You might also like
- Wave Solder TaguchiDocument6 pagesWave Solder TaguchivictoreaNo ratings yet
- Surface Mount TechnologyDocument32 pagesSurface Mount Technologyaamreen818No ratings yet
- Chapter 5 - Control Chart For AttributesDocument28 pagesChapter 5 - Control Chart For AttributesAtirah AsnaNo ratings yet
- Head in Pillow BGA DefectsDocument7 pagesHead in Pillow BGA DefectsThiago Pinto RibeiroNo ratings yet
- Lead Free Hand Soldering - Process and Material IssuesDocument3 pagesLead Free Hand Soldering - Process and Material Issuessmtdrkd50% (2)
- ASCEN SMT Conveyor List 0Document22 pagesASCEN SMT Conveyor List 0Igur EuiNo ratings yet
- ALPHA Wave Troubleshooting Guide EN 01jun20 BRDocument20 pagesALPHA Wave Troubleshooting Guide EN 01jun20 BRThe HoangNo ratings yet
- Assembly Line BalancingDocument11 pagesAssembly Line BalancingAyush SinghNo ratings yet
- Aim Lead Free Guide PDFDocument60 pagesAim Lead Free Guide PDFBruno DebonnetNo ratings yet
- Clear-Com RS-500 Series DatasheetDocument4 pagesClear-Com RS-500 Series DatasheetHenry PalNo ratings yet
- Wave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheDocument5 pagesWave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheMadhusudanan Ashok0% (1)
- Avoiding The Solder VoidDocument7 pagesAvoiding The Solder VoidReza AnvariNo ratings yet
- Aperture and Area Ratio CalculationsDocument26 pagesAperture and Area Ratio Calculationssmtdrkd100% (1)
- Pin in Paste Savings CalculatorDocument2 pagesPin in Paste Savings CalculatorsmtdrkdNo ratings yet
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 pagesThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahNo ratings yet
- Library Expert Through-Hole FamiliesDocument8 pagesLibrary Expert Through-Hole Familiesjagadees21No ratings yet
- Ersa 2008Document26 pagesErsa 2008maxdan111No ratings yet
- Solder Balls or Solder Balling On A PCB - Wave Soldering DefectsDocument5 pagesSolder Balls or Solder Balling On A PCB - Wave Soldering DefectsasdfNo ratings yet
- Ipc 6013aDocument10 pagesIpc 6013abenmen73No ratings yet
- X-Ray Inspection BGA Glenbrook TechnologiesDocument25 pagesX-Ray Inspection BGA Glenbrook TechnologiessakthiNo ratings yet
- Overview of IC PackagesDocument8 pagesOverview of IC Packagesfarhan3323No ratings yet
- 5S Red Tag ProcessDocument8 pages5S Red Tag ProcessSwj OkeNo ratings yet
- Reflow Solder SPC ChartDocument6 pagesReflow Solder SPC Chartsmtdrkd100% (1)
- ANSI ESDS20202014 v620170328pdfDocument2 pagesANSI ESDS20202014 v620170328pdfdauxomNo ratings yet
- SOLDER PASTE STENCIL DESIGN GUIDEDocument17 pagesSOLDER PASTE STENCIL DESIGN GUIDEedwin100% (1)
- SMT Recommendations For SMT Assembly by MicronDocument4 pagesSMT Recommendations For SMT Assembly by Micronsmtdrkd100% (1)
- Characteristics - of Solder - PasteDocument10 pagesCharacteristics - of Solder - PasteselvakumarNo ratings yet
- SMT Process EngineeringDocument4 pagesSMT Process Engineeringshaktiss24_147930359No ratings yet
- How To Minimize Defects by Adjusting The Reflow Profile PDFDocument4 pagesHow To Minimize Defects by Adjusting The Reflow Profile PDFTiffany FergusonNo ratings yet
- DMAIC Approach Improves PCB Screening Process Sigma LevelDocument9 pagesDMAIC Approach Improves PCB Screening Process Sigma Levelrogers4759No ratings yet
- 4U Rackmount Chassis with Visual Alarm NotificationDocument2 pages4U Rackmount Chassis with Visual Alarm NotificationMuhammad Rizki SetiawanNo ratings yet
