You might also like
- Diagrama de Flujo Del Proceso de Producción de LadrillosDocument6 pagesDiagrama de Flujo Del Proceso de Producción de LadrillosAdriel Louis100% (1)
- ARCILLASDocument21 pagesARCILLASSantiago OlivaresNo ratings yet
- Proceso de FabricaciónDocument3 pagesProceso de FabricaciónFrank RodriguezNo ratings yet
- Proceso de Fabricación de CeramicasDocument3 pagesProceso de Fabricación de Ceramicasdaniel2593No ratings yet
- Fabricacion de Ladrillos IIIDocument27 pagesFabricacion de Ladrillos IIIElvis Palli PonceNo ratings yet
- Flujo Del Proceso Productivo y Escalas de ProduccionDocument14 pagesFlujo Del Proceso Productivo y Escalas de ProducciontecmecindedjhersanNo ratings yet
- Trabajo Práctico 2 - Lilian GiménezDocument17 pagesTrabajo Práctico 2 - Lilian GiménezOlga Zoraida Diaz de GimenezNo ratings yet
- Proceso Productivo de La CerámicaDocument7 pagesProceso Productivo de La CerámicaCarlitos Sánchez Calla50% (2)
- Fabricación Del Cemento - Vía Seca y Húmeda Enero 2012Document78 pagesFabricación Del Cemento - Vía Seca y Húmeda Enero 2012Andres Felipe Buitrago100% (1)
- Ceramica de RecubrimientoDocument20 pagesCeramica de Recubrimientoروبن داریوشNo ratings yet
- Fabricacion de La CeramicaDocument7 pagesFabricacion de La CeramicaRoberto MamaniNo ratings yet
- Identificacion IPERDocument8 pagesIdentificacion IPERHeidy IndiraNo ratings yet
- Procesos y Produccion Industria de Los CeramicosDocument4 pagesProcesos y Produccion Industria de Los CeramicosRoger Zelada MoralesNo ratings yet
- Fabricación de LadrillosDocument18 pagesFabricación de LadrillosrayNo ratings yet
- Etapas Del Proceso de Producción de Cemento 2Document9 pagesEtapas Del Proceso de Producción de Cemento 2Gabriel Castro CamposNo ratings yet
- Proceso de Fabricación de La CerámicaDocument3 pagesProceso de Fabricación de La CerámicaWilfredo Imanol Tenorio CocaNo ratings yet
- Proceso de Fabricación de Materiales CerámicosDocument7 pagesProceso de Fabricación de Materiales CerámicosJezux Aurelio VazkxNo ratings yet
- Trabajo de Refractarios-FabricacionDocument33 pagesTrabajo de Refractarios-FabricacionsuhailgarciaNo ratings yet
- Fabrica GreqDocument7 pagesFabrica Greqyonel olano medinaNo ratings yet
- Proceso de Fabricación de CementoDocument2 pagesProceso de Fabricación de CementoedgaranibalNo ratings yet
- Etapas y Equipos Proceso CementoDocument14 pagesEtapas y Equipos Proceso Cementojuanmezavillanueva100% (1)
- Pétreos Artificiales Por CocciónDocument60 pagesPétreos Artificiales Por CocciónjackfroxNo ratings yet
- Proceso de FabricacionDocument8 pagesProceso de FabricacionMichelle LunaNo ratings yet
- Proceso de Fabricacion de La CeramicaDocument26 pagesProceso de Fabricacion de La CeramicaRamsés Tonatiuh100% (5)
- Practica Calificada de Laboratorio #11Document13 pagesPractica Calificada de Laboratorio #11Mauricio Chuls LandcasterNo ratings yet
- Estudio PlanificacionDocument103 pagesEstudio PlanificacionplevanosNo ratings yet
- Ceramica en BrutoDocument18 pagesCeramica en BrutolimbergalexNo ratings yet
- Informe de MermasDocument11 pagesInforme de MermasDaniel Sanchez VasquesNo ratings yet
- Fabricacion de Las Unidades de AlbañileriaDocument41 pagesFabricacion de Las Unidades de AlbañileriaHeavi Alvites Mantari100% (1)
- Cimco CeramicaDocument9 pagesCimco CeramicaFerNo ratings yet
- Visitas LadrillerasDocument4 pagesVisitas LadrillerasAlex Ruiz ZeladaNo ratings yet
- Proceso Productivo Del LadrilloDocument9 pagesProceso Productivo Del LadrilloSonyaChombaAcuñaNo ratings yet
- Informe Diagrama Ishgicawa en Fabricacion de LadrillosDocument10 pagesInforme Diagrama Ishgicawa en Fabricacion de LadrillosNicole HuaytallaNo ratings yet
