You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Johnson Tiles Chennai QuoteDocument1 pageJohnson Tiles Chennai QuoteSeshagiri DeenadayaluNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Recommended Tools & Equipments - Version 1.1Document188 pagesRecommended Tools & Equipments - Version 1.1Seshagiri DeenadayaluNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- E Granthalaya1 BrochureDocument4 pagesE Granthalaya1 BrochureSeshagiri DeenadayaluNo ratings yet
- Urine Complete Examination: Colour Appearance PHDocument2 pagesUrine Complete Examination: Colour Appearance PHSeshagiri DeenadayaluNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Visual Basic NotesDocument115 pagesVisual Basic NotesSeshagiri DeenadayaluNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Sales BasicsDocument75 pagesSales BasicsSeshagiri DeenadayaluNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Business Plan - SouthEastRacing - LiveDocument34 pagesBusiness Plan - SouthEastRacing - LiveSeshagiri DeenadayaluNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- AS 2016 059 - Introduction of Terrano - AMT (Automatic Manual Transmission) PDFDocument4 pagesAS 2016 059 - Introduction of Terrano - AMT (Automatic Manual Transmission) PDFSeshagiri DeenadayaluNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- CWM Offer & Bond Amity BeDocument9 pagesCWM Offer & Bond Amity BeSeshagiri DeenadayaluNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Battary TesterDocument1 pageBattary TesterSeshagiri DeenadayaluNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Use of Tricks To Deceive Someone (Usually To Extract Money From Them)Document10 pagesThe Use of Tricks To Deceive Someone (Usually To Extract Money From Them)Seshagiri DeenadayaluNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- MODINE Service TrainingDocument37 pagesMODINE Service TrainingSeshagiri DeenadayaluNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Sample Appointment LetterDocument4 pagesSample Appointment LetterSeshagiri DeenadayaluNo ratings yet
- Form 19 For Trade Certificate AP RTODocument1 pageForm 19 For Trade Certificate AP RTOSeshagiri Deenadayalu50% (2)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Models:: 207 & ACE No: 569ZDocument6 pagesModels:: 207 & ACE No: 569ZSeshagiri DeenadayaluNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Bosch WS EquipmentDocument36 pagesBosch WS EquipmentSeshagiri DeenadayaluNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Target vs. ActualDocument69 pagesTarget vs. ActualSeshagiri DeenadayaluNo ratings yet
- Telcoline Only Dec 05Document8 pagesTelcoline Only Dec 05Seshagiri DeenadayaluNo ratings yet
- Frequently Asked Questions: BIO-DISCDocument4 pagesFrequently Asked Questions: BIO-DISCSeshagiri DeenadayaluNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ratio Analysis - DD1Document41 pagesRatio Analysis - DD1Seshagiri Deenadayalu100% (1)
- Power Flow in Transmission - Neutral ZFDocument25 pagesPower Flow in Transmission - Neutral ZFSeshagiri Deenadayalu100% (3)
- SC - 2005 - 35 Modified Oil StrainerDocument2 pagesSC - 2005 - 35 Modified Oil StrainerSeshagiri DeenadayaluNo ratings yet
- Circular On DB ValveDocument2 pagesCircular On DB ValveSeshagiri DeenadayaluNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- 2034Document1 page2034Seshagiri DeenadayaluNo ratings yet
- PDI ProcessDocument2 pagesPDI ProcessSeshagiri Deenadayalu100% (1)
- R Parts Stock StatusDocument22 pagesR Parts Stock StatusSeshagiri Deenadayalu100% (2)
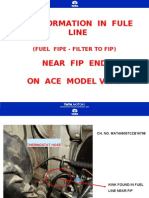
- Fuel Link - Kink Formation - ACEDocument6 pagesFuel Link - Kink Formation - ACESeshagiri DeenadayaluNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Exponential Heroes Rules Manual 2020Document22 pagesExponential Heroes Rules Manual 2020William E Woodcock100% (1)
