You might also like
- Control PhilosophyDocument2 pagesControl PhilosophytsplinstNo ratings yet
- P&ID AbbreviationDocument4 pagesP&ID AbbreviationDjil Rezoug100% (5)
- P&ID ChecklistDocument2 pagesP&ID ChecklistNguyen Anh Tung100% (1)
- Instrument Air Consumption CalculationDocument1 pageInstrument Air Consumption CalculationArt G. Enzi100% (1)
- Process Control NarrativeDocument57 pagesProcess Control Narrativea_attarchi100% (1)
- 1 6L GM Vortec SRVCDocument320 pages1 6L GM Vortec SRVCFred100% (2)
- Manteniment G500Document9 pagesManteniment G500Joan Pladeveya Selvas100% (3)
- Cmas P1engDocument89 pagesCmas P1engBerry MedNo ratings yet
- Instrumentation GoodDocument28 pagesInstrumentation GoodAyman SaberNo ratings yet
- Reading PFD and P&IDDocument66 pagesReading PFD and P&IDفي بيتنا كيميائي (في بيتنا كيميائي)100% (1)
- Basic Control Valve and Sizing and SelectionDocument38 pagesBasic Control Valve and Sizing and SelectionNguyen Anh Tung50% (2)
- PFD P&id PDFDocument431 pagesPFD P&id PDFA.R.100% (1)
- Slides Plant Description (From PFD & P&IDs) E.HDocument47 pagesSlides Plant Description (From PFD & P&IDs) E.HRobert Waters100% (1)
- P&IDDocument24 pagesP&IDSebastian Cardenas100% (1)
- Instrument Air SizingDocument2 pagesInstrument Air Sizingmilton1987100% (1)
- Control Valve Analysis1Document13 pagesControl Valve Analysis1Ekundayo JohnNo ratings yet
- Instrument Process Datasheet (IPDS)Document3 pagesInstrument Process Datasheet (IPDS)Vraja KisoriNo ratings yet
- Valve Sizing SelectionDocument15 pagesValve Sizing SelectionbariNo ratings yet
- PID SymbolDocument18 pagesPID SymbolAli AbdNo ratings yet
- P&ID Preparation ProcedureDocument38 pagesP&ID Preparation ProcedureNguyen Anh Tung100% (1)
- P&ID ChecklistDocument4 pagesP&ID ChecklistShyBokxNo ratings yet
- Oil and Gas - P&ID SymbolsDocument22 pagesOil and Gas - P&ID SymbolsParvez khanNo ratings yet
- List of Instrumentation Project Engineering DocumentsDocument19 pagesList of Instrumentation Project Engineering DocumentsVraja KisoriNo ratings yet
- Relief System PipingDocument7 pagesRelief System PipingbalajikrishnanNo ratings yet
- Instrumentation GPSA HandbookDocument6 pagesInstrumentation GPSA HandbookmusaveerNo ratings yet
- Control Valve SizingDocument21 pagesControl Valve Sizingatif010No ratings yet
- P&id PDFDocument36 pagesP&id PDFSterling GordianNo ratings yet
- Process Safeguarding - PSE02Document2 pagesProcess Safeguarding - PSE02Sarfraz AliNo ratings yet
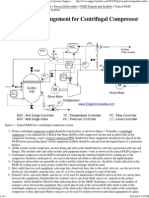
- Typical P&ID Arrangement For Centrifugal Compressor Systems - EnggcyclopediaDocument4 pagesTypical P&ID Arrangement For Centrifugal Compressor Systems - Enggcyclopedianaveenbaskaran1989100% (2)
- InstruCalc Control Valve Sizing03Document1 pageInstruCalc Control Valve Sizing03Dinesh KumarNo ratings yet
- Hec P&idDocument47 pagesHec P&idAhmad Afeeq100% (1)
- PFDDocument19 pagesPFDCyril JohnsonNo ratings yet
- Instrument AirDocument9 pagesInstrument AirRaja Ahsan Azan JanjuaNo ratings yet
- P&id No. 10082Document40 pagesP&id No. 10082jpeg144100% (1)
- Interlock and LogicDocument39 pagesInterlock and LogicHarish Kumar100% (1)
