You might also like
- Casting Polyurethane in Silicone Rubber Molds: 1 Choice of MaterialsDocument9 pagesCasting Polyurethane in Silicone Rubber Molds: 1 Choice of MaterialsGüner GüvençNo ratings yet
- Production Department.Document24 pagesProduction Department.Siddharthan.B-18UCC081No ratings yet
- Rubber MoldingDocument33 pagesRubber MoldingFurqan AlamNo ratings yet
- Corner FabricationDocument8 pagesCorner Fabricationy2kareinNo ratings yet
- Basics of Injection Molding DesignDocument20 pagesBasics of Injection Molding DesignAdeniyiNo ratings yet
- RTV Molds Using RPDocument4 pagesRTV Molds Using RPhappydude7632No ratings yet
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaNo ratings yet
- Moulding Technology: by Balraj TanwarDocument37 pagesMoulding Technology: by Balraj TanwarVinod KumarNo ratings yet
- Module:7 Rapid Tooling 4 Hours SLO: 17: 1.reaction Injection MoldingDocument17 pagesModule:7 Rapid Tooling 4 Hours SLO: 17: 1.reaction Injection MoldingNishanth RajkumarNo ratings yet
- Silicone MoldingDocument6 pagesSilicone Moldingkats2404No ratings yet
- 12 A Moulding (1)Document35 pages12 A Moulding (1)shreeghadage7No ratings yet
- Injection Molding Machine - BasicsDocument12 pagesInjection Molding Machine - Basicsn73686861No ratings yet
- Sect 29 Preventive MaintenanceDocument6 pagesSect 29 Preventive MaintenancezfiyldvmNo ratings yet
- Practical Guide To Rubber Injection MouldingDocument10 pagesPractical Guide To Rubber Injection Mouldingسعید اینانلوNo ratings yet
- Different Types of Blow MoldingDocument11 pagesDifferent Types of Blow MoldingParvateshNo ratings yet
- Preventive maintenance tips for thermoset molds and pressesDocument6 pagesPreventive maintenance tips for thermoset molds and pressesAnurag SrivastavaNo ratings yet
- About Rotational MoldingDocument7 pagesAbout Rotational MoldingPatel DarshanNo ratings yet
- Injection MouldingDocument18 pagesInjection MouldingKishore Steve AustinNo ratings yet
- Isostatic PressingDocument39 pagesIsostatic PressingBala SundaramNo ratings yet
- Mechanical Engineering Lab ReportDocument4 pagesMechanical Engineering Lab ReportAsif Khan NiaziNo ratings yet
- Lost Foam CastingDocument31 pagesLost Foam CastingokicirdarNo ratings yet
- Metal Spray Moulds in The Shoe IndustryDocument3 pagesMetal Spray Moulds in The Shoe IndustrySiméon ANDRIAMANDROSONo ratings yet
- Injection Blow Moulding PVC ContainersDocument8 pagesInjection Blow Moulding PVC ContainersFaisal AftabNo ratings yet
- Gear Type Injection MouldingDocument47 pagesGear Type Injection MouldingJohn Ajish50% (2)
- Basics of Mold DesignDocument15 pagesBasics of Mold DesignPedro Agirre IturbeNo ratings yet
- Silicone Mold ProcedureDocument8 pagesSilicone Mold ProcedureMaria_Basta1No ratings yet
- Final Assignment AMPDocument9 pagesFinal Assignment AMPMebrahtom LuelNo ratings yet
- JFDD Assignment No - 04Document7 pagesJFDD Assignment No - 04LowEnd GamerNo ratings yet
- Seal SelectionDocument8 pagesSeal SelectionDiwakar NigamNo ratings yet
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDocument115 pagesAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Plastic Molding TutorialDocument32 pagesPlastic Molding TutorialSergio RodriguezNo ratings yet
