You might also like
- Design of Transmission SystemsDocument51 pagesDesign of Transmission SystemsSurya PrakashNo ratings yet
- Rotational Motion Transmission SystemsDocument21 pagesRotational Motion Transmission Systemslolu pandey100% (2)
- System of Pulleys AND Gear TrainDocument22 pagesSystem of Pulleys AND Gear TrainMohammad TahaNo ratings yet
- 2 - Power TransmissionDocument30 pages2 - Power TransmissionAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- Belt DrivesDocument10 pagesBelt DrivesJyoti ChoudharyNo ratings yet
- Flexible Mechanical Elements: BeltsDocument10 pagesFlexible Mechanical Elements: BeltsRenzo Amiquero CrispinNo ratings yet
- POWER TRANSMISSION SYSTEMSDocument16 pagesPOWER TRANSMISSION SYSTEMSVasudev Gupta100% (1)
- Power Transmission Belts & Pulleys: © 2001 - 2019 Motion Industries, IncDocument14 pagesPower Transmission Belts & Pulleys: © 2001 - 2019 Motion Industries, IncRizzaNo ratings yet
- Mechanisms of Textile MachinesDocument147 pagesMechanisms of Textile MachinesSurf tubeNo ratings yet
- BELTS,ROPES & CHAIN DRIVE SYSTEMSDocument54 pagesBELTS,ROPES & CHAIN DRIVE SYSTEMSIshank Singh SandhuNo ratings yet
- Belt and Rope Drives: Sunil BelbaseDocument25 pagesBelt and Rope Drives: Sunil BelbaseIAMLINUSNo ratings yet
- Flexible ConnectorsDocument10 pagesFlexible ConnectorsEdward Simon ResterioNo ratings yet
- Belt DriveDocument16 pagesBelt DriveRuben Ruiperez Salas100% (1)
- BELT DRIVEDocument76 pagesBELT DRIVEhaymanotNo ratings yet
- Notes BME 5 &6Document22 pagesNotes BME 5 &6eldhosekjnitNo ratings yet
- Power Transmission of A MachineDocument10 pagesPower Transmission of A MachineNaimul HasanNo ratings yet
- Dme Short Answer QuestionsDocument16 pagesDme Short Answer QuestionsAbinandh VNo ratings yet
- Belt DesignDocument56 pagesBelt DesignJade Jazzrel Maglente Aclaro0% (1)
- Belt, Rope and Chain Drives: Types of Belt Drives: 1.light Drives. Small Powers TransmissionDocument31 pagesBelt, Rope and Chain Drives: Types of Belt Drives: 1.light Drives. Small Powers Transmissionommprakash malikNo ratings yet
- Belt Drives: Power Transmission DevicesDocument16 pagesBelt Drives: Power Transmission Devicesniaz kilamNo ratings yet
- St. Joseph's College Design of Transmission Systems DocumentDocument14 pagesSt. Joseph's College Design of Transmission Systems DocumentAravinthan VijayanNo ratings yet
- Belt DrivesDocument11 pagesBelt Drivesabduallah rabahNo ratings yet
- MD2 Unit4Document3 pagesMD2 Unit4Shivam TripathiNo ratings yet
- Belt DrivesDocument35 pagesBelt DrivesKelvin Kindice MapurisaNo ratings yet
- Belt and Chain DriveDocument37 pagesBelt and Chain DriveeldhosekjnitNo ratings yet
- Machine Theory Belts DrivesDocument28 pagesMachine Theory Belts DrivesNorhatini IbrahimNo ratings yet
- Mech and Mach CH 2Document48 pagesMech and Mach CH 2SYEDA VANIZA NAVED STUDENTNo ratings yet
- Mechanics of Machine Lecture 5Document28 pagesMechanics of Machine Lecture 5Adil KhawajaNo ratings yet
- Belt Drive SystemDocument37 pagesBelt Drive SystemHaris ShahidNo ratings yet
- Belt, Rope and Chain DriveDocument26 pagesBelt, Rope and Chain DriveJeff Hardy0% (1)
- Chapter 2 Notes - BME - May - 2023Document49 pagesChapter 2 Notes - BME - May - 2023gamingendless003No ratings yet