- P&ID Symbol Diagram Basics - Part 2: International StandardsDocument14 pagesP&ID Symbol Diagram Basics - Part 2: International Standardschris110100% (1)
- Analyzer Sample Systems Ver HappenDocument12 pagesAnalyzer Sample Systems Ver HappenIñaki Eseberri100% (1)
- Cause and Effect FormatDocument19 pagesCause and Effect FormatJayesh Chandran50% (2)
- Basic Temperature Control SystemDocument26 pagesBasic Temperature Control SystemRajeev ValunjkarNo ratings yet
- Instt Air ConsumptionDocument3 pagesInstt Air ConsumptionAsad KhanNo ratings yet
- P&id - 1Document5 pagesP&id - 1dasubhai100% (1)
- P&IDDocument3 pagesP&IDSurendra Kumar Suman100% (1)
- Solving Vessel Equations PDFDocument5 pagesSolving Vessel Equations PDFNaturasfera Suplementos AlimenticiosNo ratings yet
- CEP - Reliability For Safety InstrumentDocument6 pagesCEP - Reliability For Safety InstrumentpiolinwallsNo ratings yet
- Training Program On Basic Process Engineering PracticesDocument14 pagesTraining Program On Basic Process Engineering PracticesNguyen Anh TungNo ratings yet
- HCLDocument34 pagesHCLKrushit PatelNo ratings yet
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- 04-PFD and P&ID PDFDocument7 pages04-PFD and P&ID PDFPriyanka PanigrahiNo ratings yet
- What Is Process Control InstrumentationDocument5 pagesWhat Is Process Control InstrumentationVraja DasiNo ratings yet
- Process Design and EconomicsDocument16 pagesProcess Design and EconomicsNigel MitchellNo ratings yet
- Pidgeneralinformation: From ControlswikiDocument12 pagesPidgeneralinformation: From ControlswikivantaNo ratings yet
- PID Standard NotationDocument12 pagesPID Standard NotationLuigi Faccio100% (1)
- Instrumentation Documents Basic PDFDocument32 pagesInstrumentation Documents Basic PDFVenkatesan NNo ratings yet
- AICHE - PFD - PID - Lectura No 1 EGOYP 2015Document8 pagesAICHE - PFD - PID - Lectura No 1 EGOYP 2015Yuldor LopezNo ratings yet
- Merging Result MergedDocument33 pagesMerging Result Mergeddaffa islamiNo ratings yet
- I - Control Basics: Reasons For DocumentationDocument13 pagesI - Control Basics: Reasons For DocumentationAhmad AbunassarNo ratings yet
- Differance Between P& Id and PFDDocument10 pagesDifferance Between P& Id and PFDSahilNo ratings yet
- Typical P&ID Understanding PDFDocument30 pagesTypical P&ID Understanding PDFeminent80100% (2)
- Flow 7 DiagramsDocument12 pagesFlow 7 DiagramsIne Florez PalaciozNo ratings yet
- Laboratory Activity 1 - Pages-2-3Document2 pagesLaboratory Activity 1 - Pages-2-3WyndellRioNo ratings yet
- Piping and Instrumentation DiagramDocument18 pagesPiping and Instrumentation DiagramdilaNo ratings yet
- Piping & Instrumentation DiagramDocument104 pagesPiping & Instrumentation DiagramSaz ZasNo ratings yet
- Piping and Instrument DiagramsDocument10 pagesPiping and Instrument DiagramsBrigidNo ratings yet
- Title Control and Optimise The Expanded Polystyrene Moulding Production Process Level 3 Credits 12Document4 pagesTitle Control and Optimise The Expanded Polystyrene Moulding Production Process Level 3 Credits 12Mohamed LotfiNo ratings yet
- Communication With Tesys U ModbusDocument42 pagesCommunication With Tesys U ModbusMohamed LotfiNo ratings yet
