEffect of Sulphur Levels and Date of Sowing On Growth, Yield and Quality of Hybrid Mustard (Brassica Juncea L.)Dr. Satish Singh BaghelNo ratings yet
- Performance of Rapeseed and Mustard (Brassica SP.) Varieties or Lines in North-East Region (Sylhet) of BangladeshDocument6 pagesPerformance of Rapeseed and Mustard (Brassica SP.) Varieties or Lines in North-East Region (Sylhet) of BangladeshHellraiser demonNo ratings yet
- HRM Research PaperDocument20 pagesHRM Research PaperJames Monsanto100% (1)
- Latest Publications 1Document251 pagesLatest Publications 1Gene GriffithNo ratings yet
- Acknowledgement: Letter of TransmittalDocument11 pagesAcknowledgement: Letter of TransmittalPatrice ScottNo ratings yet
- Cooking OilDocument302 pagesCooking OilMikahil Mutiu Mutespa100% (1)
- 10 11648 J Ijae 20220705 14Document5 pages10 11648 J Ijae 20220705 14Hussen AbdulmenanNo ratings yet
- Efektivitas Kitosan Cangkang Keong Mas Mengendalikan Penyakit Virus pada CabaiDocument10 pagesEfektivitas Kitosan Cangkang Keong Mas Mengendalikan Penyakit Virus pada CabaiAgatha PriscillaNo ratings yet
- 472 - Fusilade MaxDocument10 pages472 - Fusilade MaxPramod PeethambaranNo ratings yet
- Handbook of Bioenergy CropsDocument545 pagesHandbook of Bioenergy CropsDamjan Vucurovic100% (1)
- Rapseed and MustardDocument18 pagesRapseed and MustardMANDIRA PRADHANNo ratings yet