- Moulded Construction MethodsDocument11 pagesMoulded Construction MethodsmanojNo ratings yet
- 1.polymer ProcessingDocument23 pages1.polymer Processingafia rahmanNo ratings yet
- Basics of two-plate molds and defects in injection moldingDocument121 pagesBasics of two-plate molds and defects in injection moldingsid sNo ratings yet
- Bi-Axial Toggle DrivenDocument4 pagesBi-Axial Toggle Drivensanthosh ponnusamyNo ratings yet
- Injection molding machine schematics and process guideDocument29 pagesInjection molding machine schematics and process guideTamirat NemomsaNo ratings yet
- Seminar ReportDocument23 pagesSeminar Reportbijithbigb0% (1)
- Topic: Foundry 1. Sand Casting 2. Lost Foam Casting 3. Plaster Mold Casting Learning OutcomesDocument12 pagesTopic: Foundry 1. Sand Casting 2. Lost Foam Casting 3. Plaster Mold Casting Learning OutcomesMohd AzriNo ratings yet
- Squeeze CementingDocument23 pagesSqueeze CementingAli Aliiev100% (1)
- Olymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectDocument59 pagesOlymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectChaitanya PatelNo ratings yet
- 3D Printing for Silicone MoldingDocument5 pages3D Printing for Silicone MoldingMirza Fahlevi100% (1)
- Three Types of Rubber Molding - How To Make Rubber Molded PartsDocument19 pagesThree Types of Rubber Molding - How To Make Rubber Molded Partsabd elmohsen saedNo ratings yet
- UnitVI Injection - Compressiona ND Blow MoldingDocument48 pagesUnitVI Injection - Compressiona ND Blow Moldingharrywilson.harish77No ratings yet
- BMP - PPT 3Document13 pagesBMP - PPT 32058SOMYAJIT RAYNo ratings yet
- Offshore Solutions ensures quality injection molded parts from ChinaDocument7 pagesOffshore Solutions ensures quality injection molded parts from ChinaRadu Sorin MarinescuNo ratings yet
- Applications: Packaging Bottle CapsDocument5 pagesApplications: Packaging Bottle CapsPra VeeNo ratings yet
- 4castingprocesses 120526012606 Phpapp01Document28 pages4castingprocesses 120526012606 Phpapp01Chennai TuitionsNo ratings yet
- Manufacturing process guide for polymers, ceramics and compositesDocument40 pagesManufacturing process guide for polymers, ceramics and compositesmuhammad tariqNo ratings yet
- METHODOLOGYDocument2 pagesMETHODOLOGYabcdNo ratings yet
- 20IN027 - Arslan AhmedDocument12 pages20IN027 - Arslan AhmedArsalan SidikiNo ratings yet
- Mold Design Important Features Part 3Document21 pagesMold Design Important Features Part 3Jesus hernandez floresNo ratings yet
- Vacuum Moulding (V-Process)Document13 pagesVacuum Moulding (V-Process)okicirdarNo ratings yet
- Polymer Procession Term Test-1Document90 pagesPolymer Procession Term Test-1সাইদুর রহমানNo ratings yet
- Silicone Rubber White PaperDocument6 pagesSilicone Rubber White PaperRahul YadavNo ratings yet
- Water Assisted Injection MouldingDocument12 pagesWater Assisted Injection MouldingSidharth Shankar singhNo ratings yet
- Injection Moulding Process and Applications of PolypropyleneDocument20 pagesInjection Moulding Process and Applications of PolypropyleneSumanta Das100% (1)
- Rotationalmoulding 180215050228Document25 pagesRotationalmoulding 180215050228RizwanSaifiNo ratings yet