- The Amount of Power Transmitted Depends Upon The Following FactorsDocument18 pagesThe Amount of Power Transmitted Depends Upon The Following FactorsChetan KolambeNo ratings yet
- Theory of Machine - AssignmentDocument12 pagesTheory of Machine - AssignmentNeo NianshouNo ratings yet
- Geometrical & Mechanical Engineering Drawing-CAPE Unit II: Belt DrivesDocument3 pagesGeometrical & Mechanical Engineering Drawing-CAPE Unit II: Belt DrivesOlusegun OlugbadeNo ratings yet
- Belt DriveDocument12 pagesBelt DrivePrabir Kumar PatiNo ratings yet
- Kinds and Functions of Simple Machine: MachinesDocument8 pagesKinds and Functions of Simple Machine: MachinesAman LilaniNo ratings yet
- MHE Abduljebar AssDocument21 pagesMHE Abduljebar AssAbduljebar SemuNo ratings yet
- Experiment 2Document6 pagesExperiment 2Parvesh DahiyaNo ratings yet
- 2 Snatch Block AssemblyDocument17 pages2 Snatch Block AssemblysoniNo ratings yet
- Flexible Mechanical ElementsDocument10 pagesFlexible Mechanical ElementsJithesh GopalNo ratings yet
- The Wheel and AxleDocument7 pagesThe Wheel and AxleKathryn Bianca AcanceNo ratings yet
- Belt Drive and Power TransmissionDocument31 pagesBelt Drive and Power TransmissionThato TumeloNo ratings yet
- Belt DriveDocument12 pagesBelt DriveBISHAL AdhikariNo ratings yet
- Chain BlockDocument55 pagesChain BlockAshok Kumar100% (1)
- Belt DriveDocument16 pagesBelt DrivePranjal DograNo ratings yet
- Unit 4 Power TransmissionDocument92 pagesUnit 4 Power TransmissionMohit BagurNo ratings yet
- Wheel and AxleDocument6 pagesWheel and AxleJon PotterNo ratings yet
- Mechanical Design ConceptsDocument38 pagesMechanical Design ConceptsSyeda Fariya Nisar AliNo ratings yet
- Belt Drives CalculationDocument15 pagesBelt Drives CalculationmalharNo ratings yet
- Mechanical Actuation SystemsDocument14 pagesMechanical Actuation SystemsnkchandruNo ratings yet
- Types of BeltsDocument5 pagesTypes of BeltsMichael Huffman50% (2)
- V Belts and Rope DriveDocument11 pagesV Belts and Rope DrivekamaleshNo ratings yet
- Lab no 2 Meen201101037Document14 pagesLab no 2 Meen201101037Ali MunawarNo ratings yet
- CHAPTER 4 DrivesDocument24 pagesCHAPTER 4 DrivesChala NigussieNo ratings yet
- Belt DriveDocument34 pagesBelt DriveGaurav Kumar GuptaNo ratings yet
- Flywheel: Momentum Heat Energy BrakesDocument13 pagesFlywheel: Momentum Heat Energy BrakesAMAN GUPTANo ratings yet
- The Book of Basic Machines: The U.S. Navy Training ManualFrom EverandThe Book of Basic Machines: The U.S. Navy Training ManualRating: 4 out of 5 stars4/5 (4)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- MCMT Unit-2 PPQDocument2 pagesMCMT Unit-2 PPQN Dhanunjaya Rao BorraNo ratings yet
- Fundamentals of Machining TechniquesDocument2 pagesFundamentals of Machining TechniquesN Dhanunjaya Rao BorraNo ratings yet
- Mid 2Document6 pagesMid 2N Dhanunjaya Rao BorraNo ratings yet
- Ucmp QBDocument1 pageUcmp QBN Dhanunjaya Rao BorraNo ratings yet
- Study of Continuous Carbon Fiber Epoxy Polymer Composite Under Prestress ConditionDocument1 pageStudy of Continuous Carbon Fiber Epoxy Polymer Composite Under Prestress ConditionN Dhanunjaya Rao BorraNo ratings yet
- MCMT Mid-2 Mech 3-1 R13Document1 pageMCMT Mid-2 Mech 3-1 R13N Dhanunjaya Rao BorraNo ratings yet
- MCMT Mid-1 Mech 3-1 R13Document1 pageMCMT Mid-1 Mech 3-1 R13N Dhanunjaya Rao BorraNo ratings yet