- HDP Pipe and Fittings CatalougeDocument64 pagesHDP Pipe and Fittings CatalougeThiruvengadamNo ratings yet
- All On 4Document50 pagesAll On 4Juan Jose Stuven RodriguezNo ratings yet
- Freezers Product ListDocument8 pagesFreezers Product ListDoot McGrootNo ratings yet
- Maintenance and Lubrication Manual: Drill Carrier TC 5Document244 pagesMaintenance and Lubrication Manual: Drill Carrier TC 5cristianNo ratings yet
- Ea448 Manual enDocument4 pagesEa448 Manual enroozbehxoxNo ratings yet
- The Correlation of Central Corneal Thickness (CCT) To Degree of Myopia and Compare It With EmmetropesDocument4 pagesThe Correlation of Central Corneal Thickness (CCT) To Degree of Myopia and Compare It With EmmetropesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effective Use of A Bunsen BurnerDocument3 pagesEffective Use of A Bunsen BurnerAntonCrowley666No ratings yet
- Free Dump Don't Pay For It: JN0-1101.prepaway - Premium.exam.65qDocument21 pagesFree Dump Don't Pay For It: JN0-1101.prepaway - Premium.exam.65qMoe KaungkinNo ratings yet
- CSR of Infosys, P& G and ItcDocument18 pagesCSR of Infosys, P& G and ItcnageshalwaysNo ratings yet
- Surface Active Agents - Detergents - Determination of Cationic-Active Matter ContentDocument14 pagesSurface Active Agents - Detergents - Determination of Cationic-Active Matter ContenttuanphamNo ratings yet
- A3233q48 140313 V01 enDocument15 pagesA3233q48 140313 V01 enfreezsoli4576No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Plakabox BrochureDocument12 pagesPlakabox BrochurerajragavanNo ratings yet
- Smart Cities - A Case Study in Waste Monitoring and ManagementDocument10 pagesSmart Cities - A Case Study in Waste Monitoring and Managementfaris100% (1)
- Rule 8 Batter-Runner RunnerDocument9 pagesRule 8 Batter-Runner RunnerAl BareNo ratings yet
- Haynes 230 Alloy: Principal FeaturesDocument28 pagesHaynes 230 Alloy: Principal FeaturesMatheus DominguesNo ratings yet
- 0.6 - 1 KV MICA-XLPE-LSHF CAT A MC Rev.02Document19 pages0.6 - 1 KV MICA-XLPE-LSHF CAT A MC Rev.02Supakanit LimsowanNo ratings yet
- YC6L 中英文图册Document63 pagesYC6L 中英文图册api-3847557100% (2)
- Issa Components of Tactical ConditioningDocument37 pagesIssa Components of Tactical Conditioningamirreza jm100% (2)
- Essential Medical Supplies and EquipmentsDocument41 pagesEssential Medical Supplies and EquipmentsKashif BashirNo ratings yet
- Further Readings PDFDocument4 pagesFurther Readings PDFfuad hossainNo ratings yet
- Chapter 12 - Measuring Performance in OperationsDocument23 pagesChapter 12 - Measuring Performance in OperationsHAN LIEU GIANo ratings yet
- After 4000 RH & 2000 RH After 1000 RHDocument2 pagesAfter 4000 RH & 2000 RH After 1000 RHadeel ghouseNo ratings yet
- 12Document11 pages12ANK SHRINIVAASAN100% (1)
- Glycosides: Prepared by Asma ManzoorDocument94 pagesGlycosides: Prepared by Asma ManzoorAsma khanNo ratings yet
- Environmental AssessmentDocument119 pagesEnvironmental AssessmentSarahLukakuNo ratings yet
- N304DN/15 JUL/RBR-TBT: - Not For Real World NavigationDocument21 pagesN304DN/15 JUL/RBR-TBT: - Not For Real World NavigationFrancisco FortesNo ratings yet
- Randomization List H2B de (M A W)Document25 pagesRandomization List H2B de (M A W)Elaine SantosNo ratings yet
- Oxy IQ OxigenoDocument70 pagesOxy IQ OxigenoDavidNo ratings yet
- Shoulder Hypertrophy Specialization ProgramDocument3 pagesShoulder Hypertrophy Specialization ProgramEli Harris100% (1)
- The Voice of God: Experience A Life Changing Relationship with the LordFrom EverandThe Voice of God: Experience A Life Changing Relationship with the LordNo ratings yet