- Six Sigma and Lean ThinkingDocument12 pagesSix Sigma and Lean ThinkingArjun VinayakumarNo ratings yet
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocument43 pagesWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Wave Contact Width and Contact Time-4Document4 pagesWave Contact Width and Contact Time-4smtdrkdNo ratings yet
- Component Level Yields Vs No of Solder JointsDocument88 pagesComponent Level Yields Vs No of Solder JointssmtdrkdNo ratings yet
- Reflow and Wave Soldering Process Documentation SheetDocument8 pagesReflow and Wave Soldering Process Documentation Sheetsmtdrkd100% (3)
- A Method To Evaluate PCBA Suppliers PB Free and Leaded Processes For Telecom ApplicationsDocument12 pagesA Method To Evaluate PCBA Suppliers PB Free and Leaded Processes For Telecom Applicationsrgoulartc100% (1)
- Stencil Printing PresentationDocument45 pagesStencil Printing Presentationcdsullivan100% (1)
- DFM Training Course-2Document6 pagesDFM Training Course-2Mauricio CastroNo ratings yet
- Intro To SMTDocument38 pagesIntro To SMTShelly NandalNo ratings yet
- Best Fit PCB CalculatorDocument1 pageBest Fit PCB Calculatorsmtdrkd100% (12)
- Lead Free Reliability Study by BoeingDocument23 pagesLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Ball Grid ArrayDocument29 pagesBall Grid ArrayyogeshleostarNo ratings yet
- IPC ListDocument2 pagesIPC ListMuneendra SharmaNo ratings yet
- Navigating Automotive Al Anodizing StandardsDocument17 pagesNavigating Automotive Al Anodizing StandardsMereddy Sunil Kumar ReddyNo ratings yet
- Repair and Modification of Printed Boards and Electronic AssembliesDocument6 pagesRepair and Modification of Printed Boards and Electronic AssembliesArvind NangareNo ratings yet
- Wave Solder SPC Chart CalculatorDocument6 pagesWave Solder SPC Chart CalculatorsmtdrkdNo ratings yet
- Versaflow 3-45Document3 pagesVersaflow 3-45José Luis LMNo ratings yet
- J STD 004bwam1Document4 pagesJ STD 004bwam1cdealmeida0% (2)
- Clear-Com Intercom Systems (Manual)Document17 pagesClear-Com Intercom Systems (Manual)cash flowNo ratings yet
- Bga Rework Profile Development SheetDocument1 pageBga Rework Profile Development Sheetsmtdrkd100% (4)
- SMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachDocument30 pagesSMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachAnonymous HizOWFNo ratings yet
- Lecture 1 - Manufacturing Process and Process ControlDocument8 pagesLecture 1 - Manufacturing Process and Process Controlfrank_grimesNo ratings yet
- Lead-Free Alloy Profile SupplementDocument6 pagesLead-Free Alloy Profile SupplementVimal Kumar VarmaNo ratings yet
- DFM Assembly Guidelines1 PDFDocument25 pagesDFM Assembly Guidelines1 PDFselvakumarNo ratings yet
- Instructions For The 8D Problem Analysis Report: HeaderDocument117 pagesInstructions For The 8D Problem Analysis Report: HeaderisolongNo ratings yet
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDocument39 pagesEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- Generic Project Plan Template On ExcelDocument3 pagesGeneric Project Plan Template On Excelsmtdrkd100% (36)
- The Story of Spanish MossDocument10 pagesThe Story of Spanish MosssmtdrkdNo ratings yet
- The Story of Spanish MossDocument10 pagesThe Story of Spanish MosssmtdrkdNo ratings yet
- Stencil Design - 10 % Reduction RuleDocument1 pageStencil Design - 10 % Reduction RulesmtdrkdNo ratings yet
- Ph.d. Thesis On Modeling Imc Growth and SolderingDocument180 pagesPh.d. Thesis On Modeling Imc Growth and Solderingsmtdrkd100% (6)