- Supplementary Examinations Tool Wear Cutting Fluid Lathe Attachments Planer Shaper DrillingDocument5 pagesSupplementary Examinations Tool Wear Cutting Fluid Lathe Attachments Planer Shaper DrillingN Dhanunjaya Rao BorraNo ratings yet
- Supplementary Examinations Tool Wear Cutting Fluid Lathe Attachments Planer Shaper DrillingDocument5 pagesSupplementary Examinations Tool Wear Cutting Fluid Lathe Attachments Planer Shaper DrillingN Dhanunjaya Rao BorraNo ratings yet
- MCMT Mid-2 Mech 3-1 R13Document1 pageMCMT Mid-2 Mech 3-1 R13N Dhanunjaya Rao BorraNo ratings yet
- Mid 2Document6 pagesMid 2N Dhanunjaya Rao BorraNo ratings yet
- Robotics Course Objectives and ApplicationsDocument5 pagesRobotics Course Objectives and ApplicationsN Dhanunjaya Rao BorraNo ratings yet
- Assembly DrawingsDocument15 pagesAssembly DrawingsN Dhanunjaya Rao BorraNo ratings yet
- New Text DocumentDocument1 pageNew Text DocumentN Dhanunjaya Rao BorraNo ratings yet
- Study of Continuous Carbon Fiber Epoxy Polymer Composite Under Prestress ConditionDocument1 pageStudy of Continuous Carbon Fiber Epoxy Polymer Composite Under Prestress ConditionN Dhanunjaya Rao BorraNo ratings yet
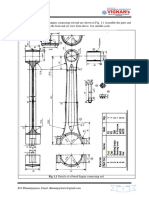
- Part-B-Topic AB 1 CAMD Petrol Engine Connecting - RodDocument8 pagesPart-B-Topic AB 1 CAMD Petrol Engine Connecting - RodN Dhanunjaya Rao BorraNo ratings yet
- New Text DocumentDocument1 pageNew Text DocumentN Dhanunjaya Rao BorraNo ratings yet
- New Microsoft Excel WorksheetDocument3 pagesNew Microsoft Excel WorksheetN Dhanunjaya Rao BorraNo ratings yet
- Part A5 Cotter JointsDocument8 pagesPart A5 Cotter JointsN Dhanunjaya Rao BorraNo ratings yet
- CAMD QuestionsDocument3 pagesCAMD QuestionsN Dhanunjaya Rao Borra100% (1)
- Assembly DrawingsDocument15 pagesAssembly DrawingsN Dhanunjaya Rao BorraNo ratings yet
- Composite Materials QuotationDocument1 pageComposite Materials QuotationN Dhanunjaya Rao BorraNo ratings yet
- Part A5 Cotter JointsDocument8 pagesPart A5 Cotter JointsN Dhanunjaya Rao BorraNo ratings yet
- Part-A5-Cotter Joints PDFDocument6 pagesPart-A5-Cotter Joints PDFN Dhanunjaya Rao BorraNo ratings yet
- Part A4 Keyed JointsDocument8 pagesPart A4 Keyed JointsN Dhanunjaya Rao BorraNo ratings yet
- Part A5 Cotter JointsDocument6 pagesPart A5 Cotter JointsN Dhanunjaya Rao BorraNo ratings yet
- Part A4 Keyed JointsDocument8 pagesPart A4 Keyed JointsN Dhanunjaya Rao BorraNo ratings yet
- Advanced NDE Lesson 1Document190 pagesAdvanced NDE Lesson 1N Dhanunjaya Rao BorraNo ratings yet
- Part-B1-Petrol Engine Connecting RodDocument5 pagesPart-B1-Petrol Engine Connecting RodN Dhanunjaya Rao BorraNo ratings yet
- Intro To NDTDocument34 pagesIntro To NDTkbldamNo ratings yet
- Machining Principles & Machine ToolsDocument16 pagesMachining Principles & Machine Toolssantosh sivarNo ratings yet
- Gear Hobbing SandvikDocument7 pagesGear Hobbing SandvikAndré Hemerly MaiaNo ratings yet
- 2020-2021 Indexable Tools CatalogDocument1,059 pages2020-2021 Indexable Tools CatalogАлексей СтепинNo ratings yet
- Milling Tools Guide for Machining ApplicationsDocument536 pagesMilling Tools Guide for Machining ApplicationsVictor BarbosaNo ratings yet
- Me 322Document56 pagesMe 322faisalNo ratings yet
