You might also like
- Dispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandDocument3 pagesDispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandRajatNo ratings yet
- Boiler InspectionDocument43 pagesBoiler InspectionAndy ChongNo ratings yet
- Coal NEW CHECKLIST Coal MillDocument9 pagesCoal NEW CHECKLIST Coal MillanilNo ratings yet
- CFI Controlled Flow Inverted Cone SiloDocument4 pagesCFI Controlled Flow Inverted Cone SiloTùng CCIDNo ratings yet
- 1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDocument56 pages1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDilnesa EjiguNo ratings yet
- Kiln shell replacement guide: Procedures for layout, removal, installation & alignmentDocument7 pagesKiln shell replacement guide: Procedures for layout, removal, installation & alignmentliofasNo ratings yet
- Reciprocating Maintenance ChecklistDocument1 pageReciprocating Maintenance ChecklistEllyson IlanoNo ratings yet
- 36 KGD Presentation en APCAC2011Document20 pages36 KGD Presentation en APCAC2011Gonzalo Ale Olave A.No ratings yet
- Kiln Float and Hydraulic Thrust DeviceDocument21 pagesKiln Float and Hydraulic Thrust DevicehaiderNo ratings yet
- Monthly Performance Report for Wadi El Nile Cement Co, Egypt in Sep 2019Document6 pagesMonthly Performance Report for Wadi El Nile Cement Co, Egypt in Sep 2019Mahmoud HanafyNo ratings yet
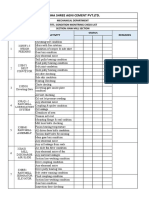
- Shutdown Maintenance Activites at Mechanical Clinker (Line-1)Document4 pagesShutdown Maintenance Activites at Mechanical Clinker (Line-1)salman saleemNo ratings yet
- List of Activities To Be Carried Out Before The Kiln Light UpDocument3 pagesList of Activities To Be Carried Out Before The Kiln Light UpVijay BhanNo ratings yet
- Pipe Conveyor: Sheet 1 of 3Document3 pagesPipe Conveyor: Sheet 1 of 3Ravi KumarNo ratings yet
- ESP Operation: Charging Particles & Collecting DustDocument14 pagesESP Operation: Charging Particles & Collecting DustBrayan AguileraNo ratings yet
- Group Alpha (Widy, Yoga, Fadly) - FMEA - ManRisk - MK3L 2019Document3 pagesGroup Alpha (Widy, Yoga, Fadly) - FMEA - ManRisk - MK3L 2019Widy Abe Wibisono100% (1)
- Support Roller Adjustments: IKD Webinar Training by John RossDocument31 pagesSupport Roller Adjustments: IKD Webinar Training by John RosspashaNo ratings yet
- Rugged Single-Shaft Hammer Crusher for 2500mm MaterialsDocument1 pageRugged Single-Shaft Hammer Crusher for 2500mm MaterialspeymanNo ratings yet
- Condition monitoring of raw mill sectionDocument2 pagesCondition monitoring of raw mill sectionlaxman JoshiNo ratings yet
- HTDDocument18 pagesHTDSami YouseefNo ratings yet
- Filter MaintenanceDocument6 pagesFilter MaintenanceTanmay MajhiNo ratings yet
- Lubricants Fundamentals IociDocument84 pagesLubricants Fundamentals IociSrikanth AnchulaNo ratings yet
- Bag Filter ComponentsDocument6 pagesBag Filter ComponentsAhmad Dagamseh100% (2)
- Automatic Fire Dectection SystemsDocument4 pagesAutomatic Fire Dectection Systemsthongtn2007No ratings yet
- Reference List Process Control Systems For Power Plants: Bilfinger Mauell GMBHDocument32 pagesReference List Process Control Systems For Power Plants: Bilfinger Mauell GMBHrajavinugmailcomNo ratings yet
- Dust Collection MaintenanceDocument20 pagesDust Collection MaintenancePat AuffretNo ratings yet
- STD Line: Product DescriptionDocument16 pagesSTD Line: Product DescriptionrpmNo ratings yet
- FEB 14, 2020 Top 5 Critical Maintenance Issues For Rotary KilnsDocument4 pagesFEB 14, 2020 Top 5 Critical Maintenance Issues For Rotary KilnsCarlos Ramón Plazaola LorioNo ratings yet