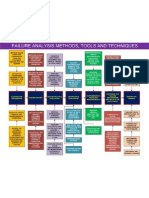
- Failure Analysis Tools, Techniques and Process FlowDocument1 pageFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Why Creation of Universe Is Not An AccidentDocument48 pagesWhy Creation of Universe Is Not An AccidentsmtdrkdNo ratings yet
- Area Ratio For Different SMT PartsDocument1 pageArea Ratio For Different SMT PartssmtdrkdNo ratings yet
- PCB Surface Finishes Presentation by MultekDocument54 pagesPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Fantastic TripDocument68 pagesFantastic Tripabiramikdevi100% (17)
- Greeting Card Calendar 2009Document1 pageGreeting Card Calendar 2009smtdrkdNo ratings yet
- SMCWP 001Document37 pagesSMCWP 001Wandyy GonçalvesNo ratings yet
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 pagesStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdNo ratings yet
- Land Pattern Parameters For Different Bga GeometriesDocument4 pagesLand Pattern Parameters For Different Bga Geometriessmtdrkd100% (1)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDocument8 pagesMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdNo ratings yet
- 24 Amazing Pictures of MoneyDocument15 pages24 Amazing Pictures of Moneysmtdrkd100% (1)
- E-Book Proof of Design DFM and Concurrent EngineeringDocument425 pagesE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Simple Project Management Template On ExcelDocument2 pagesSimple Project Management Template On Excelsmtdrkd100% (1)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 pagesStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdNo ratings yet
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocument43 pagesWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- PB Free Soldering Paper From MassechusettsDocument52 pagesPB Free Soldering Paper From Massechusettssmtdrkd100% (1)
- Lead Free Reliability Study by BoeingDocument23 pagesLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Impact of PB Free On Test and Inspection by TeradyneDocument3 pagesImpact of PB Free On Test and Inspection by TeradynesmtdrkdNo ratings yet
- Best Practices FactoryDocument207 pagesBest Practices FactorysmtdrkdNo ratings yet
- Carnatic Music Composition DatabaseDocument142 pagesCarnatic Music Composition Databasesmtdrkd86% (14)
- Andhragaaru RecipesDocument38 pagesAndhragaaru Recipessmtdrkd100% (5)
- Carnatic Music Composition DatabaseDocument142 pagesCarnatic Music Composition Databasesmtdrkd86% (14)
- Platinum™ VX: Installation and Operation ManualDocument160 pagesPlatinum™ VX: Installation and Operation ManualTu TranNo ratings yet
- Satellite L635 Detailed Product Specification: GenuineDocument4 pagesSatellite L635 Detailed Product Specification: GenuineRONALD_TVNo ratings yet
- Ds7100niq1 SeriesDocument93 pagesDs7100niq1 Seriesjoe abdulNo ratings yet
- Philips MCM 11 Service Manual PDFDocument79 pagesPhilips MCM 11 Service Manual PDFJoeri KerkhofNo ratings yet
- (2020.03) MAVIG Substructure TS1524 Installation Manual - IM - 5849373-1EN - 1 PDFDocument20 pages(2020.03) MAVIG Substructure TS1524 Installation Manual - IM - 5849373-1EN - 1 PDFsurarystanNo ratings yet
- Philips Lumileds L130 2580002011001 DatasheetDocument24 pagesPhilips Lumileds L130 2580002011001 DatasheetJosh MazonNo ratings yet
- 42HP16 Toshiba Manual de ServicioDocument89 pages42HP16 Toshiba Manual de ServicioDaniel AvecillaNo ratings yet
- Madp 011028 14150TDocument9 pagesMadp 011028 14150TDmk ChaitanyaNo ratings yet