- Wonderware Application Server 3Document72 pagesWonderware Application Server 3Mohamed LotfiNo ratings yet
- Resume Moh LotfyDocument3 pagesResume Moh LotfyMohamed LotfiNo ratings yet
- Operating & Maintenance Instructions: Rigging Systems Using Aerogo Load ModulesDocument42 pagesOperating & Maintenance Instructions: Rigging Systems Using Aerogo Load ModulesDrakkarNo ratings yet
- Is 6901 2009 PDFDocument23 pagesIs 6901 2009 PDFDario de SantiagoNo ratings yet
- Tourniquet User Manual 2012 PDFDocument10 pagesTourniquet User Manual 2012 PDFphuongo2No ratings yet
- Catalogo Aqua AirDocument662 pagesCatalogo Aqua AirEvanotNo ratings yet
- MIG Flow Rate ChartDocument4 pagesMIG Flow Rate ChartAhmed GamalNo ratings yet
- Desuperheater Equipment&SystemDocument12 pagesDesuperheater Equipment&Systemquoctrangbk02No ratings yet
- Stardex New Gui Manual EngDocument23 pagesStardex New Gui Manual EngCostinDodenech100% (1)
- Flow Meter PDFDocument8 pagesFlow Meter PDFthyskieNo ratings yet
- Ce6 - V&T Controlling Vessels and TanksDocument20 pagesCe6 - V&T Controlling Vessels and TanksacckypenrynNo ratings yet
- Breaker (Internal Parts) (HB980) - (S - N A00Y00101 - A00Y19999) - BreakerDocument3 pagesBreaker (Internal Parts) (HB980) - (S - N A00Y00101 - A00Y19999) - Breakeryoga_jpbmbm0% (1)
- Cutting Torch SafetyDocument1 pageCutting Torch SafetyDocholosoNo ratings yet
- Apeks WTX Owners Manual Rev 9 2006Document35 pagesApeks WTX Owners Manual Rev 9 2006Paulo Costa SilvaNo ratings yet
- Air Operated Double Diaphragm Pump: Service & Operating ManualDocument12 pagesAir Operated Double Diaphragm Pump: Service & Operating ManualLuiz AraujoNo ratings yet
- Toxgard II - Manual (711266)Document97 pagesToxgard II - Manual (711266)wilfredo100% (1)
- Weekly Monthly Press InspectionDocument5 pagesWeekly Monthly Press InspectionSathish PSKNo ratings yet
- Maneurop NTZ Low Temp - Refrigeration CompressorsDocument32 pagesManeurop NTZ Low Temp - Refrigeration CompressorsMacSparesNo ratings yet
- Use/Installation Instructions: Vrbd/Vubd 24" W. Beverage Dispenser Retain For Future ReferenceDocument16 pagesUse/Installation Instructions: Vrbd/Vubd 24" W. Beverage Dispenser Retain For Future ReferenceandyvtranNo ratings yet
- Automag Classic ManualDocument13 pagesAutomag Classic ManualPatrick DemersNo ratings yet
- Nessco Hidratron Helium BoosterDocument1 pageNessco Hidratron Helium BoosterdbrunomingoNo ratings yet
- How To Keg BeerDocument4 pagesHow To Keg BeerEricNo ratings yet
- Wakatobi Price List - Jan 2021 PG 1Document24 pagesWakatobi Price List - Jan 2021 PG 1Farisal Adi SaputraNo ratings yet
- Manual Instalare OMEGAS ENGDocument48 pagesManual Instalare OMEGAS ENGAlexandra Geanina50% (2)
- EMF Nienburg 23225Document91 pagesEMF Nienburg 23225Ильнур Тагиров0% (1)
- Sample Specification Requirement of Gas Generator For (600 kVA)Document16 pagesSample Specification Requirement of Gas Generator For (600 kVA)goelamita100% (1)
- Allied G 180 Suction Service ManualDocument12 pagesAllied G 180 Suction Service ManualRAVIMURUGANNo ratings yet
- ST53Document4 pagesST53Anonymous GLnunteiNo ratings yet
- F2S26VWDVP 671-049Document44 pagesF2S26VWDVP 671-049ppschrisNo ratings yet