You might also like
- Ball Mill OptimizationDocument82 pagesBall Mill OptimizationRashek_119588% (16)
- Cement Kilns PDFDocument321 pagesCement Kilns PDFVisnu Sankar100% (1)
- KILN TechnicalDocument37 pagesKILN TechnicalVisnu SankarNo ratings yet
- Superior Performance Through Innovative Technology - VEGA IndustriesDocument72 pagesSuperior Performance Through Innovative Technology - VEGA IndustriesNael50% (2)
- Industrial and Process Furnaces: Principles, Design and OperationFrom EverandIndustrial and Process Furnaces: Principles, Design and OperationRating: 4.5 out of 5 stars4.5/5 (3)
- Handbook of Crushing PennsylvaniaDocument43 pagesHandbook of Crushing PennsylvaniaAngel Chavez100% (1)
- When RC Columns Become RC Structural WallsDocument11 pagesWhen RC Columns Become RC Structural Wallssumankanthnelluri7No ratings yet
- Kiln Emergency YSDocument50 pagesKiln Emergency YSShadi Al Habbal100% (3)
- Phillips Kiln Tires ServicesDocument53 pagesPhillips Kiln Tires ServicesNael100% (14)
- LubricationDocument123 pagesLubricationNael75% (4)
- Cement Chemistry Handbook - FullerDocument62 pagesCement Chemistry Handbook - FullerNael91% (34)
- Refractory Lining Installation Guide-RHIDocument40 pagesRefractory Lining Installation Guide-RHINael100% (10)
- Rotary KilnDocument7 pagesRotary KilnhangarrodNo ratings yet
- Formulas KilnDocument53 pagesFormulas KilnNael93% (14)
- Raw Material BurnabilityDocument12 pagesRaw Material Burnabilitym_verma21No ratings yet
- Kiln Inlet Section Casting Procedure (LAFARGE)Document8 pagesKiln Inlet Section Casting Procedure (LAFARGE)Nael100% (3)
- Clinker FormationDocument120 pagesClinker FormationDragos PlaesuNo ratings yet
- Rotary Kiln Handbook NEWDocument40 pagesRotary Kiln Handbook NEWweiningwuNo ratings yet
- Chain KilnsDocument287 pagesChain KilnsNael100% (1)
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
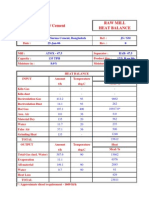
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Kiln Preheater Fan CoatingDocument6 pagesKiln Preheater Fan CoatingVijay Bhan100% (1)
- Cement Rotary Kiln Questions & AnswersDocument37 pagesCement Rotary Kiln Questions & AnswersNael95% (19)
- Cement Rotary Kiln Questions & AnswersDocument37 pagesCement Rotary Kiln Questions & AnswersNael95% (19)
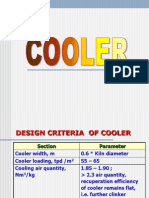
- CoolerDocument19 pagesCoolertricky777100% (1)
- Kiln vt10 EnglishDocument153 pagesKiln vt10 EnglishRadu RusNo ratings yet
- Brick Lining Installation-Golden RulesDocument34 pagesBrick Lining Installation-Golden RulesNael100% (11)
- How To Measure False Air PDFDocument3 pagesHow To Measure False Air PDFharyantoaditNo ratings yet
- How To Measure False AirDocument3 pagesHow To Measure False AirTamer Fathy100% (3)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- Rotary Kiln - Refractory Lining InstallationDocument41 pagesRotary Kiln - Refractory Lining InstallationNael94% (16)
- Bricks Calculator v.2Document1 pageBricks Calculator v.2Nael100% (4)
- Clinker CoolersDocument74 pagesClinker Coolersemad sabri80% (5)
- Unitherm MAS-SW Gas Burner Staff-Training (Compatibility Mode)Document42 pagesUnitherm MAS-SW Gas Burner Staff-Training (Compatibility Mode)Nael88% (8)
- Mod 9-Clinker CoolersDocument492 pagesMod 9-Clinker Coolerslovjnx100% (6)
- Rueddenklau Snowman PreventionDocument102 pagesRueddenklau Snowman PreventionIonela Dorobantu100% (2)
- Design of A Rotary Kiln For The ReductionDocument16 pagesDesign of A Rotary Kiln For The ReductionMadhav Krishna M100% (2)
- Kilns Khaled PDFDocument16 pagesKilns Khaled PDFbulentbulut100% (1)
- How To Control Kiln Shell CorrosionDocument72 pagesHow To Control Kiln Shell CorrosionNael100% (5)
- Clinker CoolerDocument22 pagesClinker CoolerNael100% (9)
- PSA Technology-More Than A Hydrogen Purifier: TOBIAS KELLER and GOUTAM SHAHANI, Linde EngineeringDocument2 pagesPSA Technology-More Than A Hydrogen Purifier: TOBIAS KELLER and GOUTAM SHAHANI, Linde EngineeringChem.EnggNo ratings yet
- Combinations To Form A RingDocument1 pageCombinations To Form A RingNael100% (4)
