You might also like
- Reinforcement Detailing Guide for Concrete StructuresDocument4 pagesReinforcement Detailing Guide for Concrete StructuresTina SanNo ratings yet
- Project: ต่อเติมบ้านพักอาศัย Date: Owner: 0 Slap No: Location: 0 FloorDocument13 pagesProject: ต่อเติมบ้านพักอาศัย Date: Owner: 0 Slap No: Location: 0 FloorSurat WaritNo ratings yet
- Isolated Footing DesignDocument3 pagesIsolated Footing DesignSunil GuptaNo ratings yet
- Low pitch roof truss designDocument24 pagesLow pitch roof truss designWilliam CaballeroNo ratings yet
- End Cond... : Design of Stair CaseDocument6 pagesEnd Cond... : Design of Stair Caseazam1uNo ratings yet
- Design of Roof Purlin at End Bay: KX 0.995 Ky 0.100Document3 pagesDesign of Roof Purlin at End Bay: KX 0.995 Ky 0.100Utkarsh BhardwajNo ratings yet
- Sunita Limbu 15 Design ReportDocument19 pagesSunita Limbu 15 Design ReportMishal LimbuNo ratings yet
- Proposed Development: Lucia Njahira Waiganjo Ruiru Kiambu County PW 1 TW - 285Document15 pagesProposed Development: Lucia Njahira Waiganjo Ruiru Kiambu County PW 1 TW - 285patrick chegeNo ratings yet
- ETABS TN - Modelling Lintels Using Shell ElementDocument3 pagesETABS TN - Modelling Lintels Using Shell ElementSayeedur Rahman50% (2)
- Planning, Analysis and Design of Open Air Cricket Stadium: Presented byDocument12 pagesPlanning, Analysis and Design of Open Air Cricket Stadium: Presented byCatherine J. RoseNo ratings yet
- Pile Capacity CheckDocument22 pagesPile Capacity CheckMuhammad Qasim MalikNo ratings yet
- ASI Design Guide 10 - Bolted Moment End Plate Beam Splice Connections 21Document1 pageASI Design Guide 10 - Bolted Moment End Plate Beam Splice Connections 21Anonymous 0x2pwMCWgjNo ratings yet
- Spreadsheets To BS 8110: Single Column BaseDocument4 pagesSpreadsheets To BS 8110: Single Column BaseBobby A MathewNo ratings yet
- Design of Stair Waist Slab: Concrete Slab Deflection CheckDocument2 pagesDesign of Stair Waist Slab: Concrete Slab Deflection CheckRathinavel VenkateshwaranNo ratings yet
- Tubular Profiles For Telecom Structures PDFDocument8 pagesTubular Profiles For Telecom Structures PDFJitendraNo ratings yet
- Structure ChecksDocument69 pagesStructure ChecksyasirjurabaNo ratings yet
- Structural Design Brief - Rev 0Document6 pagesStructural Design Brief - Rev 0Umesh ChamaraNo ratings yet
- Structural Report of 1270m3 PDFDocument38 pagesStructural Report of 1270m3 PDFVijay Kumar YadavNo ratings yet
- BambooRoof PDFDocument25 pagesBambooRoof PDFChard HoneyNo ratings yet
- STRUCTURAL ANALYSIS ReportDocument52 pagesSTRUCTURAL ANALYSIS ReportLilu Thapa100% (1)
- General Catalogue VOL1Document330 pagesGeneral Catalogue VOL1lifib23970No ratings yet
- TSS 35 / 205 sheet thickness & load data for aluminium & steel roofingDocument1 pageTSS 35 / 205 sheet thickness & load data for aluminium & steel roofingAkhil VNNo ratings yet
- RC Shear Wall 1.2Document16 pagesRC Shear Wall 1.2mailmaverick8167No ratings yet
- Isolated Footing 73Document21 pagesIsolated Footing 73Ritz Anne Chan TanNo ratings yet
- Design of Dome: Type: ProjectDocument9 pagesDesign of Dome: Type: ProjectdeponkkarNo ratings yet
- Purlin DesignDocument3 pagesPurlin DesignKNB KNNo ratings yet
- Torsion Irregularity Check UBC 97-1630.7 Story Load Case/Combo Label UX Drif Label UX Drif Max DrifDocument2 pagesTorsion Irregularity Check UBC 97-1630.7 Story Load Case/Combo Label UX Drif Label UX Drif Max DrifOmer HayatNo ratings yet
- Reinf - conc.Beams-Design Torsional&Axially LoadedDocument1 pageReinf - conc.Beams-Design Torsional&Axially LoadedHermogenesGerardoIII OcanaNo ratings yet
- Structural Design and Analysis Proposed Three Storey Commercial ResidenceDocument79 pagesStructural Design and Analysis Proposed Three Storey Commercial ResidenceGEREMY SANTIAGONo ratings yet
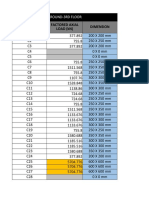
- Column Mark Dimension Factored Axial LOAD (KN) : Ground-3Rd FloorDocument7 pagesColumn Mark Dimension Factored Axial LOAD (KN) : Ground-3Rd FloorAnsley AgabinNo ratings yet