- E MAX TIR Trip Indication Relay 2015Document4 pagesE MAX TIR Trip Indication Relay 2015Ryan McMaster0% (1)
- Ion HW GuideDocument80 pagesIon HW Guidebranko1980No ratings yet
- AirPrime HL7518 Product Technical Specification Rev14 0 PDFDocument48 pagesAirPrime HL7518 Product Technical Specification Rev14 0 PDFjdm81No ratings yet
- CD74HC4067, CD74HCT4067: High-Speed CMOS Logic 16-Channel Analog Multiplexer/DemultiplexerDocument15 pagesCD74HC4067, CD74HCT4067: High-Speed CMOS Logic 16-Channel Analog Multiplexer/DemultiplexerAndré OstrufkaNo ratings yet
- Product DT04 4P CE03.datasheetDocument5 pagesProduct DT04 4P CE03.datasheetDeepu ChaturvediNo ratings yet
- FTR-P4 - Ponte HDocument9 pagesFTR-P4 - Ponte HTiago LeonhardtNo ratings yet
- 1quotation of Solar Bridgelux LED Street Lights With High Lumen and Three-Year WarrantyDocument74 pages1quotation of Solar Bridgelux LED Street Lights With High Lumen and Three-Year WarrantyGm FixoralNo ratings yet
- Voltage Regulator Ic AP3968 DatasheetDocument15 pagesVoltage Regulator Ic AP3968 Datasheetkanthkk100% (1)
- Designed For Wet and Harsh Environments: Superior Performance & Price RatioDocument2 pagesDesigned For Wet and Harsh Environments: Superior Performance & Price RatioseabellNo ratings yet
- Legrand Inter Detector Dual 048806Document4 pagesLegrand Inter Detector Dual 048806FranciscoOlivaNo ratings yet
- Modicon M241 - TM241C24RDocument12 pagesModicon M241 - TM241C24Rfeinrae3No ratings yet
- Hydrofarm 2013 CatalogDocument308 pagesHydrofarm 2013 Catalognewworld146No ratings yet
- Miniature circuit breaker 10A D curve datasheetDocument2 pagesMiniature circuit breaker 10A D curve datasheetHapidz ErwinNo ratings yet
- SDT GW - SDT G2 4-15K, SDT G2 PLUS+ 4-6K - Quick Installation-ENDocument106 pagesSDT GW - SDT G2 4-15K, SDT G2 PLUS+ 4-6K - Quick Installation-ENVictor Castiñeira AlonsoNo ratings yet
- SJ1S-05BW - IDEC - Relay Socket PDFDocument2 pagesSJ1S-05BW - IDEC - Relay Socket PDFengesam2007No ratings yet
- Storage Options 53294 8CH DVR Instruction Manual v.1.7Document60 pagesStorage Options 53294 8CH DVR Instruction Manual v.1.7Fernando Ulises Alvarez RecinosNo ratings yet
- HVAC Specification For Variable Speed Drives V1.02Document20 pagesHVAC Specification For Variable Speed Drives V1.02michel_pardo2435No ratings yet
- DLW5BTM501TQ2Document246 pagesDLW5BTM501TQ2sivaram0% (1)
- DG41CN TechProdSpecDocument34 pagesDG41CN TechProdSpecjoparedesNo ratings yet
- Limit Switches XC Standard - XCKN2118P20Document9 pagesLimit Switches XC Standard - XCKN2118P20Alexsandro SerraNo ratings yet
- CSR8610 Full EngDocument109 pagesCSR8610 Full EngZaegorNo ratings yet
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- C++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingFrom EverandC++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingRating: 4 out of 5 stars4/5 (1)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- The Graphene Revolution: The Weird Science of the Ultra-thinFrom EverandThe Graphene Revolution: The Weird Science of the Ultra-thinRating: 4.5 out of 5 stars4.5/5 (4)
- Beginner's Guide to Reading Schematics, Fourth EditionFrom EverandBeginner's Guide to Reading Schematics, Fourth EditionRating: 3.5 out of 5 stars3.5/5 (10)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Digital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsFrom EverandDigital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsRating: 5 out of 5 stars5/5 (3)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)