- طلمبات السحب الطرفية e-NSCDocument3 pagesطلمبات السحب الطرفية e-NSCRheoserve Industrial SolutionsNo ratings yet
- Tafila Technical University Course Syllabus for Manufacturing Processes (1) / Metal CuttingDocument4 pagesTafila Technical University Course Syllabus for Manufacturing Processes (1) / Metal CuttingG. Dancer GhNo ratings yet
- Hindalco Industry Limited Project Report - Inplant TraningDocument30 pagesHindalco Industry Limited Project Report - Inplant Traningbhupendra Singh100% (2)
- Raise Productivity With Tungsten Carbide InsertsDocument20 pagesRaise Productivity With Tungsten Carbide InsertsJackChanNo ratings yet
- Tata Steel WDP Presenation April 2020 - CustomerDocument41 pagesTata Steel WDP Presenation April 2020 - Customerpranjal92pandeyNo ratings yet
- Mitsubishi Materials Group Corporate Profile and Global OperationsDocument16 pagesMitsubishi Materials Group Corporate Profile and Global OperationsAnton AviyantoNo ratings yet
- 44 - Hofmann - Cutting Tools Brochure - A4Document2 pages44 - Hofmann - Cutting Tools Brochure - A4Jorge VillalobosNo ratings yet
- Evaluation of Chip-Tool Interface Temperature EffeDocument11 pagesEvaluation of Chip-Tool Interface Temperature EffeRenato NunesNo ratings yet
- Composite Materials - Ramazonov SaidjahonDocument58 pagesComposite Materials - Ramazonov SaidjahonOysanam KenjaevaNo ratings yet
- Machining and Machine Tool Operation PI GATE 2020 Previous Year With Ans KeyDocument21 pagesMachining and Machine Tool Operation PI GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Razni Proizvođači PDFDocument133 pagesRazni Proizvođači PDFHaris JusufspahićNo ratings yet
- PI+for+inserts+APMT+CNMG+++Inv +JT2018100910IDN02Document1 pagePI+for+inserts+APMT+CNMG+++Inv +JT2018100910IDN02Reynaldi DanangNo ratings yet
- Cutting Tool Tech and Tool Life CalcDocument25 pagesCutting Tool Tech and Tool Life CalcPrashant ChouhanNo ratings yet
- GT Drilling Bits 6aug FinalDocument46 pagesGT Drilling Bits 6aug FinalRanjith Premadasan100% (1)
- How Does A Drill Bit WorkDocument2 pagesHow Does A Drill Bit WorkrajasekharboNo ratings yet
- Optimization of Machining Parameters for End Milling of Titanium AlloyDocument57 pagesOptimization of Machining Parameters for End Milling of Titanium AlloyDr. Sharad GaikwadNo ratings yet
- Solucion 23Document14 pagesSolucion 23gersonNo ratings yet
- Catalogue: Products For Oil&gas IndustryDocument39 pagesCatalogue: Products For Oil&gas Industryfarid said errahmaniNo ratings yet
- MECH 473 Lecture 15: An Introduction to Composite MaterialsDocument61 pagesMECH 473 Lecture 15: An Introduction to Composite MaterialsMing EnNo ratings yet
- Cutting ToolsDocument60 pagesCutting ToolsKedar Altekar0% (1)
- Carbide ToolingDocument90 pagesCarbide ToolingHuron Industrial SupplyNo ratings yet
- Robofil x40 CC UsDocument28 pagesRobofil x40 CC UsMahdi ElgolliNo ratings yet
- Ecocut CatalogDocument67 pagesEcocut Catalogxmen norNo ratings yet
- Composite Materials GuideDocument41 pagesComposite Materials GuideARS100% (1)
- Experimental Investigation and Surface Roughness Analysis On Hard Turning of AISI D2 Steel Using Coated Carbide InsertDocument6 pagesExperimental Investigation and Surface Roughness Analysis On Hard Turning of AISI D2 Steel Using Coated Carbide Insertkuba DefaruNo ratings yet