- Proposed Residential Development: Thirty Stars Investment Group Ltd. Base B1 AMG 1Document1 pageProposed Residential Development: Thirty Stars Investment Group Ltd. Base B1 AMG 1patrick chegeNo ratings yet
- Example 5.2: W KN/M BDocument7 pagesExample 5.2: W KN/M BAisyah JamalNo ratings yet
- Corbel DesignDocument2 pagesCorbel DesignRajendra BadjatyaNo ratings yet
- Civil Pile Foundation ReportDocument33 pagesCivil Pile Foundation ReportAnonymous sus3ugOxkwNo ratings yet
- Kathmandu District Rate 2080 - 81Document268 pagesKathmandu District Rate 2080 - 81Dibya100% (1)
- Basement Wall DesignDocument2 pagesBasement Wall DesignArindam RoyNo ratings yet
- Report On Structural Analysis OF Metal Structure With Metal TrussDocument14 pagesReport On Structural Analysis OF Metal Structure With Metal TrussSamikshya ShahNo ratings yet
- Long Span Beams Design and ApplicationsDocument14 pagesLong Span Beams Design and ApplicationsashNo ratings yet
- Structural Analysis & Design: Structural Report On Dang ProjectDocument68 pagesStructural Analysis & Design: Structural Report On Dang ProjectNishan GajurelNo ratings yet
- 500 m3 Cylindrical Tank - SampleDocument18 pages500 m3 Cylindrical Tank - SamplechrisNo ratings yet
- VivaDocument76 pagesVivaRam NepaliNo ratings yet
- Design of overhead crane gantry girderDocument4 pagesDesign of overhead crane gantry girderswapnilbhosale96No ratings yet
- Chapter 1 3 Design For Wind LoadsDocument37 pagesChapter 1 3 Design For Wind Loadscricket reviewNo ratings yet
- WallDocument44 pagesWallUmesh ChamaraNo ratings yet
- Ductile Detailing Criteria.Document5 pagesDuctile Detailing Criteria.NikhilNo ratings yet
- Modeling of Asymmetric Shear Wall-Frame Building Structures PDFDocument8 pagesModeling of Asymmetric Shear Wall-Frame Building Structures PDFdenniscremaNo ratings yet
- GF SlabDocument8 pagesGF Slabcheligp1981No ratings yet
- Combined Footing Excel SheetDocument3 pagesCombined Footing Excel SheetK. S. Design GroupNo ratings yet
- Ubc Aquatic Centre: Advanced Building Technology Structures: Swimming PoolDocument1 pageUbc Aquatic Centre: Advanced Building Technology Structures: Swimming PoolshaolinNo ratings yet
- Right Gravity Wall - With Hydrodynamic - 30.09.2019Document106 pagesRight Gravity Wall - With Hydrodynamic - 30.09.2019Nishant SarrafNo ratings yet
- PROPOSED STEEL TRUSS CRANE DESIGNDocument18 pagesPROPOSED STEEL TRUSS CRANE DESIGNArchitects AsiaNo ratings yet
- Hinusdtan College of Science & Technology: ECE-064 Earthquake Resistant Design UNIT-5Document29 pagesHinusdtan College of Science & Technology: ECE-064 Earthquake Resistant Design UNIT-5Faraan KhanNo ratings yet
- Slab Design of Partially Fixed Circular SlabDocument4 pagesSlab Design of Partially Fixed Circular SlabBithika DattaNo ratings yet
- Design of Shear Walls in BuildingsDocument3 pagesDesign of Shear Walls in BuildingsCHARINo ratings yet
- Corrugated Sheets Design GuideDocument12 pagesCorrugated Sheets Design GuideRama KrishnaNo ratings yet
- SeptictankDocument8 pagesSeptictankkejspmNo ratings yet
- External Prestressing in BavariaDocument10 pagesExternal Prestressing in BavariaAna CastroNo ratings yet
- Preliminary design Rules of thumb for reinforced concrete structuresDocument6 pagesPreliminary design Rules of thumb for reinforced concrete structuresOyens EstoyeNo ratings yet
- Design Principles for Steel Roof TrussesDocument17 pagesDesign Principles for Steel Roof Trussesvprakash7972100% (1)
- IStructE Manual for the design of concrete building structures to Eurocode 2Document4 pagesIStructE Manual for the design of concrete building structures to Eurocode 2Andrei MorosanNo ratings yet
- LindabRevitLibrary 2016.1 - SpecificationDocument4 pagesLindabRevitLibrary 2016.1 - Specificationacin_mNo ratings yet
- LindabRevitLibrary 2016.1 - OverviewDocument6 pagesLindabRevitLibrary 2016.1 - Overviewacin_mNo ratings yet