- IMO - PowerpointDocument16 pagesIMO - PowerpointMahen Fernando100% (3)
- Kiln Heat-Up, Optimun Kiln OperationDocument42 pagesKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- Alternative Fuels and RefractoriesDocument43 pagesAlternative Fuels and RefractoriesMehmet CNo ratings yet
- Kiln Burning SystemDocument12 pagesKiln Burning SystemMuhammadShoaib100% (1)
- V4 Process Technology 2Document724 pagesV4 Process Technology 2RRHH100% (4)
- EAU 2022 - Prostate CancerDocument229 pagesEAU 2022 - Prostate Cancerpablo penguinNo ratings yet
- Refractory BricksDocument19 pagesRefractory BricksNael100% (3)
- KilnLine OperationDocument32 pagesKilnLine Operationbreakthrough198889% (9)
- Cement Industry Process Technology - Holderbank Course (1of 3)Document457 pagesCement Industry Process Technology - Holderbank Course (1of 3)Nael78% (9)
- Critical Review of Planetary Coolers TechnologyDocument10 pagesCritical Review of Planetary Coolers TechnologyLucio PereiraNo ratings yet
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDocument26 pagesClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedNo ratings yet
- Burners Czaplinski 2006Document87 pagesBurners Czaplinski 2006Raghav Sharma100% (1)
- Rotary Inclinometer Product DescriptionDocument8 pagesRotary Inclinometer Product DescriptionfetniNo ratings yet
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (14)
- Kiln Burning Systems: Raw Mill From Storage Feed RateDocument43 pagesKiln Burning Systems: Raw Mill From Storage Feed RateMuhammad Kureshi100% (1)
- Numerical Prediction of Cyclone Pressure DropDocument5 pagesNumerical Prediction of Cyclone Pressure DropNael100% (1)
- Preheat ProcessDocument42 pagesPreheat Processtricky77780% (10)
- Flame and Combustion Forcement Kilns KPK PDFDocument62 pagesFlame and Combustion Forcement Kilns KPK PDFPradeep KumarNo ratings yet
- Red RiverDocument16 pagesRed RiverNael100% (1)
- The Effects of Oxygen Enrichment On ClinkerDocument9 pagesThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Course 3 - Clinker Production: 3.2 FiringDocument26 pagesCourse 3 - Clinker Production: 3.2 FiringAndreea Ștefura100% (2)
- 2009.01. Training FansDocument71 pages2009.01. Training Fansbulentbulut100% (7)
- Raw Meal Suspension in CalcinerDocument48 pagesRaw Meal Suspension in CalcineremadsabriNo ratings yet
- Combustion and Mass Transfer: A Textbook with Multiple-Choice Exercises for Engineering StudentsFrom EverandCombustion and Mass Transfer: A Textbook with Multiple-Choice Exercises for Engineering StudentsRating: 3 out of 5 stars3/5 (1)
- Cement Kiln Operation Hand BookDocument12 pagesCement Kiln Operation Hand BookAmit Pandey100% (2)
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationFrom EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiNo ratings yet
- Kiln and Cooler - Control and Optimisation: by DrycnaiduDocument59 pagesKiln and Cooler - Control and Optimisation: by Drycnaidutricky777100% (12)
- Calculations in Furnace Technology: Division of Materials Science and TechnologyFrom EverandCalculations in Furnace Technology: Division of Materials Science and TechnologyRating: 3 out of 5 stars3/5 (2)
- Refractories in Cement ManufacturingDocument24 pagesRefractories in Cement ManufacturingNael91% (23)
- Preheater Calciner SystemsDocument8 pagesPreheater Calciner SystemsPaknubkNo ratings yet
- Clinker Kiln TheoryDocument37 pagesClinker Kiln TheoryMehmet C100% (1)
- Kiln Heat BalanceDocument17 pagesKiln Heat BalancegvrrNo ratings yet
- Burners - ACMCDocument19 pagesBurners - ACMCMuhammad ZaghloulNo ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Rotatory Kiln DesignDocument11 pagesRotatory Kiln DesignMiguel Calabozo AlvaroNo ratings yet
- Rotary Kiln Zones PDFDocument1 pageRotary Kiln Zones PDFclauNo ratings yet
- Petroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncDocument11 pagesPetroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncTruong Giang Vo100% (1)
- Safeguards Against Hazards Section 2Document11 pagesSafeguards Against Hazards Section 2NaelNo ratings yet
