You might also like
- ML July August 2012Document53 pagesML July August 2012rona41brNo ratings yet
- Oil AnalysisDocument80 pagesOil AnalysisSreekumar RajendrababuNo ratings yet
- Advanced Process Modeling Using HYSYSDocument282 pagesAdvanced Process Modeling Using HYSYSnguyennha121175% (4)
- Service.: AUDI A2 - Engine and GearboxDocument44 pagesService.: AUDI A2 - Engine and GearboxAlex StirbuNo ratings yet
- EGT001 Roller Bearings Lubrication TrainingDocument10 pagesEGT001 Roller Bearings Lubrication TrainingJom BonhayagNo ratings yet
- Bearing FailureDocument5 pagesBearing Failuremechmaster4uNo ratings yet
- Sleeve or Plain Bearing LubricationDocument3 pagesSleeve or Plain Bearing LubricationVolety_Sarma_1703100% (1)
- Understanding Lubrication From The BearingDocument22 pagesUnderstanding Lubrication From The BearingengrsurifNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- Diesel Engine LubricationDocument28 pagesDiesel Engine LubricationBrian ASNo ratings yet
- DANA Bearing DamageDocument10 pagesDANA Bearing DamageAntonio da LuzNo ratings yet
- Grease BasicsDocument6 pagesGrease BasicsnagbabuiNo ratings yet
- Bearing Failure PDFDocument5 pagesBearing Failure PDF01666754614100% (2)
- Lubricants Fundamentals IociDocument84 pagesLubricants Fundamentals IociBhargav Chaudhari100% (2)
- Steps To Optimize Lubricants Use PDFDocument113 pagesSteps To Optimize Lubricants Use PDFPrabhu LohakareNo ratings yet
- Chapter 6 LubricationDocument24 pagesChapter 6 Lubricationchala nigussieNo ratings yet
- Machinery Lubrication March April 2017Document89 pagesMachinery Lubrication March April 2017EduardoChuchulloNo ratings yet
- How To Write A Lubrication ProcedureDocument5 pagesHow To Write A Lubrication ProceduremawooaNo ratings yet
- LubricationDocument132 pagesLubricationHARI100% (2)
- Design Engineer's Guide - Selecting A Lubricant For Ball ScrewsDocument10 pagesDesign Engineer's Guide - Selecting A Lubricant For Ball ScrewsDat RomanNo ratings yet
- Lubrication TrainingDocument49 pagesLubrication TrainingzeruNo ratings yet
- 06 Oil AnalysisDocument70 pages06 Oil Analysissriabolfazl100% (8)
- Machinery Lubrication Level 1Document8 pagesMachinery Lubrication Level 1Abdul raheem syedNo ratings yet
- Approved Lubrication DDocument2 pagesApproved Lubrication DMostafa MohamedNo ratings yet
- Turbine Oil QualityDocument13 pagesTurbine Oil QualityJagadish PatraNo ratings yet
- Lubricant Reference ManualDocument27 pagesLubricant Reference ManualNguyen Tien Quy100% (6)
- Noria Training CatalogDocument28 pagesNoria Training Catalogaal_shurafaNo ratings yet
- How To Select and Service A Turbine OilDocument8 pagesHow To Select and Service A Turbine Oildaniel adam100% (1)
- Cimac Guideline Used Oil Analysis FinalDocument14 pagesCimac Guideline Used Oil Analysis Finalhugo YangNo ratings yet
- Fuel DilutionDocument18 pagesFuel DilutionMuHaZir0% (1)
- Ease FundamentalsDocument32 pagesEase FundamentalsHazem Hasan100% (1)
- LubeCoach Volume and Frequency Recommendations PDFDocument13 pagesLubeCoach Volume and Frequency Recommendations PDFEstebanRiveraNo ratings yet
- OIL Cleanliness FundamentalsDocument43 pagesOIL Cleanliness FundamentalsPawan ChaturvediNo ratings yet
- Gearbox Efficiency and LubricationDocument6 pagesGearbox Efficiency and Lubricationrashm006ranjanNo ratings yet
- The Rights and Wrongs of Greasing From Selection To ApplicationDocument6 pagesThe Rights and Wrongs of Greasing From Selection To ApplicationCeciliagorra100% (2)
- Lubricants Final 1Document32 pagesLubricants Final 1onkar nikamNo ratings yet
- Bearing Life CycleDocument2 pagesBearing Life CyclemoerkerkNo ratings yet
