You might also like
- How To Assess The Refractory After StoppageDocument6 pagesHow To Assess The Refractory After StoppageMustafa RamadanNo ratings yet
- PitotDocument5 pagesPitotJohn GiannakopoulosNo ratings yet
- Grate CoolerDocument10 pagesGrate CoolerAamir HayatNo ratings yet
- How To Optimize A Clinker CoolerDocument5 pagesHow To Optimize A Clinker CoolerHasnaoui Samir100% (1)
- Clinker Coolers: By: Oliver Christian D. DeyparineDocument26 pagesClinker Coolers: By: Oliver Christian D. Deyparinemoonbright27No ratings yet
- Combustion Cement Kiln Exercise2.3.2Document2 pagesCombustion Cement Kiln Exercise2.3.2Mohammed AbdoNo ratings yet
- MMC Clinker CoolerDocument4 pagesMMC Clinker CoolerAlbar BudimanNo ratings yet
- VDZ-Onlinecourse 7 3 enDocument20 pagesVDZ-Onlinecourse 7 3 enAnonymous iI88LtNo ratings yet
- 19 Jonathan Forinton ATECDocument33 pages19 Jonathan Forinton ATECElwathig BakhietNo ratings yet
- Clinker CoolersDocument74 pagesClinker CoolersMuhammed EmamiNo ratings yet
- CO Sources PDFDocument11 pagesCO Sources PDFElwathig BakhietNo ratings yet
- Rotaflam Presentation 2004: Pillard Burner Tip RepairDocument11 pagesRotaflam Presentation 2004: Pillard Burner Tip RepairmustafNo ratings yet
- ROTAFLAM Burner AdjustmentDocument5 pagesROTAFLAM Burner AdjustmentMuhammad Zaghloul100% (2)
- PDF Ce Report 61 e 12 2017Document28 pagesPDF Ce Report 61 e 12 2017RAUL FERNANDO VELOZ GUERRA100% (1)
- Process Control of LURM MillDocument6 pagesProcess Control of LURM Millimam janiNo ratings yet
- Odudimu Certification ScenerioDocument50 pagesOdudimu Certification Scenerioabosede2012No ratings yet
- QDocument33 pagesQसागर फुकटNo ratings yet
- 3 MillventDocument24 pages3 MillventAnoop Tiwari100% (1)
- Cpi CoolersDocument47 pagesCpi CoolersRobert BrownNo ratings yet
- Novaflam BurnerDocument2 pagesNovaflam BurnerDaniel ZambranoNo ratings yet
- Presentación Claudius Peters-EnfriadorDocument24 pagesPresentación Claudius Peters-EnfriadoremadsabriNo ratings yet
- 1,2,6a - Flames and Gas FiringDocument29 pages1,2,6a - Flames and Gas FiringMohamed SaadNo ratings yet
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- Hot Meal Burns Guidance 2nd Edition December 2005 PDFDocument19 pagesHot Meal Burns Guidance 2nd Edition December 2005 PDFSuad BushiNo ratings yet
- Ball Mill OptimiztionDocument8 pagesBall Mill OptimiztionShakil AhmadNo ratings yet
- Abccoolerinleta4 (Air Blast Controlled Cooler Inlet) .AshxDocument4 pagesAbccoolerinleta4 (Air Blast Controlled Cooler Inlet) .Ashxabosede2013No ratings yet
- Circulation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsDocument85 pagesCirculation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsBetonÇimento100% (3)
- Variation of Feed Chemical Composition and Its Effect On Clinker Formation-Simulation ProcessDocument7 pagesVariation of Feed Chemical Composition and Its Effect On Clinker Formation-Simulation Processmohamadi42No ratings yet
- Raw MixDocument96 pagesRaw Mixshannu826826No ratings yet
- Mombasa: WR 2954 Raw Materials Study and KFUI Improvement PlanDocument22 pagesMombasa: WR 2954 Raw Materials Study and KFUI Improvement PlanmustafNo ratings yet
- Main BurnerDocument2 pagesMain BurnerSatish Kumar100% (1)
