You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 pagesICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNo ratings yet
- Manufacturing ProcessesDocument477 pagesManufacturing ProcessesVinod89% (19)
- QSGTL Tank Jacking & Bottom Replacement ProjectDocument28 pagesQSGTL Tank Jacking & Bottom Replacement ProjectShrikant Moje100% (1)
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 pagesICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNo ratings yet
- World Pipelines June 2007 - Integrity Management PDFDocument6 pagesWorld Pipelines June 2007 - Integrity Management PDFShrikant MojeNo ratings yet
- Api 571 HNDocument1 pageApi 571 HNShrikant MojeNo ratings yet
- API RP 571 Test QuestionsDocument22 pagesAPI RP 571 Test QuestionsShrikant Moje100% (1)
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 pagesICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNo ratings yet
- Rajasthan Tour 9n10dDocument2 pagesRajasthan Tour 9n10dShrikant MojeNo ratings yet
- World Pipelines June 2007 - Integrity ManagementDocument55 pagesWorld Pipelines June 2007 - Integrity ManagementShrikant MojeNo ratings yet
- General Damage Mechanisms and Corrosion Failure ModesDocument6 pagesGeneral Damage Mechanisms and Corrosion Failure ModesShrikant Moje100% (1)
- Interpass Temperature WeldingDocument2 pagesInterpass Temperature Weldinghareesh13hNo ratings yet
- General Damage Mechanisms and Corrosion Failure ModesDocument6 pagesGeneral Damage Mechanisms and Corrosion Failure ModesShrikant Moje100% (1)
- General Damage Mechanisms and Corrosion Failure ModesDocument6 pagesGeneral Damage Mechanisms and Corrosion Failure ModesShrikant Moje100% (1)
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
- Electrode PDFDocument32 pagesElectrode PDFShrikant MojeNo ratings yet
- Fabrication Procedure FOR Evaporators: MFF Larsen & Toubro Limited Hazira Works, SuratDocument51 pagesFabrication Procedure FOR Evaporators: MFF Larsen & Toubro Limited Hazira Works, SuratShrikant MojeNo ratings yet
- Gas Shielded Flux Cored Arc Welding (FCAW) GuideDocument19 pagesGas Shielded Flux Cored Arc Welding (FCAW) GuideSanthosh Kumar100% (1)
- Duplex MetrodeDocument16 pagesDuplex MetrodeShrikant MojeNo ratings yet
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
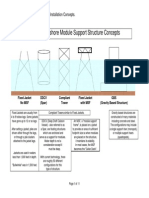
- 6.offshore ConceptsDocument0 pages6.offshore Conceptshaidar1992No ratings yet
- Piping DesignDocument8 pagesPiping Designswabha102No ratings yet
- Piping Surges PDFDocument14 pagesPiping Surges PDFiboNo ratings yet
- Manufacturing ProcessesDocument477 pagesManufacturing ProcessesVinod89% (19)
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
- Gas Shielded Flux Cored Arc Welding (FCAW) GuideDocument19 pagesGas Shielded Flux Cored Arc Welding (FCAW) GuideSanthosh Kumar100% (1)
- Welding ProcessesDocument78 pagesWelding ProcessesShrikant MojeNo ratings yet
- Welding Consumanle SelectionDocument85 pagesWelding Consumanle SelectionShrikant MojeNo ratings yet
- ASME P-Numbers PDFDocument2 pagesASME P-Numbers PDFShrikant Moje100% (1)
- Ductile Iron Pipe Methods of DesignDocument22 pagesDuctile Iron Pipe Methods of DesignShrikant MojeNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- HarwellDocument11 pagesHarwellLuis Antonio CNo ratings yet
