You might also like
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Wasteless Economic Method of Production of Phenol and AcetoneDocument14 pagesWasteless Economic Method of Production of Phenol and AcetoneSiswand BIn Mohd AliNo ratings yet
- First Review Report On Production of Phenol: Done by GuideDocument27 pagesFirst Review Report On Production of Phenol: Done by GuideRuban RkNo ratings yet
- Hydrogenation of Fatty Acid Methyl Esters To FattyDocument9 pagesHydrogenation of Fatty Acid Methyl Esters To FattyYulius Harmawan Setya PratamaNo ratings yet
- Production of Isopropyl Palmitate-Experimental StudiesDocument12 pagesProduction of Isopropyl Palmitate-Experimental Studiesikaw_3No ratings yet
- Chemical Kinetics On Thermal Decompositions of CumeneDocument8 pagesChemical Kinetics On Thermal Decompositions of CumeneMario Alonso Velasquez FlorezNo ratings yet
- Side ReactionsDocument22 pagesSide ReactionsAna Mariel VenturaNo ratings yet
- Lecture 18: Isopropanol and Acetone From Propylene: Module 3: PetrochemicalsDocument2 pagesLecture 18: Isopropanol and Acetone From Propylene: Module 3: Petrochemicalsshamsullah hamdardNo ratings yet
- Report 1Document2 pagesReport 1Shafiq AhmadNo ratings yet
- 0910 4 AbsDocument9 pages0910 4 AbsEngr Muhammad AqibNo ratings yet
- Excess Methanol RecoveryDocument6 pagesExcess Methanol RecoverySteven Putra HalimNo ratings yet
- Phenols in FuelDocument12 pagesPhenols in Fuelvzimak2355No ratings yet
- Ethylene Oxide AppDocument2 pagesEthylene Oxide AppSyifa AnggrainiNo ratings yet
- Types of Phenol Manufacturing ProcessDocument4 pagesTypes of Phenol Manufacturing ProcessIsma AzraNo ratings yet
- MEK in School SecondDocument13 pagesMEK in School Secondifiok100% (1)
- Cyclohexane PDFDocument14 pagesCyclohexane PDFsushant kadamNo ratings yet
- Report 0Document19 pagesReport 0Joseph OrjiNo ratings yet
- EnnnDocument9 pagesEnnnSajid AliNo ratings yet
- Production of Acrylic Acid Form Propylene: University Institute of Engineering Department of Chemical EngineeringDocument41 pagesProduction of Acrylic Acid Form Propylene: University Institute of Engineering Department of Chemical EngineeringGaurav Spencer67% (3)
- Phenol PlantDocument33 pagesPhenol PlantrakeshNo ratings yet
- Butene-1: Trans-2-Butene, Isobutylene, and ButadieneDocument1 pageButene-1: Trans-2-Butene, Isobutylene, and ButadieneYESIKBMARTIN100% (1)
- Wacker ProcessDocument5 pagesWacker ProcessSadiq Basha100% (1)
- A Project Report Submitted By: in Partial Fulfilment For The Award of The DegreeDocument91 pagesA Project Report Submitted By: in Partial Fulfilment For The Award of The DegreeHari BharathiNo ratings yet
- Styrene From Ethane and BenzeneDocument6 pagesStyrene From Ethane and BenzeneAmy Puah100% (2)
- CH3-CH-OH CoohDocument105 pagesCH3-CH-OH CoohAniket GawdeNo ratings yet
- Market SurveyDocument4 pagesMarket SurveyGenesis LowNo ratings yet
- Art:10 1134/S0965544111010038Document10 pagesArt:10 1134/S0965544111010038CátiaLuzNo ratings yet
- Propane Dehydrogenation in Modified Membrane Porous ReactorDocument7 pagesPropane Dehydrogenation in Modified Membrane Porous ReactorNoezran AzwarNo ratings yet
- Pichia FermentationDocument11 pagesPichia FermentationmicromanpNo ratings yet
- Modeling of Growth and Energy Metabolism of Pichia Pastoris Producing A Fusion ProteinDocument9 pagesModeling of Growth and Energy Metabolism of Pichia Pastoris Producing A Fusion ProteinHari MenonNo ratings yet
- Cumene A PDFDocument4 pagesCumene A PDFdanena88No ratings yet
- CHAPTER 3 (v3) - ETHYLENE BASED PRODUCTIONDocument46 pagesCHAPTER 3 (v3) - ETHYLENE BASED PRODUCTIONAleeya KamalNo ratings yet
- MSC Hydrogenation Plant Using Aspen HYSYS 2006Document159 pagesMSC Hydrogenation Plant Using Aspen HYSYS 2006EstebanCastellanosBorreroNo ratings yet
- Acetone PDFDocument118 pagesAcetone PDFNhn Neen100% (1)
- Report BTPDocument47 pagesReport BTPvpsrpuchNo ratings yet
