You might also like
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulNo ratings yet
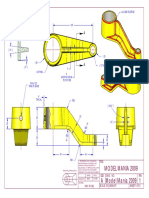
- Model Mania 2009Document1 pageModel Mania 2009Mogos PaulNo ratings yet
- Model Mania 2009 PDFDocument1 pageModel Mania 2009 PDFMogos PaulNo ratings yet
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulNo ratings yet
- Contribution To Improving The Durability of The Refractory Lining of The Steel LadlesDocument20 pagesContribution To Improving The Durability of The Refractory Lining of The Steel LadlesMogos PaulNo ratings yet
- Journal of Asian Ceramic Societies: Pardeep Sharma, Satpal Sharma, Dinesh KhandujaDocument5 pagesJournal of Asian Ceramic Societies: Pardeep Sharma, Satpal Sharma, Dinesh KhandujaMogos PaulNo ratings yet
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulNo ratings yet
- Produced by An Autodesk Educational Product: Pozitia 4 - 1 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 4 - 1 Bucati Desen: 24399851Mogos PaulNo ratings yet
- Produced by An Autodesk Educational Product: Tabla 3 MMDocument1 pageProduced by An Autodesk Educational Product: Tabla 3 MMMogos PaulNo ratings yet
- Din 332 PDFDocument5 pagesDin 332 PDFMogos Paul100% (2)
- Produced by An Autodesk Educational Product: Pozitia 7 - 1 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 7 - 1 Bucati Desen: 24399851Mogos PaulNo ratings yet
- 6 PDFDocument1 page6 PDFMogos PaulNo ratings yet
- 1.2714 55NiCrMoV7Document2 pages1.2714 55NiCrMoV7Mogos PaulNo ratings yet
- 27 PDFDocument1 page27 PDFMogos PaulNo ratings yet
- Produced by An Autodesk Educational Product: Pozitia 3 - 2 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 3 - 2 Bucati Desen: 24399851Mogos PaulNo ratings yet
- Produced by An Autodesk Educational Product: Pozitia 3 - 2 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 3 - 2 Bucati Desen: 24399851Mogos PaulNo ratings yet
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulNo ratings yet
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulNo ratings yet
- 6 PDFDocument1 page6 PDFMogos PaulNo ratings yet
- Produced by An Autodesk Educational Product: Tabla 3 MMDocument1 pageProduced by An Autodesk Educational Product: Tabla 3 MMMogos PaulNo ratings yet
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulNo ratings yet
- Produced by An Autodesk Educational Product: Pozitia 4 - 1 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 4 - 1 Bucati Desen: 24399851Mogos PaulNo ratings yet
- 55 Nicrmov 7Document2 pages55 Nicrmov 7Mogos PaulNo ratings yet
- E 355Document3 pagesE 355Mogos PaulNo ratings yet
- 57nicrmov7 7Document2 pages57nicrmov7 7Mogos PaulNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Supplier Assesment MaxionDocument23 pagesSupplier Assesment Maxionesivaks2000No ratings yet
- BarillaDocument3 pagesBarillaMohit Pandey0% (1)
- Promo Mors Smitt enDocument20 pagesPromo Mors Smitt enYigit SarıkayaNo ratings yet
- Fast Reactive FashionDocument9 pagesFast Reactive FashionBetty Tang100% (2)
- President P&L Aerospace Manufacturing in Washington DC Resume Rick HundleyDocument3 pagesPresident P&L Aerospace Manufacturing in Washington DC Resume Rick HundleyRickHundleyNo ratings yet
- 280 Group Brochure Catalog Data Sheets 2014Document28 pages280 Group Brochure Catalog Data Sheets 2014kamayani_prNo ratings yet
- Chapter 12 - Inventory ManagementDocument46 pagesChapter 12 - Inventory ManagementHuzaifa AzamNo ratings yet
- 7 Managing of Economics of Scale Ekstensi2014Document45 pages7 Managing of Economics of Scale Ekstensi2014Ghassani Herning PraditaNo ratings yet
- January, 31, 2008: Starbucks Will Open 75 More Stores Abroad ThanDocument25 pagesJanuary, 31, 2008: Starbucks Will Open 75 More Stores Abroad ThanRosalbaRodriguezSandovalNo ratings yet
- Assignment 6 CH 16 OM12EDocument11 pagesAssignment 6 CH 16 OM12EMuhammad FauzanNo ratings yet
- Lean Chapter 4Document15 pagesLean Chapter 4WinterMist11No ratings yet
- ESKA Brochure enDocument4 pagesESKA Brochure enfdstrdhgtrgNo ratings yet
- FLinfo ENDocument146 pagesFLinfo ENAbhishek NaikNo ratings yet
- Ballou 01Document10 pagesBallou 01Laila NaqviNo ratings yet
- EY Re Engineering The Supply Chain For The Omni Channel of TomorrowDocument39 pagesEY Re Engineering The Supply Chain For The Omni Channel of Tomorrowtluo001No ratings yet
- TPAO-KTHDB PremiumThread TubingTechSpecSheet PH6Document1 pageTPAO-KTHDB PremiumThread TubingTechSpecSheet PH6ilkerkozturkNo ratings yet
- Guidelines For Waste Management SystemDocument3 pagesGuidelines For Waste Management SystemHero MondaresNo ratings yet
- G CODES For VMC and HMCDocument4 pagesG CODES For VMC and HMCNIkhileshNo ratings yet
- Product Units Sold Unit Price Total Order Date Ship DateDocument67 pagesProduct Units Sold Unit Price Total Order Date Ship DateBHAVESH KHOMNENo ratings yet
- MMR - Supply Chain Management and Demand Chain ManagementDocument7 pagesMMR - Supply Chain Management and Demand Chain Managementmadhpan100% (1)
- Iatf 16949Document149 pagesIatf 16949Mahardhika Frangeidie100% (1)
- Environmental Health and Vessel Sanitation Preventive Procedure Instruction #11Document1 pageEnvironmental Health and Vessel Sanitation Preventive Procedure Instruction #11VizitiuAnisoaraNo ratings yet
- Kaoru Ishikawa - The Man Behind The Fishbone DiagramDocument3 pagesKaoru Ishikawa - The Man Behind The Fishbone DiagramMuhammad Tahir NawazNo ratings yet
- B2B Marketing & Tetra PakDocument30 pagesB2B Marketing & Tetra PakVivek DwivediNo ratings yet
- Contoh Company ProfileDocument28 pagesContoh Company ProfileSendy Rindi FebriyantoNo ratings yet
- ITIL Guidance Kanban WebsiteDocument28 pagesITIL Guidance Kanban WebsiteLuis GonzálezNo ratings yet
- Tsinukal BezabihDocument101 pagesTsinukal BezabihGetahunNo ratings yet
- Sanmina PCB CasestudyDocument2 pagesSanmina PCB CasestudysmalcomNo ratings yet
- Lean GlossaryDocument7 pagesLean GlossaryJorge VicenteNo ratings yet
- SAP Production Planning TutorialDocument83 pagesSAP Production Planning TutorialRamanpal Singh Anand89% (9)