- Brochure Rosemount 935 And936 Open Path Gas Detectors en 7792872Document8 pagesBrochure Rosemount 935 And936 Open Path Gas Detectors en 7792872Marco AntonioNo ratings yet
- Kitchen Hood DesignDocument24 pagesKitchen Hood Designamo3330100% (1)
- Thermoengineering Brochure ENGDocument6 pagesThermoengineering Brochure ENGaliNo ratings yet
- AS-Level Reaction Kinetics Chapter NotesDocument8 pagesAS-Level Reaction Kinetics Chapter NotesArslnNo ratings yet
- Catalyst RegenerationDocument57 pagesCatalyst RegenerationSyed Abdul RehmanNo ratings yet
- Tahsili Physics-Problems and QuestionsDocument75 pagesTahsili Physics-Problems and Questionsflynn riderNo ratings yet
- OctoDocument244 pagesOctoSatyam KumarNo ratings yet
- Kcse 2023 Mokasa Mocks s1Document255 pagesKcse 2023 Mokasa Mocks s1micah isabokeNo ratings yet
- Dehydration of Natural GasDocument22 pagesDehydration of Natural GasCyrus iraniNo ratings yet
- ChE210 FluidMechanics MakeupExam QUESTIONS 03072023Document6 pagesChE210 FluidMechanics MakeupExam QUESTIONS 03072023selenaykaya8No ratings yet
- Thermo - LectureNote Sep2013 PDFDocument351 pagesThermo - LectureNote Sep2013 PDFAdly_arkimNo ratings yet
- Respiratory Protective Devices - Methods of Test and Test EquipmentDocument42 pagesRespiratory Protective Devices - Methods of Test and Test EquipmentedwinbadajosNo ratings yet
- Factors Affecting Reaction RatesDocument9 pagesFactors Affecting Reaction Ratesscsa31619No ratings yet
- EquiflowDocument4 pagesEquiflowVincent Ng100% (1)
- Flammable Vapor Release Hazards in Congested AreasDocument1 pageFlammable Vapor Release Hazards in Congested AreasNc Bean100% (1)
- Full Download Test Bank For Foundations of Maternal Newborn and Womens Health Nursing 6th Edition by Murray PDF FreeDocument32 pagesFull Download Test Bank For Foundations of Maternal Newborn and Womens Health Nursing 6th Edition by Murray PDF FreeMichael Taylor100% (12)
- Equations of StateDocument42 pagesEquations of StateEng MohammedNo ratings yet
- Gas Turbines TocDocument8 pagesGas Turbines Tocnasr305100% (1)
- 2018SU B.SC Chemistry SyllabusDocument22 pages2018SU B.SC Chemistry Syllabussachin81185No ratings yet
- Concept Design For A High Temperature Helium Brayton Cycle With Interstage Heating and Cooling PDFDocument93 pagesConcept Design For A High Temperature Helium Brayton Cycle With Interstage Heating and Cooling PDFjameeel05No ratings yet
- PET-002H Hydrate FormationDocument6 pagesPET-002H Hydrate Formationudokas100% (1)
- Adverb Clauses Class VIIIDocument23 pagesAdverb Clauses Class VIIISatyendra kumarNo ratings yet
- Science Whole Group Inquiry Lesson Plan 2Document7 pagesScience Whole Group Inquiry Lesson Plan 2api-379957585No ratings yet
- Improvement of ZnO and SnO2 Hydrogen Gas SensorsDocument165 pagesImprovement of ZnO and SnO2 Hydrogen Gas SensorsQahtan Al-zaidi0% (1)
- Sv40 100b ManualDocument42 pagesSv40 100b ManualSarco MiguelNo ratings yet
- Allied School Test Session-2014 (Test 5) : ObjectiveDocument1 pageAllied School Test Session-2014 (Test 5) : ObjectiveSaim BNo ratings yet
- Thermodynamics Lab - Boyle's LawDocument5 pagesThermodynamics Lab - Boyle's Lawfaezahjalal100% (2)
- Soalan Kimia Ujian 1Document8 pagesSoalan Kimia Ujian 1Liana JalilNo ratings yet
- FluidFlow Designer HandbookDocument78 pagesFluidFlow Designer Handbooksosatlantique100% (4)