You might also like
- Test Data ParametersDocument2 pagesTest Data ParametersattiquejavaidNo ratings yet
- Bucking ExampleDocument2 pagesBucking ExampleattiquejavaidNo ratings yet
- Vectors, Gradient, Divergence and CurlDocument20 pagesVectors, Gradient, Divergence and CurlJuan Robinson100% (1)
- Time-Stepping Techniques: Zone of InfluenceDocument21 pagesTime-Stepping Techniques: Zone of InfluenceSsheshan PugazhendhiNo ratings yet
- How divergence and curl relate to floating on a riverDocument8 pagesHow divergence and curl relate to floating on a riverattiquejavaidNo ratings yet
- Days Session 1 Session 2 (Workshops)Document3 pagesDays Session 1 Session 2 (Workshops)attiquejavaidNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A Cost-Effective Design and Analysis of an LLC Resonant ConverterDocument8 pagesA Cost-Effective Design and Analysis of an LLC Resonant ConverterNguyễn Duy ThứcNo ratings yet
- Almera n16 Europa Idx-K9kDocument6 pagesAlmera n16 Europa Idx-K9kMARK llNo ratings yet
- Cmai c4 Gofer AsiaDocument5 pagesCmai c4 Gofer AsiacheemokNo ratings yet
- Cross Hole TestDocument13 pagesCross Hole TestLOVKESH SHIVANI 18210047No ratings yet
- Random VariablesDocument11 pagesRandom VariablesJoaquin MelgarejoNo ratings yet
- EMJ42003 2122S1 - Assignment 1 (Q)Document3 pagesEMJ42003 2122S1 - Assignment 1 (Q)Ishak HashimNo ratings yet
- TSB1380YGSDocument2 pagesTSB1380YGSlelopNo ratings yet
- NASA CEA Tutorial: Rocket Equilibrium and Frozen AnalysisDocument15 pagesNASA CEA Tutorial: Rocket Equilibrium and Frozen Analysispreetham108No ratings yet
- SimplAir EPL BrochureDocument12 pagesSimplAir EPL BrochureHfksosnaaoNo ratings yet
- 01 IM3131rev02 - ENGDocument18 pages01 IM3131rev02 - ENGAlejandro Pino GomezNo ratings yet
- Epoch Oper Eff vs. Drilling EffDocument41 pagesEpoch Oper Eff vs. Drilling EffBobby Worrawongwanna David WhuwanNo ratings yet
- Modelling of Subcooled Flow Boiling Heat Transfer of Water Through A Vertical Heated PipeDocument4 pagesModelling of Subcooled Flow Boiling Heat Transfer of Water Through A Vertical Heated PipeDr Mohammed AzharNo ratings yet
- Rev - Per Trends - Bonding-13-14-AnswersDocument5 pagesRev - Per Trends - Bonding-13-14-AnswersSukhNo ratings yet
- User Manual SonotraxDocument44 pagesUser Manual SonotraxerikaNo ratings yet
- Mitsubishi Electric PLFY-P VBM-E Service Manual EngDocument44 pagesMitsubishi Electric PLFY-P VBM-E Service Manual Engengenharia proclimaNo ratings yet
- BMC Brochure WebDocument4 pagesBMC Brochure WebVikram Pratap SinghNo ratings yet
- Rakchem Industries LLC - Steel Product ProfileDocument8 pagesRakchem Industries LLC - Steel Product ProfileRohith KommuNo ratings yet
- EPL Lab ManualDocument74 pagesEPL Lab ManualPrince Vineeth67% (3)
- Gissa Navira SevieDocument31 pagesGissa Navira SevieGissa SevieNo ratings yet
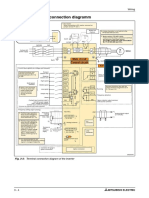
- Terminal Connection Diagramm WiringDocument3 pagesTerminal Connection Diagramm WiringTran LeNo ratings yet
- LNG Shipping Safety Fact SheetDocument6 pagesLNG Shipping Safety Fact SheetDenis RembrantNo ratings yet
- STUDENT_LISTDocument34 pagesSTUDENT_LISTShravan KumarNo ratings yet
- 05Document17 pages05Andreas StathatosNo ratings yet
- PLC-controlled Stepper Motor Drive For NC PositionDocument10 pagesPLC-controlled Stepper Motor Drive For NC PositiondeoarshiNo ratings yet
- Horizontal Barriers For Controlling Water ConingDocument8 pagesHorizontal Barriers For Controlling Water ConingBahman MatouriNo ratings yet
- Notice: Consumer Products Energy Conservation Program: Daikin U.S. Corp. Residential Air Conditioner and Heat Pump Procedures WaiverDocument6 pagesNotice: Consumer Products Energy Conservation Program: Daikin U.S. Corp. Residential Air Conditioner and Heat Pump Procedures WaiverJustia.comNo ratings yet
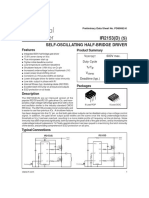
- Self-Oscillating Half-Bridge Driver Preliminary Data SheetDocument9 pagesSelf-Oscillating Half-Bridge Driver Preliminary Data Sheetamijoski6051No ratings yet
- Electronic Fuel Injection: Basic System PartsDocument4 pagesElectronic Fuel Injection: Basic System PartsSantosh TrimbakeNo ratings yet