- Cement Technology Cement Manufacturing: C E M E N T A D D I T I V E SDocument57 pagesCement Technology Cement Manufacturing: C E M E N T A D D I T I V E Sshani5573No ratings yet
- Session 8 - Advancement in Refractory Used in Cement PlantDocument75 pagesSession 8 - Advancement in Refractory Used in Cement Plantmahendra sen100% (1)
- ATEC Splash BoxDocument1 pageATEC Splash BoxBerkan FidanNo ratings yet
- How To Control The Hot MealDocument4 pagesHow To Control The Hot MealGiequat100% (2)
- Infinity For Cement Equipment: Quality & Composition of Cement ClinkerDocument48 pagesInfinity For Cement Equipment: Quality & Composition of Cement ClinkerYhaneNo ratings yet
- VDZ - Optimising The Clinker Burning ProcessDocument2 pagesVDZ - Optimising The Clinker Burning ProcessfoxmancementNo ratings yet
- General Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersDocument22 pagesGeneral Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersmustafNo ratings yet
- Silo 9 Boulders Investigation ReportDocument20 pagesSilo 9 Boulders Investigation ReportWaka OngetiNo ratings yet
- KHD Pyroclon EnglDocument4 pagesKHD Pyroclon Englkresimir.mikoc9765100% (1)
- KilnOpBasics - Raw Mix Control - KFUIDocument12 pagesKilnOpBasics - Raw Mix Control - KFUImustaf100% (1)
- Grups Cement: Pend - Kimia A Industrial ChemistryDocument39 pagesGrups Cement: Pend - Kimia A Industrial ChemistryMaya Monica DwianggraeniNo ratings yet
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovNo ratings yet
- 03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1Document6 pages03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1rupesh soniNo ratings yet
- 05 Measurement Gas FlowDocument68 pages05 Measurement Gas FlowYhaneNo ratings yet
- Mod 7Document47 pagesMod 7mkpq100% (1)
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDocument26 pagesClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedNo ratings yet
- Cooling Load CalculationDocument30 pagesCooling Load CalculationEnriqueGDNo ratings yet
- HVAC Thermal Load EstimatingDocument28 pagesHVAC Thermal Load EstimatingIntisar Ali SajjadNo ratings yet
- Air Cond Load EstDocument28 pagesAir Cond Load Estari_aristaNo ratings yet
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
- P.R.H.Shields: Keywords Hazard, Area, Onolysis, Zone, ClassificationDocument13 pagesP.R.H.Shields: Keywords Hazard, Area, Onolysis, Zone, ClassificationSHAILENDRANo ratings yet
- Air-Conditioning Load EstimationDocument23 pagesAir-Conditioning Load Estimationtkm2004No ratings yet
- Chapter 7 Thermal DesignDocument28 pagesChapter 7 Thermal DesignettypasewangNo ratings yet
- Novec 1230 DesignDocument8 pagesNovec 1230 Designnandeesh100% (1)
- ASHRAE Standards For Making Solar Air HeatersDocument22 pagesASHRAE Standards For Making Solar Air HeatersAarjab GhimireNo ratings yet
- Storage Tank Heat TransferDocument57 pagesStorage Tank Heat TransferMilan Djumic100% (2)
- Sensors and Actuators, 12 145 157Document13 pagesSensors and Actuators, 12 145 157CheenuNo ratings yet
- Anhydrite and Gypsum: Indiana's Evaporite MineralsDocument2 pagesAnhydrite and Gypsum: Indiana's Evaporite MineralsTamer FathyNo ratings yet
- Ball Mill InspectionDocument9 pagesBall Mill InspectionmahantmtechNo ratings yet
- Cement Process Engineering Vade Mecum: 2. StatisticsDocument15 pagesCement Process Engineering Vade Mecum: 2. StatisticsTamer FathyNo ratings yet