- Oil Analysis - Ruller and MPC TestDocument81 pagesOil Analysis - Ruller and MPC Testmaidul.islamNo ratings yet
- Lubrication SystemsDocument26 pagesLubrication Systemsshivsena2157No ratings yet
- Lubrication ManagementDocument35 pagesLubrication ManagementDwi April Yanto100% (1)
- Dictionary For LubricationDocument64 pagesDictionary For LubricationChristine Sta RomanaNo ratings yet
- Introduction To GreaseDocument24 pagesIntroduction To GreasefahreezNo ratings yet
- Shovel Lubrication PDFDocument2 pagesShovel Lubrication PDFSounak SasmalNo ratings yet
- Lubrication For Journal BearingDocument25 pagesLubrication For Journal BearingNguyễn Thanh SơnNo ratings yet
- Tribology - Lubricants and LubricationDocument330 pagesTribology - Lubricants and LubricationJosé Ramírez100% (2)
- CetvelDocument17 pagesCetvelmehmetaliozgur100% (1)
- Bearing Power PointDocument57 pagesBearing Power Pointkesai100% (1)
- Automatic Grease Lubricators White PaperDocument5 pagesAutomatic Grease Lubricators White PaperPaul RuckNo ratings yet
- The Basics of Lubricants For KunriDocument60 pagesThe Basics of Lubricants For KunriwaleedtanvirNo ratings yet
- Des Case PML Manual DigitalDocument195 pagesDes Case PML Manual DigitalFraz Ahmad0% (1)
- Fluid Analysis For Bearing Reliability 1684619066Document30 pagesFluid Analysis For Bearing Reliability 1684619066Alvaro Javier Reyes ParraNo ratings yet
- Bearing and Equipment Lubrication Strategies - Getting It RightDocument64 pagesBearing and Equipment Lubrication Strategies - Getting It Rightsrikanth siddhardhaNo ratings yet
- Importance of LubricationDocument14 pagesImportance of LubricationBijendra PrajapatiNo ratings yet
- Viscosity IndexDocument9 pagesViscosity Indexromadhinho0% (1)
- Publication of CBMDocument108 pagesPublication of CBMMariusz RosenkrancNo ratings yet
- Presentation On GreaseDocument29 pagesPresentation On GreaseAshishNo ratings yet
- Lubrication Program Development - Brochure NoriaDocument12 pagesLubrication Program Development - Brochure NoriaWilmar LEON PEÑA100% (2)
- Oil Iso TablesDocument9 pagesOil Iso TablesSilvana Harrison100% (1)
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?From EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?No ratings yet
- B 0077Document12 pagesB 0077ernestoipNo ratings yet
- Fire Pump 6 184Document111 pagesFire Pump 6 184Senghy MaoNo ratings yet
- PeerlessDocument12 pagesPeerlessRizalNo ratings yet
- Brochure B1510-50Hz Horizontal, Inline Selection Rev 12-14-06 PDFDocument14 pagesBrochure B1510-50Hz Horizontal, Inline Selection Rev 12-14-06 PDFRizal0% (1)
- Section 1540 Performance CurvesDocument1 pageSection 1540 Performance CurvesRizalNo ratings yet
- Rosid Model PDFDocument1 pageRosid Model PDFRizalNo ratings yet
- Jackson Industries Fluoropolymer Hose CatalogDocument24 pagesJackson Industries Fluoropolymer Hose CatalogUS Hose CorporationNo ratings yet
- Tatap Muka Xiii: Fisika Teknik IDocument16 pagesTatap Muka Xiii: Fisika Teknik IRizalNo ratings yet
- L19 - Tanks and Pipelines PDFDocument19 pagesL19 - Tanks and Pipelines PDFTopaca PaecNo ratings yet
- Pentair Value of A Listed Fire Pump System 2016Document17 pagesPentair Value of A Listed Fire Pump System 2016RizalNo ratings yet
- BQ Pertamina UPMS III - BalonganDocument2 pagesBQ Pertamina UPMS III - BalonganRizalNo ratings yet
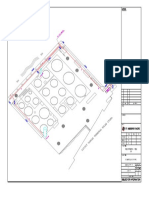
- Drawing OAL Pertamina UPMS 1Document1 pageDrawing OAL Pertamina UPMS 1RizalNo ratings yet
- HFMSNJ Presentation June 2012Document53 pagesHFMSNJ Presentation June 2012gharsaNo ratings yet
- Fire Protection SystemsDocument5 pagesFire Protection SystemsRizalNo ratings yet