- Summary of Raw Grinding System PDFDocument1 pageSummary of Raw Grinding System PDFNaelNo ratings yet
- You Must Know This ManDocument4 pagesYou Must Know This ManNaelNo ratings yet
- Women in The Quran & BibleDocument3 pagesWomen in The Quran & BibleNaelNo ratings yet
- CAPL Cement GlossaryDocument15 pagesCAPL Cement GlossaryrefeiiNo ratings yet
- Cardox-Blockage Removal SystemDocument5 pagesCardox-Blockage Removal SystemNaelNo ratings yet
- Simulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesDocument8 pagesSimulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesNael100% (1)
- Material and Energy Balance in Industrial PlantDocument26 pagesMaterial and Energy Balance in Industrial Plantconan45No ratings yet
- Combustion Process With Def.Document11 pagesCombustion Process With Def.Suresh VaddeNo ratings yet
- Process and Inter-Process Systems For All Industries.: Cleaning Validation: An Overall PerspectiveDocument7 pagesProcess and Inter-Process Systems For All Industries.: Cleaning Validation: An Overall PerspectiveDesarrollo de Colecciones IVIC-BMRNo ratings yet
- CRM Short QuizDocument1 pageCRM Short QuizDaria Par-HughesNo ratings yet
- Amended Formal ComplaintDocument87 pagesAmended Formal ComplaintWXYZ-TV Channel 7 DetroitNo ratings yet
- CIVPRO - Case Compilation No. 2Document95 pagesCIVPRO - Case Compilation No. 2Darla GreyNo ratings yet
- Case Study 1Document2 pagesCase Study 1asad ee100% (1)
- Computation of Total Income: Zenit - A KDK Software Software ProductDocument2 pagesComputation of Total Income: Zenit - A KDK Software Software ProductKartik RajputNo ratings yet
- Conext Battery Monitor Quick Start Guide 975 0690-03-01 Rev B SPA1Document2 pagesConext Battery Monitor Quick Start Guide 975 0690-03-01 Rev B SPA1xray123zzzNo ratings yet
- The Lafayette Driller: President's Message By: Lindsay LongmanDocument7 pagesThe Lafayette Driller: President's Message By: Lindsay LongmanLoganBohannonNo ratings yet
- The World Wide WebDocument22 pagesThe World Wide WebSa JeesNo ratings yet
- Best of SEO#1 SEO Training & Content Marketing Course 2022Document2 pagesBest of SEO#1 SEO Training & Content Marketing Course 2022Oscar MascarenoNo ratings yet
- Tween 80 CoADocument1 pageTween 80 CoATấn Huy HồNo ratings yet
- L11 Single Phase Half Controlled Bridge ConverterDocument19 pagesL11 Single Phase Half Controlled Bridge Converterapi-19951707No ratings yet
- 2.1 Article On Reasonable Compensation Job Aid 4-15-2015Document3 pages2.1 Article On Reasonable Compensation Job Aid 4-15-2015Michael GregoryNo ratings yet
- AMEM211 Lab2 PotentiometerDocument10 pagesAMEM211 Lab2 PotentiometerB.s. BhosleNo ratings yet
- 1GR FE LubricationDocument19 pages1GR FE LubricationJesus LayaNo ratings yet
- EC1002 Commentary 2022Document32 pagesEC1002 Commentary 2022Xxx V1TaLNo ratings yet
- Incident Log - TemplateDocument10 pagesIncident Log - TemplateRajaNo ratings yet
- HCL Corporate-PresentationDocument14 pagesHCL Corporate-Presentationtony_reddyNo ratings yet
- OBLICONDocument13 pagesOBLICONZARANo ratings yet
- Ebook Principles of Corporate Finance PDF Full Chapter PDFDocument67 pagesEbook Principles of Corporate Finance PDF Full Chapter PDFmichelle.haas303100% (28)
- WabimalunoxowevefoDocument3 pagesWabimalunoxowevefoChitmin KhantNo ratings yet
- International Advertising: Definition of International MarketingDocument2 pagesInternational Advertising: Definition of International MarketingAfad KhanNo ratings yet
- OEM - Fuel Manager Brand Cross Reference P/Ns For Service Filter Elements 99642 - January 2006Document6 pagesOEM - Fuel Manager Brand Cross Reference P/Ns For Service Filter Elements 99642 - January 2006Miguel RojasNo ratings yet
- Natural GeotextilesDocument27 pagesNatural GeotextilesDr Muhammad Mushtaq Mangat100% (1)
- FEDocument20 pagesFEKenadid Ahmed OsmanNo ratings yet
- Singh 1959 Adam Smith's Theory of Economic DevelopmentDocument27 pagesSingh 1959 Adam Smith's Theory of Economic DevelopmentBruce WayneNo ratings yet