- El Proceso de Fabricación Del Cemento Se Inicia en Las Canteras Con La Extracción de Las Materias PrimasDocument6 pagesEl Proceso de Fabricación Del Cemento Se Inicia en Las Canteras Con La Extracción de Las Materias PrimasSilvana PalominoNo ratings yet
- Molienda de CementoDocument11 pagesMolienda de Cementosebastián AcNo ratings yet
- Molienda de EsmaltesDocument41 pagesMolienda de EsmaltesAntonio DiezNo ratings yet
- Proceso de Elaboración LadrillosDocument4 pagesProceso de Elaboración LadrillosAngela María SucasacaNo ratings yet
- Definicion y Elaboracion CementoDocument18 pagesDefinicion y Elaboracion CementoSaul QuispichoNo ratings yet
- Informe Sobre La Fabricación Del CementoDocument6 pagesInforme Sobre La Fabricación Del CementoEielson Blair Quiroga HuamanNo ratings yet
- Trabajo TecnologiaDocument12 pagesTrabajo TecnologiaAlex Sanchez HerreraNo ratings yet
- Unidad Iii Cemento 2Document13 pagesUnidad Iii Cemento 2Gigliola C.No ratings yet
- Ladrillos de Arcilla y ConcretoDocument7 pagesLadrillos de Arcilla y ConcretoJhorddy Herrera LaurencioNo ratings yet
- Ceramicas Tema 3Document10 pagesCeramicas Tema 3DavRodxNo ratings yet
- Proceso de Obtencion de CeramicaDocument10 pagesProceso de Obtencion de CeramicaLuis SantillanoNo ratings yet
- Ceramica Ahorro de EnergiaDocument28 pagesCeramica Ahorro de EnergiaIsaac-Paola ThompsonNo ratings yet
- ECUACERÁMICADocument10 pagesECUACERÁMICAGabriel GutierrezNo ratings yet
- Proceso de Fabricación de Ladrillos Hechos A Mano y Cocción A LeñaDocument19 pagesProceso de Fabricación de Ladrillos Hechos A Mano y Cocción A LeñaVictor Hugo ChoqueNo ratings yet
- Tecnología Del ConcretoDocument15 pagesTecnología Del ConcretoJoshua PalaciosNo ratings yet
- Proceso de Fabricación de Ladrillos de Arcilla CocidaDocument7 pagesProceso de Fabricación de Ladrillos de Arcilla Cocidadark_yeik_xdNo ratings yet
- Fabricacion de LadrillosDocument15 pagesFabricacion de LadrillosCHRISTIAN DAVID CHAVEZ CALERONo ratings yet
- Procesamiento de Materiales CerámicosDocument4 pagesProcesamiento de Materiales Cerámicosvalentina sanchez100% (1)
- Fabricacion de RefractariosDocument55 pagesFabricacion de Refractarioswuinder suberoNo ratings yet
- El Cemento UnivalleDocument57 pagesEl Cemento UnivalleFelipe ParamoNo ratings yet
- Proceso de Obtencion de La CeramicaDocument10 pagesProceso de Obtencion de La CeramicaLuis SantillanoNo ratings yet
- Cemento Portland Tipo 1.Ppt JaDocument4 pagesCemento Portland Tipo 1.Ppt JaNelsonSaavedraNo ratings yet
- Diagramas y Equipos Del ProcesoDocument21 pagesDiagramas y Equipos Del Procesopablito_huelvaNo ratings yet
- Semana 6. (CE-442) .Cerámica II - 2020-IIDocument57 pagesSemana 6. (CE-442) .Cerámica II - 2020-IIOlmedo Aedo HUYHUA ACEVEDONo ratings yet
- Fabricación de granulados de corcho en plancha. MAMA0309From EverandFabricación de granulados de corcho en plancha. MAMA0309No ratings yet
- Pastas, morteros, adhesivos y hormigones. EOCB0108From EverandPastas, morteros, adhesivos y hormigones. EOCB0108No ratings yet
- Mapa Conceptual VinceDocument1 pageMapa Conceptual VinceRous MąbNo ratings yet
- Superficie de MaterialesDocument2 pagesSuperficie de MaterialesRous MąbNo ratings yet
- Tercer Examen Supervisor SsomaDocument3 pagesTercer Examen Supervisor SsomaRous MąbNo ratings yet
- Laboratorio CeramicosDocument4 pagesLaboratorio CeramicosRous MąbNo ratings yet
- Proceso FCAWDocument6 pagesProceso FCAWRous MąbNo ratings yet
- Problemas Selección de Materiales-1Document15 pagesProblemas Selección de Materiales-1Rous MąbNo ratings yet
