You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bgas Question and AnswerDocument25 pagesBgas Question and AnswerMohammad Aamir Perwaiz94% (16)
- Dedesign Consideration For City HallDocument8 pagesDedesign Consideration For City HallShawul Gulilat50% (4)
- HH 102Document100 pagesHH 102ROBERSON ROMERÒ100% (6)
- Trading InfoDocument7 pagesTrading InfoMohammad Aamir PerwaizNo ratings yet
- Scanner LinkDocument2 pagesScanner LinkMohammad Aamir PerwaizNo ratings yet
- Scanner LinkDocument2 pagesScanner LinkMohammad Aamir PerwaizNo ratings yet
- OUFT Fibonacci Ratio FinalDocument35 pagesOUFT Fibonacci Ratio FinalMohammad Aamir Perwaiz100% (1)
- Office 365 For End Users PDFDocument287 pagesOffice 365 For End Users PDFMohammad Aamir Perwaiz100% (1)
- GP 00-01-ETP Introduction Document PDFDocument20 pagesGP 00-01-ETP Introduction Document PDFMohammad Aamir PerwaizNo ratings yet
- Surface Imperfection RequirementsDocument5 pagesSurface Imperfection RequirementsMohammad Aamir PerwaizNo ratings yet
- Welcome - Bienvenidos - Dobro Pozhalovat Bruchem Habayim - G'day - WitajcieDocument41 pagesWelcome - Bienvenidos - Dobro Pozhalovat Bruchem Habayim - G'day - WitajcieMohammad Aamir PerwaizNo ratings yet
- SP1246 Part-5 PDFDocument23 pagesSP1246 Part-5 PDFMohammad Aamir Perwaiz100% (1)
- Welding Consumables Approved Suppliers List PDFDocument2 pagesWelding Consumables Approved Suppliers List PDFMohammad Aamir PerwaizNo ratings yet
- Irca 2245 - Qms A - LaDocument14 pagesIrca 2245 - Qms A - LaNagamuthu PandianNo ratings yet
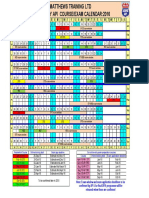
- Calendar 2016Document2 pagesCalendar 2016Mohammad Aamir PerwaizNo ratings yet
- Additional API 571 Practice Questions Flashcards - QuizletDocument4 pagesAdditional API 571 Practice Questions Flashcards - QuizletMohammad Aamir Perwaiz100% (1)
- Ges 00301Document53 pagesGes 00301Mohammad Aamir PerwaizNo ratings yet
- GES019Document63 pagesGES019Mohammad Aamir PerwaizNo ratings yet
- Nenutec - NVCB 92065Document4 pagesNenutec - NVCB 92065Oanh NguyenNo ratings yet
- New Quito International Airport ProcuremDocument6 pagesNew Quito International Airport ProcuremCarlos SilvaNo ratings yet
- STRONAL 9010 StrontiumDocument2 pagesSTRONAL 9010 StrontiumMitra HelmetNo ratings yet
- Manual Valves vs. Automatic Flow Limiting Valves - Griswold Controls - 2022Document7 pagesManual Valves vs. Automatic Flow Limiting Valves - Griswold Controls - 2022Vince DavidNo ratings yet
- Bamboo As A Construction Material Ijariie3659Document7 pagesBamboo As A Construction Material Ijariie3659IT'S MY DREAMNo ratings yet
- LEVEL GAUGE DATASHEET-Rev.ADocument8 pagesLEVEL GAUGE DATASHEET-Rev.Asugeng wahyudiNo ratings yet
- Why Don't We Deduct The Steel Volume While Calculating The Concrete Volume in RCC StructuresDocument5 pagesWhy Don't We Deduct The Steel Volume While Calculating The Concrete Volume in RCC StructuressitaracommercialcomplexNo ratings yet
- SCE - Innovative Design of Storage Bins: #Think DifferentDocument21 pagesSCE - Innovative Design of Storage Bins: #Think DifferentMALELA70No ratings yet
- Kfseriesfballvalves KF Series P3 Ball Valves: Superior Fluid Control ProductsDocument20 pagesKfseriesfballvalves KF Series P3 Ball Valves: Superior Fluid Control Productsdiego aguilarNo ratings yet
- Types of Pipes and Their UsesDocument8 pagesTypes of Pipes and Their UsesMENDOZA Marie GenielleNo ratings yet
- Astm A761Document8 pagesAstm A761Carlos Andres Caballero ReyesNo ratings yet
- RomanDocument14 pagesRomanbharat vermaNo ratings yet
- Waterproofing in ToiletDocument11 pagesWaterproofing in ToiletchaityaNo ratings yet
- IHC Merwede: Case StudyDocument2 pagesIHC Merwede: Case StudytsaipeterNo ratings yet
- 04 Barriers Parapets RailingsDocument36 pages04 Barriers Parapets RailingsTheDark Lord100% (1)
- 02 Sleeper Pads For Ballasted Tracks PDFDocument16 pages02 Sleeper Pads For Ballasted Tracks PDFSzabolcs Attila KöllőNo ratings yet
- KPMG Audit of Memorial Gardens' ProjectDocument20 pagesKPMG Audit of Memorial Gardens' ProjectNorthbaynuggetNo ratings yet
- Development of A Device For Brazing Copper Pipes in HVAC InstallationsDocument8 pagesDevelopment of A Device For Brazing Copper Pipes in HVAC InstallationsJournal of Interdisciplinary PerspectivesNo ratings yet
- Katalog 2020 enDocument148 pagesKatalog 2020 enAlejandro BoccoNo ratings yet
- Troubleshooting The Positive Displacement RotaryDocument4 pagesTroubleshooting The Positive Displacement Rotaryابو المعالي الهمامNo ratings yet
- Stanley CatalogueDocument33 pagesStanley Cataloguetechb neoNo ratings yet
- BG153 Rev 1Document1 pageBG153 Rev 1SyNo ratings yet
- Concrete Bleeding Good or Bad - tcm45-348530Document2 pagesConcrete Bleeding Good or Bad - tcm45-348530Chris YangNo ratings yet
- Manual For Design Using Etabs PDFDocument46 pagesManual For Design Using Etabs PDFPankaj Sardana100% (1)
- Complete ComparisonDocument22 pagesComplete ComparisonMalcolm DadinaNo ratings yet
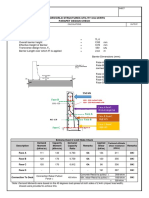
- Motorworld Structures Utility Culverts Parapet Design Check: MM MM 1070 TL-5 1330Document1 pageMotorworld Structures Utility Culverts Parapet Design Check: MM MM 1070 TL-5 1330Jemicah YumenaNo ratings yet
- Modelling of Structures and Numerical SimulationDocument17 pagesModelling of Structures and Numerical SimulationObinna ObiefuleNo ratings yet
- Monitoring Shop Drawing MVACDocument2 pagesMonitoring Shop Drawing MVACEko Indra SaputraNo ratings yet