- Caustic Soda From Natural Trona 2014Document5 pagesCaustic Soda From Natural Trona 2014MauRmzNo ratings yet
- BEUMER Apron Conveyors 01kjdecxsedDocument12 pagesBEUMER Apron Conveyors 01kjdecxsedGeorge Lapusneanu100% (1)
- Aeromats Aeropress Aeropress 10s Aerovac GeneralDocument2 pagesAeromats Aeropress Aeropress 10s Aerovac Generalsaket2006No ratings yet
- 15 X 21 Batch Ball MillDocument12 pages15 X 21 Batch Ball MillAnil Kumar KnNo ratings yet
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDocument9 pagesFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresNo ratings yet
- Bag Filter Installation - Manual-2Document22 pagesBag Filter Installation - Manual-2kISHORENo ratings yet
- Iom DSM100-36Document27 pagesIom DSM100-36rogueatdoorNo ratings yet
- Textile Belt SplicingDocument3 pagesTextile Belt SplicingWaris La Joi WakatobiNo ratings yet
- Oil & Gas BurnersDocument8 pagesOil & Gas BurnersgoelamitaNo ratings yet
- Collaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurDocument4 pagesCollaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurjmpbarrosNo ratings yet
- Chapter 6 - Lubricating SystemDocument29 pagesChapter 6 - Lubricating SystemEugine BalomagaNo ratings yet
- Reverse Air Bag House PDFDocument4 pagesReverse Air Bag House PDFRanga VamshiNo ratings yet
- Bucket ElevatorsDocument30 pagesBucket ElevatorsarhescobarNo ratings yet
- Comet - Glands 2023 List PriceDocument2 pagesComet - Glands 2023 List PriceNIRALI PRAJAPATINo ratings yet
- S3 Product Range - EnglishDocument35 pagesS3 Product Range - EnglishJuan Esteban Luque ZegarraNo ratings yet
- Cement Ball Mill Inspection ProcedureDocument9 pagesCement Ball Mill Inspection ProceduremahantmtechNo ratings yet
- Trunnion Bearing ClearanceDocument1 pageTrunnion Bearing ClearanceJuanPabloGonzalezFiblasNo ratings yet
- Rotary Joint Reliability-2014Document24 pagesRotary Joint Reliability-2014Edgar Cordova HerreraNo ratings yet
- Technical Manual Sample PagesDocument4 pagesTechnical Manual Sample PagesmkpqNo ratings yet
- Kiln ShellDocument2 pagesKiln ShellfoxmancementNo ratings yet
- Chapter 1Document56 pagesChapter 1Surbhi JainNo ratings yet
- OEM Specialized Industrial Air Handling BlowersDocument11 pagesOEM Specialized Industrial Air Handling BlowersMiroslav AleksicNo ratings yet
- FLS-pneumatic Transfer From Storage (Tse)Document22 pagesFLS-pneumatic Transfer From Storage (Tse)Dilnesa EjiguNo ratings yet
- PFC - The Great CoolerDocument47 pagesPFC - The Great CoolerM.IBRAHEEM100% (1)
- 23 HaverDocument36 pages23 HaverkonstantasNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Maintenance & Troubleshooting Guide: Sprocket & Gear, IncDocument12 pagesMaintenance & Troubleshooting Guide: Sprocket & Gear, IncGarry Yan DiazNo ratings yet
- Production EquipmentDocument166 pagesProduction Equipmentibrahim mustaphaNo ratings yet
- Anderen Ltd. Torsion Viscometer Instruction ManualDocument7 pagesAnderen Ltd. Torsion Viscometer Instruction ManualSindhu ReddyNo ratings yet
- Kerusakan Timming BeltDocument8 pagesKerusakan Timming BeltAgus PrasetyoNo ratings yet
- Methods to Reduce Energy Costs of Compressed Air SystemsDocument2 pagesMethods to Reduce Energy Costs of Compressed Air Systemsdanialme089No ratings yet
- UN System Chart 2015 Rev.4 ENG 11x17colourDocument1 pageUN System Chart 2015 Rev.4 ENG 11x17colourdanialme089No ratings yet
- Lattice Cell Config and GeometryDocument18 pagesLattice Cell Config and Geometrydanialme089No ratings yet
- Materials SelectionDocument44 pagesMaterials SelectionMAO20100No ratings yet
- UN System Chart 2015 Rev.4 ENG 11x17colourDocument1 pageUN System Chart 2015 Rev.4 ENG 11x17colourdanialme089No ratings yet