- Dimensi PompaDocument1 pageDimensi PompaRizalNo ratings yet
- Conversion EngDocument1 pageConversion EngRizalNo ratings yet
- DFP 1Document1 pageDFP 1RizalNo ratings yet
- Fire PumpDocument1 pageFire PumpRizalNo ratings yet
- Clarke: DP6H-UFAA70Document1 pageClarke: DP6H-UFAA70RizalNo ratings yet
- Aurora Pump VT (FM) PDFDocument30 pagesAurora Pump VT (FM) PDFRizalNo ratings yet
- Kurva PompaDocument1 pageKurva PompaRizalNo ratings yet
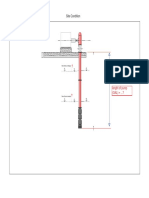
- Vertical Turbine Site ConditionsDocument1 pageVertical Turbine Site ConditionsRizalNo ratings yet
- L19 - Tanks and Pipelines PDFDocument19 pagesL19 - Tanks and Pipelines PDFTopaca PaecNo ratings yet
- Performance Data SheetDocument1 pagePerformance Data SheetRizalNo ratings yet
- 5Document6 pages5RizalNo ratings yet
- General Arrangement Drawing: Pump DataDocument1 pageGeneral Arrangement Drawing: Pump DataRizalNo ratings yet
- Isometric Akr SurabayaDocument1 pageIsometric Akr SurabayaRizalNo ratings yet
- T Tad734geDocument8 pagesT Tad734geLuis JesusNo ratings yet
- Cementing OverviewDocument40 pagesCementing OverviewImanossNo ratings yet
- Daftar PustakaDocument2 pagesDaftar PustakaRani AyuNo ratings yet
- Submersible Dredging CuttersDocument6 pagesSubmersible Dredging CuttersdragflowNo ratings yet
- Curriculum Vitae Edwin Omollo TomDocument5 pagesCurriculum Vitae Edwin Omollo TomMogeni HenryNo ratings yet
- 2017 Renault Clio RS SpecificationsDocument3 pages2017 Renault Clio RS Specificationssergio davidsNo ratings yet
- Small-Scale Electricity Generation From Biomass Part-1Document22 pagesSmall-Scale Electricity Generation From Biomass Part-1dominguezvNo ratings yet
- GR 160N 1 00101Document14 pagesGR 160N 1 00101springcitypartsNo ratings yet
- Chemistry ExperimentsDocument114 pagesChemistry ExperimentsBolWolNo ratings yet
- Foaming InstructionDocument25 pagesFoaming InstructionQuang HoangNo ratings yet
- Biodosel ProizvodnjaDocument553 pagesBiodosel Proizvodnjanodi79No ratings yet
- Standard Procedures For Tank CleaningDocument7 pagesStandard Procedures For Tank CleaningDhitya Agil Harnowo100% (1)
- HP4Document88 pagesHP4Alexander Neyra100% (4)
- Marking Scheme Essay Question: Answer Q1Document5 pagesMarking Scheme Essay Question: Answer Q1jesunathan44@yahoo.comNo ratings yet
- Atos Picanto Tazz ChicoDocument3 pagesAtos Picanto Tazz Chicokzn_guyNo ratings yet
- En 14331 PDFDocument5 pagesEn 14331 PDFWynona BasilioNo ratings yet
- Reservoir Development PlanDocument14 pagesReservoir Development PlanOtitolaiye Olamide TNo ratings yet
- Diesel Generating Sets: Profile No.: 110 NIC Code:35103Document10 pagesDiesel Generating Sets: Profile No.: 110 NIC Code:35103AmitNo ratings yet
- Module 2Document4 pagesModule 2ShahrizatSmailKassimNo ratings yet
- Graco 239887 Grease Pump BreakdownDocument20 pagesGraco 239887 Grease Pump BreakdownBrandon Smithers100% (2)
- RPT 14 06Document97 pagesRPT 14 06CHRISTOS KALOUDISNo ratings yet
- ESP Design Hand CalculationsDocument17 pagesESP Design Hand CalculationsMuhammad ImranNo ratings yet
- Guideline ReductionDocument16 pagesGuideline ReductionMohamed HamdallahNo ratings yet
- Ross Macmillan Intro - Chapter 1Document25 pagesRoss Macmillan Intro - Chapter 1Kartik ModiNo ratings yet
- Syaukani Muhammad AliDocument6 pagesSyaukani Muhammad AlidotcomNo ratings yet
- MMD Ap0094bh eDocument2 pagesMMD Ap0094bh eNadolu MarianNo ratings yet
- 1-0166 No Roll Over Valve Parts ListDocument5 pages1-0166 No Roll Over Valve Parts ListChristopher LynchNo ratings yet
- ZX125 135 225us Elec eDocument1 pageZX125 135 225us Elec ejacklyn ade putra100% (3)