- Department of Industrial & Production Engineering BUET, Dhaka-1000Document25 pagesDepartment of Industrial & Production Engineering BUET, Dhaka-1000Anshul ShuklaNo ratings yet
- Vdi PDFDocument31 pagesVdi PDFkfaravNo ratings yet
- Minlon Zytel Design Info Module 2 PDFDocument62 pagesMinlon Zytel Design Info Module 2 PDFkfaravNo ratings yet
- Whole Class Book Project Chapter 1 14 PDFDocument177 pagesWhole Class Book Project Chapter 1 14 PDFkfaravNo ratings yet
- The Right Molding Process For Part Design PDFDocument9 pagesThe Right Molding Process For Part Design PDFkfaravNo ratings yet
- Plastics 1 2006 EN PDFDocument40 pagesPlastics 1 2006 EN PDFkfaravNo ratings yet
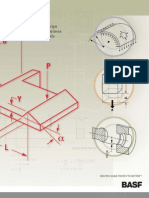
- General Design Principles For Structural Design Formulae PDFDocument24 pagesGeneral Design Principles For Structural Design Formulae PDFkfarav100% (1)
- Government Disclaimer for PNNL Materials Science ReportDocument353 pagesGovernment Disclaimer for PNNL Materials Science ReportZayd Iskandar Dzolkarnain Al-Hadrami100% (3)
- MFreebrey - Product Design Principles-IMTSDocument32 pagesMFreebrey - Product Design Principles-IMTSAmolPagdalNo ratings yet
- Rynite Molding Guide RYE A11161 00 B0615 PDFDocument20 pagesRynite Molding Guide RYE A11161 00 B0615 PDFkfaravNo ratings yet
- General Design Principles For Assembly Techniques - Welding, Adhesive Bonding PDFDocument54 pagesGeneral Design Principles For Assembly Techniques - Welding, Adhesive Bonding PDFkfaravNo ratings yet
- M Gb-Hrappl PDFDocument20 pagesM Gb-Hrappl PDFkfaravNo ratings yet
- Composite Material Notes From Nptel in PDF 11Document89 pagesComposite Material Notes From Nptel in PDF 11M.ThirunavukkarasuNo ratings yet
- Ultramid BrochureDocument68 pagesUltramid BrochureJai BhandariNo ratings yet
- General Design Principles For BearingsDocument8 pagesGeneral Design Principles For Bearingsmehdi7891No ratings yet
- Fit Tolerance For Plastic PartsDocument16 pagesFit Tolerance For Plastic PartsA_JANNESNo ratings yet
- Ch19 Plastics CompositesDocument56 pagesCh19 Plastics CompositesIlenia MarahiNo ratings yet
- Dupont Design GuideDocument136 pagesDupont Design Guidemarcelo_atomoNo ratings yet
- DelrinDocument65 pagesDelrind-fbuser-98630126100% (1)
- Wheel DesignDocument4 pagesWheel Designmunishd_7No ratings yet
- Delrin Mold Guide 11 06Document48 pagesDelrin Mold Guide 11 06ibmufnman100% (2)
- BASF Design Solution GuideDocument86 pagesBASF Design Solution Guideomerscheen80% (5)
- BASF Injection Molding Defects PDFDocument38 pagesBASF Injection Molding Defects PDFkfarav100% (4)
- Ultradur PBT PDFDocument48 pagesUltradur PBT PDFkfaravNo ratings yet
- Ultramid, Ultradur, Ultraform PDFDocument52 pagesUltramid, Ultradur, Ultraform PDFkfaravNo ratings yet
- Ultramid - Polyamide (PA) PDFDocument64 pagesUltramid - Polyamide (PA) PDFkfarav100% (1)
- Routsis Injection Molding Reference GuideDocument98 pagesRoutsis Injection Molding Reference Guidealfauro100% (1)
- Plating On PlasticsDocument23 pagesPlating On Plasticsjames_law_11100% (3)
- Ultradur PDFDocument44 pagesUltradur PDFkfaravNo ratings yet
- Plastics Processing PDFDocument24 pagesPlastics Processing PDFkfarav0% (1)
- Lecture 2 Quantity Take Off MeasurementDocument27 pagesLecture 2 Quantity Take Off MeasurementAr Arunima RaneNo ratings yet