- Graphical Plotting of Psychrometric ChartDocument6 pagesGraphical Plotting of Psychrometric Chartdanialme089No ratings yet
- DADF-B1 K1 PC Ir400-330Document51 pagesDADF-B1 K1 PC Ir400-330Julio CésarNo ratings yet
- Installation, Calibration and Operation Manual for TRU-VUE Pressure Gauge Model GM14Document8 pagesInstallation, Calibration and Operation Manual for TRU-VUE Pressure Gauge Model GM14Luis AlbarracinNo ratings yet
- KS3 Physics: Forces and Their EffectsDocument18 pagesKS3 Physics: Forces and Their EffectsCinara RahimovaNo ratings yet
- Analysis of A Centrifugal Pump Impeller Using Ansys CFX IJERTV1IS3098Document6 pagesAnalysis of A Centrifugal Pump Impeller Using Ansys CFX IJERTV1IS3098Nithin LouisNo ratings yet
- SBD Capabilities in BoilerDocument14 pagesSBD Capabilities in BoilerThiruvengadamNo ratings yet
- PDS1 Transmisi Air Bersih MCPK PumpDocument5 pagesPDS1 Transmisi Air Bersih MCPK PumpBudi SNo ratings yet
- Csi 2130 WP Triaxal AccelerometerDocument13 pagesCsi 2130 WP Triaxal AccelerometerOrlando MarucaNo ratings yet
- Motori Asicroni MonofaseDocument3 pagesMotori Asicroni MonofasegianlucaNo ratings yet
- Kossa ContMech Problems 2012 FallDocument84 pagesKossa ContMech Problems 2012 Fallsrinismech1830No ratings yet
- Assembly Instructions: FinialDocument1 pageAssembly Instructions: Finialdayshift5No ratings yet
- Hyundai Tucson 2Document3 pagesHyundai Tucson 2greendharan100% (1)
- Dimensional Analysis and SimilarityDocument21 pagesDimensional Analysis and SimilaritySonali GungoosinghNo ratings yet
- Craftsman-917.773762 - Wheel WeedtrimmerDocument44 pagesCraftsman-917.773762 - Wheel WeedtrimmerJesus RodriguezNo ratings yet
- Force and TorqueDocument31 pagesForce and Torqueankit9692No ratings yet
- Anchorage Design, With Circular Base Plate, Based On ACI 318-14 & AISC 360-10/16Document2 pagesAnchorage Design, With Circular Base Plate, Based On ACI 318-14 & AISC 360-10/16JuanAlfaroRodríguezNo ratings yet
- PM620 and PM622: Old LanerDocument2 pagesPM620 and PM622: Old LanerDavidNo ratings yet
- Automotive Science and Mathematics: Allan BonnickDocument27 pagesAutomotive Science and Mathematics: Allan BonnickTsegay TeklayNo ratings yet
- PHYSICS EXAM REVIEWDocument18 pagesPHYSICS EXAM REVIEWCha Castillo100% (1)
- Bollhoff Amtec Threaded Inserts For PlasticsDocument34 pagesBollhoff Amtec Threaded Inserts For PlasticsAce Industrial SuppliesNo ratings yet
- Beam Design Detail Report: Material and Design DataDocument33 pagesBeam Design Detail Report: Material and Design DataazwanNo ratings yet
- Coiled Tubing Pressure Control CapabilitiesDocument8 pagesCoiled Tubing Pressure Control CapabilitiesGuido100% (1)
- PNLD Ii: Pneumatic No-Loss DrainDocument2 pagesPNLD Ii: Pneumatic No-Loss DrainSuresh NathNo ratings yet
- BIM ProfileDocument6 pagesBIM ProfilekurniaNo ratings yet
- Qa - 5 Component Inspection Sheet - Hd785-7Document4 pagesQa - 5 Component Inspection Sheet - Hd785-7Fajar SuryaNo ratings yet
- Harmonic Analysis ExampleDocument32 pagesHarmonic Analysis ExampleWendi JunaediNo ratings yet
- Sumber: Smith. Introduction of Chemical Engineering Thermodynamics 6th EditionDocument6 pagesSumber: Smith. Introduction of Chemical Engineering Thermodynamics 6th EditionDhea AliviaNo ratings yet
- 5ad - G5 - Eks2 - MUHAMMAD MUIZZDDINDocument22 pages5ad - G5 - Eks2 - MUHAMMAD MUIZZDDINmuizz mazlanNo ratings yet
- Is 8500 PDFDocument16 pagesIs 8500 PDFnitin25% (4)
- Wall Hung Electric BoilerDocument2 pagesWall Hung Electric BoilerDaxom NavidensNo ratings yet
- SME Unit 3Document28 pagesSME Unit 3Shreyas MNo ratings yet