- 30 Good Rules for Cost-Effective Connection DesignDocument4 pages30 Good Rules for Cost-Effective Connection Designมานะ จรูญพงษ์ศักดิ์No ratings yet
- A Practical Guide For Using Micro Station V8i SS2Document180 pagesA Practical Guide For Using Micro Station V8i SS2Leon TralyNo ratings yet
- LindabRevitTools 2016.0 - ManualDocument68 pagesLindabRevitTools 2016.0 - Manualacin_mNo ratings yet
- Efficient 3D Modeling of Complex Steel StructuresDocument87 pagesEfficient 3D Modeling of Complex Steel Structuresacin_mNo ratings yet
- Corus SHS Welding GuideDocument42 pagesCorus SHS Welding GuidesanggythaNo ratings yet
- Cordwood Masonry & Living Roofs Workshop MaterialsDocument6 pagesCordwood Masonry & Living Roofs Workshop Materialsamondaca100% (1)
- Template - Project Percentage Completion ReportDocument67 pagesTemplate - Project Percentage Completion ReportMark Angelo De GuzmanNo ratings yet
- Speedy ConstructionDocument57 pagesSpeedy Constructionritika bhatiaNo ratings yet
- Communications Room Security CheckDocument9 pagesCommunications Room Security Checkanon_543779054No ratings yet
- Steel Cable Creates Novel Structural Space SystemsDocument11 pagesSteel Cable Creates Novel Structural Space Systemsuhu_plus6482No ratings yet
- Check Model EtabsDocument2 pagesCheck Model EtabsGORTHI ANURAM100% (1)
- Earthquake resistant techniques and smart materialsDocument6 pagesEarthquake resistant techniques and smart materialsawasarevinayakNo ratings yet
- Affordable Housing Solution through Adoption of IBS and MMCDocument13 pagesAffordable Housing Solution through Adoption of IBS and MMCnajlanizamNo ratings yet
- TM34 Tilt Up Technical ManualDocument41 pagesTM34 Tilt Up Technical ManualFelipe CantillanoNo ratings yet
- Adventure Series Catalog-Opt PDFDocument24 pagesAdventure Series Catalog-Opt PDFDeux ArtsNo ratings yet
- KR Steel Barge PDFDocument110 pagesKR Steel Barge PDFBernardo Ellamil0% (1)
- Clean Tek Hospital Operating RoomDocument10 pagesClean Tek Hospital Operating RoommpwasaNo ratings yet
- Residential Addition/ Remodel: Development Services Department City of San Diego April 2020Document19 pagesResidential Addition/ Remodel: Development Services Department City of San Diego April 2020IonFlorentaNo ratings yet
- TR189 Kathuria PDFDocument168 pagesTR189 Kathuria PDFuqiNo ratings yet
- AISI Standards For Cold-Formed Steel FramingDocument19 pagesAISI Standards For Cold-Formed Steel Framingnicole pampangaNo ratings yet
- Shield Assembly GuideDocument20 pagesShield Assembly GuideBrett DarbyNo ratings yet
- Knauf Installation Guide 2012 WEBDocument52 pagesKnauf Installation Guide 2012 WEBamazonfedNo ratings yet
- Structural Components Worksheet 10 Framed Construction SEODocument2 pagesStructural Components Worksheet 10 Framed Construction SEOJCNo ratings yet
- Swedbank Arena Roof ConstructionDocument4 pagesSwedbank Arena Roof ConstructionKarla AmarNo ratings yet
- M 8203L PDFDocument2 pagesM 8203L PDFPopitanu Angela CorinaNo ratings yet
- Farm No 1 Iowa Mens Reformatory NRDocument43 pagesFarm No 1 Iowa Mens Reformatory NRGazetteonlineNo ratings yet
- Exportlayers DWG ISO13567Document5 pagesExportlayers DWG ISO13567majstorNo ratings yet
- Aarey Greens ElevationDocument20 pagesAarey Greens ElevationPriyanka JainNo ratings yet
- 5323 Shafter Ave Oakland CA 94618 USADocument5 pages5323 Shafter Ave Oakland CA 94618 USAZain shabbirNo ratings yet
- Cost Estimating WorksheetDocument12 pagesCost Estimating WorksheetrapiddocsNo ratings yet
- Non Trad BuildingsDocument28 pagesNon Trad Buildingsbigharry78No ratings yet
- Industrial ConstDocument34 pagesIndustrial Constkirti0% (1)
- !! A 3D Model For Collapse Analysis of Soft-Story Light-Frame Wood BuildingsDocument8 pages!! A 3D Model For Collapse Analysis of Soft-Story Light-Frame Wood BuildingsAnonymous hprsT3WlPNo ratings yet
- Lecture 10 Analysis and Design of Waffle Slabs - 2011Document62 pagesLecture 10 Analysis and Design of Waffle Slabs - 2011José Pablo Rosales Sánchez100% (1)
- AESSDocument25 pagesAESSJagatheesh RadhakrishnanNo ratings yet