- 01-JIS - Heat Balancing of Cement Rotary Kiln PDFDocument45 pages01-JIS - Heat Balancing of Cement Rotary Kiln PDFTamer Fathy100% (2)
- Mod 13-Kiln Volatiles PDFDocument435 pagesMod 13-Kiln Volatiles PDFTamer Fathy60% (5)
- Cement Process Engineering Vade-Mecum: 1. MathematicsDocument7 pagesCement Process Engineering Vade-Mecum: 1. MathematicsTamer FathyNo ratings yet
- Cooling of ClinkerDocument14 pagesCooling of ClinkerTamer Fathy100% (1)
- Ball Mill InspectionDocument9 pagesBall Mill InspectionmahantmtechNo ratings yet
- Mod 8-Application of Heat and Mass BalancesDocument218 pagesMod 8-Application of Heat and Mass BalancesTamer Fathy100% (3)
- 01-JIS - Heat Balancing of Cement Rotary Kiln PDFDocument45 pages01-JIS - Heat Balancing of Cement Rotary Kiln PDFTamer Fathy100% (2)
- Annual Audit of CM 1Document26 pagesAnnual Audit of CM 1Tamer Fathy100% (1)
- Training Module 2 Temperature MDocument29 pagesTraining Module 2 Temperature MTamer Fathy100% (1)
- Cement Plant Key Performance IndicatorsDocument32 pagesCement Plant Key Performance IndicatorsTamer Fathy100% (8)
- Cement Plant Key Performance IndicatorsDocument95 pagesCement Plant Key Performance IndicatorsTamer Fathy100% (3)
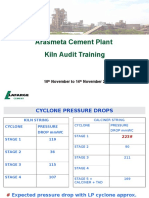
- Cyclone DPDocument2 pagesCyclone DPTamer Fathy0% (1)
- Overall Heat Balance - 11.08.2008Document8 pagesOverall Heat Balance - 11.08.2008Tamer FathyNo ratings yet
- Cooler Balance 1Document17 pagesCooler Balance 1Tamer Fathy100% (1)
- Mod 7Document47 pagesMod 7mkpq100% (1)
- PR PYR P06-17 v1 How To Improve Fan EfficiencyDocument8 pagesPR PYR P06-17 v1 How To Improve Fan EfficiencyTamer FathyNo ratings yet
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
- Brown ClinkerDocument21 pagesBrown ClinkerTamer Fathy0% (1)
- Kiln Audit Training IntroductionDocument15 pagesKiln Audit Training IntroductionTamer Fathy100% (1)
- FormulaeDocument163 pagesFormulaeilvspeedNo ratings yet
- How To Measure False AirDocument3 pagesHow To Measure False AirTamer Fathy100% (3)
- Ball Mill Inspection FinDocument77 pagesBall Mill Inspection FinTamer Fathy75% (4)
- Mod 7Document47 pagesMod 7mkpq100% (1)
- PR-PYR P06-16 v1-1 How To Measure Fan EfficiencyDocument8 pagesPR-PYR P06-16 v1-1 How To Measure Fan EfficiencyTamer FathyNo ratings yet
- Measure Clinker Temperature at Cooler ExitDocument3 pagesMeasure Clinker Temperature at Cooler ExitTamer FathyNo ratings yet
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- Fans EfficiancyDocument82 pagesFans EfficiancyTamer Fathy100% (3)
- Manual Sediment Transport Measurements in Rivers Estuaries and Coastal SeasDocument352 pagesManual Sediment Transport Measurements in Rivers Estuaries and Coastal SeasNorito KozakiNo ratings yet
- Schraft & Clark, 2019Document7 pagesSchraft & Clark, 2019Beatriz BritoNo ratings yet
- DH-HAC-B2A21 Datasheet 20180808Document3 pagesDH-HAC-B2A21 Datasheet 20180808Mike PaglalunanNo ratings yet
- Answers To Further Questions: in GCSE Physics For You (5th Edition)Document5 pagesAnswers To Further Questions: in GCSE Physics For You (5th Edition)Mencam AsongNo ratings yet
- Proposal SampleDocument33 pagesProposal SampleMichael MesfinNo ratings yet
- Fotoelectricos Festo 275842dDocument52 pagesFotoelectricos Festo 275842dRichard WccNo ratings yet