- N-Butane To Maleic AnhydrideDocument6 pagesN-Butane To Maleic AnhydrideNomeacuerdo Yo MismoNo ratings yet
- Toluene Toluene Toluene Hydrogen Chromium PlatinumDocument6 pagesToluene Toluene Toluene Hydrogen Chromium PlatinumBerry101No ratings yet
- Cumene ProductionDocument26 pagesCumene ProductionAMOGH JHANWARNo ratings yet
- Product Capsule Cumene/Phenol/Acetone: MarketworksDocument7 pagesProduct Capsule Cumene/Phenol/Acetone: MarketworksKevin L. BoyleNo ratings yet
- Nicholas Oligomerization PDFDocument16 pagesNicholas Oligomerization PDFTanase DianaNo ratings yet
- CSTRDocument11 pagesCSTRfarahanisiliasNo ratings yet
- Production of MTBE Using Reactive DistilDocument4 pagesProduction of MTBE Using Reactive DistilIndraNo ratings yet
- Peroxo Compounds, InorganicDocument32 pagesPeroxo Compounds, InorganicKilsys AlvaradoNo ratings yet
- CEPSA Good Reference For ZeoliteDocument29 pagesCEPSA Good Reference For Zeolitedie_1No ratings yet
- Presentation CumeneDocument39 pagesPresentation CumeneBis ChemNo ratings yet
- Fundamentals of MasstransferandkineticshydrogenationDocument14 pagesFundamentals of MasstransferandkineticshydrogenationRamandhaPrasetyaAdibrataNo ratings yet
- CumeneDocument5 pagesCumeneNasmiyeth Rodriguez VittaNo ratings yet
- Styrene Production Plant Dwsim FlowsheetDocument11 pagesStyrene Production Plant Dwsim FlowsheetmurtadaNo ratings yet
- LECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene OxideDocument7 pagesLECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene Oxideمحمود محمدNo ratings yet
- Overall Flowsheet Simulation Benzene Cyclohexane TW6Document7 pagesOverall Flowsheet Simulation Benzene Cyclohexane TW6Mitesh ParmarNo ratings yet
- CumeneDocument21 pagesCumeneDiv SavaliyaNo ratings yet
- Ethylene 2520oxide Methods 2520of 2520productionDocument25 pagesEthylene 2520oxide Methods 2520of 2520productionmartin_2104No ratings yet
- Ionic Liquids in Lipid Processing and Analysis: Opportunities and ChallengesFrom EverandIonic Liquids in Lipid Processing and Analysis: Opportunities and ChallengesXuebing XuNo ratings yet
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsFrom EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Ion Exchange TechnologyFrom EverandIon Exchange TechnologyF.C. NachodNo ratings yet
- Postgraduate: STUDY 2015-16Document17 pagesPostgraduate: STUDY 2015-16Uzair WahidNo ratings yet
- Dear Sir, I Am An International Student Currently Doing Masters in Chemical and Energy Engineering at G. I Would Like To Do Some Job As in The Summer Vacations and Gain Some Work ExperienceDocument1 pageDear Sir, I Am An International Student Currently Doing Masters in Chemical and Energy Engineering at G. I Would Like To Do Some Job As in The Summer Vacations and Gain Some Work ExperienceUzair WahidNo ratings yet
- Otto-von-Guericke-Universität Magdeburg Fakultät Für Verfahrens-Und Systemtechnik Modulhandbuch Chemical and Energy Engineering (Module Handbook) Wahlpflichtfächer (Selective Subjects)Document36 pagesOtto-von-Guericke-Universität Magdeburg Fakultät Für Verfahrens-Und Systemtechnik Modulhandbuch Chemical and Energy Engineering (Module Handbook) Wahlpflichtfächer (Selective Subjects)Uzair WahidNo ratings yet
- Wroclaw University Fact SheetDocument10 pagesWroclaw University Fact SheetUzair WahidNo ratings yet
- Master Programme: Chemical and Energy EngineeringDocument2 pagesMaster Programme: Chemical and Energy EngineeringUzair WahidNo ratings yet
- Total Rs (Within Due Date) : Total Rs (Within Due Date) : Total Rs (Within Due Date) : Total Rs (Within Due Date)Document1 pageTotal Rs (Within Due Date) : Total Rs (Within Due Date) : Total Rs (Within Due Date) : Total Rs (Within Due Date)Uzair WahidNo ratings yet
- Faculty of Process and Systems Engineering Study RegulationsDocument8 pagesFaculty of Process and Systems Engineering Study RegulationsUzair WahidNo ratings yet
- Int Scholarship App 6march2014Document7 pagesInt Scholarship App 6march2014Uzair WahidNo ratings yet