- Sand CatingDocument4 pagesSand CatingralbarakahNo ratings yet
- Yogyata VikasDocument11 pagesYogyata Vikasvivek1312No ratings yet
- Clutch Plate DesignDocument5 pagesClutch Plate DesignJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Burnt-On SandDocument2 pagesBurnt-On SandJOHNSONNo ratings yet
- Review Problems1-Fall 2010Document2 pagesReview Problems1-Fall 2010Mahmoud HanafyNo ratings yet
- The Design of Water PDFDocument7 pagesThe Design of Water PDFSahan Chanchana Perumpuli Arachchi100% (1)
- Liquid Crystalline Polymers (LCP) : GeneralDocument4 pagesLiquid Crystalline Polymers (LCP) : GeneralnaninoNo ratings yet
- Analysis of Grain Structure in ForgingDocument55 pagesAnalysis of Grain Structure in ForgingSrijit Biswas100% (1)
- Silicone Mold ProcedureDocument8 pagesSilicone Mold ProcedureMaria_Basta1No ratings yet
- 18-Silica Sand Foundry Requirements by DawsonDocument8 pages18-Silica Sand Foundry Requirements by Dawsonksvinyk7193No ratings yet
- Sten A Aluminium Alloys 2008 EnglishDocument8 pagesSten A Aluminium Alloys 2008 EnglishAnshuman RoyNo ratings yet
- Compositions of Standard Casting Aluminum Alloys: Appendix ONEDocument26 pagesCompositions of Standard Casting Aluminum Alloys: Appendix ONEChin-Min YangNo ratings yet
- Bis Standards & Specifications (Master List)Document9 pagesBis Standards & Specifications (Master List)Anonymous Q1frWgetsENo ratings yet
- Tape Casting Theory and PracticeDocument306 pagesTape Casting Theory and PracticeRandallharwell100% (1)
- Pro Ducorit UkDocument2 pagesPro Ducorit Uksreeraj1986No ratings yet
- Casing Leaks PDFDocument8 pagesCasing Leaks PDFChairul AbdiNo ratings yet
- Clogging in Continuos Casting NozzleDocument21 pagesClogging in Continuos Casting Nozzlemiltone87No ratings yet
- SEN CloggingDocument44 pagesSEN CloggingsatyajitNo ratings yet
- Shrinkage of Clays Unsat 06Document12 pagesShrinkage of Clays Unsat 06jcazNo ratings yet
- Jewellery Investment Casting MachinesDocument7 pagesJewellery Investment Casting MachinesMohammad HassanNo ratings yet
- Common Metallurgical Defects in Grey Cast Irons 2Document1 pageCommon Metallurgical Defects in Grey Cast Irons 2Rasool MohammadiNo ratings yet
- ME 2002 Unsolved PDFDocument12 pagesME 2002 Unsolved PDFSathya ThyaguNo ratings yet
- Fluroelastomers Dyneon 0Document16 pagesFluroelastomers Dyneon 0Sid ShahNo ratings yet
- Design, Purchase and Acceptance of High Tensile Transition CBC for Indian RailwaysDocument22 pagesDesign, Purchase and Acceptance of High Tensile Transition CBC for Indian Railwaysmailbkrao0% (1)
- ASTM A27 Spec For General Steel CastingsDocument4 pagesASTM A27 Spec For General Steel CastingsKarthik Nagendra0% (1)
- ATD and DSC Analyses of Nickel SuperalloysDocument4 pagesATD and DSC Analyses of Nickel SuperalloysEnary SalernoNo ratings yet
- Rheomac GF300 Grout FluidifierDocument2 pagesRheomac GF300 Grout FluidifierDodik FKurniawanNo ratings yet
- Astm17 0303Document5 pagesAstm17 0303Edgardo Emilio CantillanoNo ratings yet
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument5 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceSrinivasanArumugamvenkatachalamNo ratings yet