- Ensayo Durea LeebDocument7 pagesEnsayo Durea LeebRous MąbNo ratings yet
- Ficha Técnica SIO 2 FLUMO (Es)Document3 pagesFicha Técnica SIO 2 FLUMO (Es)Rous MąbNo ratings yet
- Fibras de PetDocument3 pagesFibras de PetRous MąbNo ratings yet
- Catalogo Precios 2017Document29 pagesCatalogo Precios 2017Alberto MarNo ratings yet
- Monografia Del FormaldehidoDocument6 pagesMonografia Del FormaldehidoYanira CParedesNo ratings yet
- Hoja de Metrados Losa DeportivaDocument6 pagesHoja de Metrados Losa DeportivaANGELANo ratings yet
- Ao-Para Exposicion UltimoDocument29 pagesAo-Para Exposicion UltimoFernandoCastilloAriza100% (1)
- Sistema de AlimentaciónDocument42 pagesSistema de AlimentaciónDante Eliezer Mora FariasNo ratings yet
- Obtencion Del MetanoDocument5 pagesObtencion Del MetanodilsaNo ratings yet
- HT Mapelastic SmartDocument6 pagesHT Mapelastic SmartOscar AnicamaNo ratings yet
- Especificación TécnicaDocument142 pagesEspecificación TécnicaJORGE HUARAYA100% (1)
- Sistema Centralizado de Agua CalienteDocument24 pagesSistema Centralizado de Agua Calientehector117No ratings yet
- Métodos de Prueba Estándar para El SecadoDocument7 pagesMétodos de Prueba Estándar para El SecadoChuy Lopes SdNo ratings yet
- UNIDAD-2-ESTRUCTURA de Los MaterialesDocument65 pagesUNIDAD-2-ESTRUCTURA de Los MaterialesIzdarely Reyna100% (2)
- Precios y Cantidades de Recursos Requeridos Por Tipo: PáginaDocument1 pagePrecios y Cantidades de Recursos Requeridos Por Tipo: PáginaJohn Paúl Collazos CamposNo ratings yet
- Trabajo Taller Evaluativo II CorteDocument9 pagesTrabajo Taller Evaluativo II Corteangela mariaNo ratings yet
- Protocolo de Seguridad de Talleres y Laboratorios de La Facultad de Arquitectura y DiseñoDocument25 pagesProtocolo de Seguridad de Talleres y Laboratorios de La Facultad de Arquitectura y Diseñoshirley Urteaga Cachay100% (1)
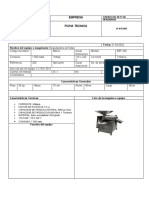
- Ficha Tecnica (Maquina, Herramienta, Equipo)Document8 pagesFicha Tecnica (Maquina, Herramienta, Equipo)Gustavo BravoNo ratings yet
- Revisión de Oficial Proyecto Harina de Quinua 1Document177 pagesRevisión de Oficial Proyecto Harina de Quinua 1andreita.12082019No ratings yet
- Remediacion de Suelos Contaminados Por HidrocarburosDocument18 pagesRemediacion de Suelos Contaminados Por HidrocarburosTefy SiñaNo ratings yet
- Metodología INRSDocument7 pagesMetodología INRSPabloLscBonillaNo ratings yet
- 1 3-MetalesDocument67 pages1 3-MetalessantiagoNo ratings yet
- Puesta A Tierra PDFDocument10 pagesPuesta A Tierra PDFJuan José CucchiNo ratings yet
- Ejercicios Bloque 6 Carga FabrilDocument9 pagesEjercicios Bloque 6 Carga FabrilSOfiiz D LaUtherNo ratings yet
- CobreDocument6 pagesCobreDhana PamelaNo ratings yet
- Constru de Estructura MetalicaDocument116 pagesConstru de Estructura MetalicaJhon IbarraIbarra100% (1)
- Caracteristicas de CarpasDocument6 pagesCaracteristicas de CarpasAngelo StylNo ratings yet
- Perfil Del Trabajo de InvestigacionDocument20 pagesPerfil Del Trabajo de Investigacionjcesar910% (1)
- Catalogo Bombas Centrifugas Wellford V4.13 PDFDocument62 pagesCatalogo Bombas Centrifugas Wellford V4.13 PDFazocarf344350% (2)
- Sig-Reg-Dgg04!02!00 Inventario de Tareas Criticas Por OcupacionDocument29 pagesSig-Reg-Dgg04!02!00 Inventario de Tareas Criticas Por OcupacionFernando Alonzo Acevedo100% (1)
- Exposición TuberíasDocument36 pagesExposición TuberíasEdgar Vazquez Z100% (1)
- Especificaciones Tecnicas - Rotonda Malambo v2Document59 pagesEspecificaciones Tecnicas - Rotonda Malambo v2anny garciaNo ratings yet
- Unidad I. Plantas y Procesos IndustrialesDocument42 pagesUnidad I. Plantas y Procesos IndustrialesLópez Castro José JesúsNo ratings yet