- Pakistan: Postcode Postcode Type and PositionDocument1 pagePakistan: Postcode Postcode Type and PositionUzair WahidNo ratings yet
- Testo TemperatureDocument86 pagesTesto TemperatureUzair WahidNo ratings yet
- Process Design of Distillation ColumnDocument22 pagesProcess Design of Distillation ColumnUzair WahidNo ratings yet
- Master's Degree Programme (120 ECTS) Faculty Annual Tuition Fees (60 ECTS)Document5 pagesMaster's Degree Programme (120 ECTS) Faculty Annual Tuition Fees (60 ECTS)Uzair WahidNo ratings yet
- Fire and Explosion Codes and Standards: SubjectDocument1 pageFire and Explosion Codes and Standards: SubjectUzair WahidNo ratings yet
- CorrosionDocument25 pagesCorrosionUzair WahidNo ratings yet
- Cap CostDocument1 pageCap CostUzair WahidNo ratings yet
- Gas Nitriding and Ferritic Nitrocarburizing - Nitriding SolutionsDocument8 pagesGas Nitriding and Ferritic Nitrocarburizing - Nitriding SolutionsCharlie BondNo ratings yet
- Separation TechniquesDocument4 pagesSeparation TechniquesNicola Faye BronNo ratings yet
- Classification of Nanomaterials, The Four Main Types of Intentionally Produced NanomaterialsDocument5 pagesClassification of Nanomaterials, The Four Main Types of Intentionally Produced NanomaterialssivaenotesNo ratings yet
- CapasitorDocument19 pagesCapasitorDiego QuirogaNo ratings yet
- Chapter Three: Engine CyclesDocument45 pagesChapter Three: Engine Cyclesapeff97No ratings yet
- A New Improved Formula For Calculating Trashrack LossesDocument8 pagesA New Improved Formula For Calculating Trashrack LossesNikom KraitudNo ratings yet
- Bulletin RHIDocument76 pagesBulletin RHIwaqasaziz786No ratings yet
- JBT GreenDocument3 pagesJBT GreenRagu VenkatNo ratings yet
- Diatomaceous Earth PDFDocument4 pagesDiatomaceous Earth PDFYan YanNo ratings yet
- Lysol Brand III Disinfectant All Purpose Cleaner 4 in 1 US EnglishDocument7 pagesLysol Brand III Disinfectant All Purpose Cleaner 4 in 1 US EnglishpatelpiyushbNo ratings yet
- Aakash Rank Booster Test Series For NEET Aakash Rank Booster Test Series For NEET-2020 2020Document12 pagesAakash Rank Booster Test Series For NEET Aakash Rank Booster Test Series For NEET-2020 2020VedNo ratings yet
- Sifl Internship ReportDocument28 pagesSifl Internship ReportSherin SipriNo ratings yet
- LaMotte 1756 Fluoride Tracer PockeTester InstructionsDocument16 pagesLaMotte 1756 Fluoride Tracer PockeTester InstructionsPromagEnviro.comNo ratings yet
- Soil Report MSI 14 041Document41 pagesSoil Report MSI 14 041frog15No ratings yet
- CHEM1Document1 pageCHEM1Cheena Francesca LucianoNo ratings yet
- FireworX Conventional Compatibility IndexDocument13 pagesFireworX Conventional Compatibility IndexFernando CamposNo ratings yet
- Access EngineeringDocument11 pagesAccess EngineeringDeepakNathNo ratings yet
- Fluorescence N PhosphorescenceDocument14 pagesFluorescence N Phosphorescenceanon_543130923No ratings yet
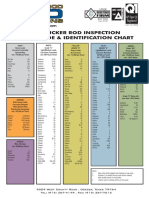
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocument1 pagePermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78No ratings yet
- Compaction & ConsolidationDocument9 pagesCompaction & ConsolidationChandrashekhar SinghNo ratings yet
- Manual VentsimDocument317 pagesManual VentsimLuisito Gutierrez HuamanNo ratings yet
- Aggregates Lab Report PDFDocument5 pagesAggregates Lab Report PDFcharishma takkallapalliNo ratings yet
- Coursematerial ZawarDocument172 pagesCoursematerial ZawarSanjay Singh0% (1)
- Free Particle PropagatorDocument2 pagesFree Particle PropagatorstephenbankesNo ratings yet
- 2nd Physical Science ExamDocument3 pages2nd Physical Science ExamJokaymick LacnoNo ratings yet
- Roof Bolting AKMDocument81 pagesRoof Bolting AKMNutan PrakashNo ratings yet
- TmaDocument5 pagesTmaShan Dela VegaNo ratings yet
- Physics Folio... Simple2 Yg MungkinDocument15 pagesPhysics Folio... Simple2 Yg MungkinMuhammad HaikalNo ratings yet
- Koel Colours FINALDocument20 pagesKoel Colours FINALShruti Lovekar100% (1)