- Fresnel LensesDocument12 pagesFresnel LensescaixadelixoNo ratings yet
- Automatic Color Generation Using AVR MicrocontrollerDocument4 pagesAutomatic Color Generation Using AVR MicrocontrollerInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- LB AW SiX SPT - ENDocument58 pagesLB AW SiX SPT - ENalireza ghaderiNo ratings yet
- Mineral Maps MacedoniaDocument14 pagesMineral Maps MacedoniamileNo ratings yet
- FW1 Full Presentation - 0Document173 pagesFW1 Full Presentation - 0Simon Bertoli100% (1)
- Manual de Uso Termómetro TylerDocument6 pagesManual de Uso Termómetro TylerVictor GaratachiaNo ratings yet
- A Seminar ReportDocument18 pagesA Seminar ReportSrinivas BalivadaNo ratings yet
- Ir Familiarisation Book (Ir Level II N Book)Document17 pagesIr Familiarisation Book (Ir Level II N Book)Khaled Fatnassi0% (1)
- Samsung SMART Signage - PHF - PMF Series Datasheet - WWDocument12 pagesSamsung SMART Signage - PHF - PMF Series Datasheet - WWsorin_tvNo ratings yet
- Minerals: Geometallurgical Characterisation With Portable FTIR: Application To Sediment-Hosted Cu-Co OresDocument20 pagesMinerals: Geometallurgical Characterisation With Portable FTIR: Application To Sediment-Hosted Cu-Co OresCESAR FUENTES VERANo ratings yet
- Advantages of Bundled Conductors in Transmission LinesDocument5 pagesAdvantages of Bundled Conductors in Transmission Linesf3ziii100% (1)
- Zyggo: Zyggot Temperature Contactless Monitoring and Protection System of TemperatureDocument52 pagesZyggo: Zyggot Temperature Contactless Monitoring and Protection System of TemperaturedfgdfgdfgNo ratings yet
- Aranet4 User Manual v24 WEBDocument8 pagesAranet4 User Manual v24 WEBjustforaspinNo ratings yet
- Line Follower Robot Using Arduino: PBL Review Report OnDocument10 pagesLine Follower Robot Using Arduino: PBL Review Report OnAvinash KumarNo ratings yet
- Animal Monitoring SysytemDocument5 pagesAnimal Monitoring SysytemericNo ratings yet
- User Manual - Ennologic Dual Laser Infrared Thermometer eT650D and eT1050DDocument56 pagesUser Manual - Ennologic Dual Laser Infrared Thermometer eT650D and eT1050DCalidad Los MonosNo ratings yet
- Wood Inspection by Infrared ThermographyDocument6 pagesWood Inspection by Infrared ThermographysalekojicNo ratings yet
- Performance Analysis of FSO Communication System: Effects of Fog, Rain and HumidityDocument6 pagesPerformance Analysis of FSO Communication System: Effects of Fog, Rain and HumiditybagsouravNo ratings yet
- Spectra Enhanced 7 Series IR Look-Up PTZ: High-Speed PTZ, Surevision, and Including Pelco Advanced AnalyticsDocument15 pagesSpectra Enhanced 7 Series IR Look-Up PTZ: High-Speed PTZ, Surevision, and Including Pelco Advanced AnalyticsMithilesh GuruNo ratings yet
- Astm e 1897 PDFDocument3 pagesAstm e 1897 PDFFernando Simoni LeamariNo ratings yet
- Ahiba Ir Ir Pro: Unsurpassed Lab Dye MachinesDocument4 pagesAhiba Ir Ir Pro: Unsurpassed Lab Dye MachinesAtef GhorbelNo ratings yet
- UTC Datasheet CamaraDocument2 pagesUTC Datasheet CamaraLuis RodrigómezNo ratings yet
- Det Tronics Catalog 2011 2012Document229 pagesDet Tronics Catalog 2011 2012juancko1No ratings yet
- Lecture3-Module2-Motion and Sensor ModelsDocument52 pagesLecture3-Module2-Motion and Sensor ModelsAteeq Ur Rehman BaigNo ratings yet