You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Actin-Myosin Complex and Implications For: Structure The Muscle ContractionDocument8 pagesActin-Myosin Complex and Implications For: Structure The Muscle ContractionBarış YaradanakulNo ratings yet
- Actin-Myosin Complex and Implications For: Structure The Muscle ContractionDocument8 pagesActin-Myosin Complex and Implications For: Structure The Muscle ContractionBarış YaradanakulNo ratings yet
- Rayment 1Document9 pagesRayment 1Barış YaradanakulNo ratings yet
- ReportDocument1 pageReportBarış YaradanakulNo ratings yet
- Schematic Cross Section of A Metal-Oxide-Semiconductor Field-Effect Transistor (MOSFET)Document19 pagesSchematic Cross Section of A Metal-Oxide-Semiconductor Field-Effect Transistor (MOSFET)Barış YaradanakulNo ratings yet
- Spectral Analysis of BP-Hypertension 1995Document11 pagesSpectral Analysis of BP-Hypertension 1995Barış YaradanakulNo ratings yet
- A New Interpretation ofDocument12 pagesA New Interpretation ofBarış YaradanakulNo ratings yet
- Multi-Scale Simulation of Nanoindentation On Cast Inconel 718 and NBCDocument10 pagesMulti-Scale Simulation of Nanoindentation On Cast Inconel 718 and NBCBarış YaradanakulNo ratings yet
- Adams - Calculus A Complete Course 7th c2010 - Student Solution ManualDocument354 pagesAdams - Calculus A Complete Course 7th c2010 - Student Solution ManualBarış Yaradanakul67% (3)
- Deterministic Chaos Theory and Its Applications To Materials ScienceDocument9 pagesDeterministic Chaos Theory and Its Applications To Materials ScienceBarış YaradanakulNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 5d814c4d6437b300fd0e227a - Scorch Product Sheet 512GB PDFDocument1 page5d814c4d6437b300fd0e227a - Scorch Product Sheet 512GB PDFBobby B. BrownNo ratings yet
- Misca 367 of 2008Document5 pagesMisca 367 of 2008Kabelo TsehareNo ratings yet
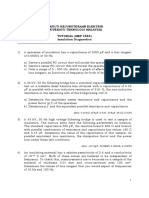
- Tutorial MEP1553 - Insulation DiagnosticsDocument4 pagesTutorial MEP1553 - Insulation DiagnosticsSharin Bin Ab GhaniNo ratings yet
- Among Us Hack Mod Menu Mod AlwaysDocument4 pagesAmong Us Hack Mod Menu Mod AlwaysC JNo ratings yet
- PIL HANDOUT in TextDocument173 pagesPIL HANDOUT in Textbhargavi mishraNo ratings yet
- Sales Force TrainingDocument18 pagesSales Force Trainingsaurabh shekhar100% (2)
- 2015 Paper 2 Specimen Paper PDFDocument10 pages2015 Paper 2 Specimen Paper PDFAhmad Osama MashalyNo ratings yet
- Pat Lintas Minat Bahasa Inggris Kelas XDocument16 pagesPat Lintas Minat Bahasa Inggris Kelas XEka MurniatiNo ratings yet
- Human Resource Information Systems 2nd Edition Kavanagh Test BankDocument27 pagesHuman Resource Information Systems 2nd Edition Kavanagh Test BankteresamckenzieafvoNo ratings yet
- Final Lpd1Document6 pagesFinal Lpd1MONIC STRAISAND DIPARINENo ratings yet
- Australian Car Mechanic - June 2016Document76 pagesAustralian Car Mechanic - June 2016Mohammad Faraz AkhterNo ratings yet
- Web Bearing and Buck1ling To BS en 1993Document3 pagesWeb Bearing and Buck1ling To BS en 1993antoninoNo ratings yet
- Mcqs Ethics and CSR)Document9 pagesMcqs Ethics and CSR)Maida TanweerNo ratings yet
- Logcat 1676535419488Document174 pagesLogcat 1676535419488Mungkin SayaNo ratings yet
- LETTEROFGUARANTEEDocument1 pageLETTEROFGUARANTEELim DongseopNo ratings yet
- ISDM - Lab Sheet 02Document4 pagesISDM - Lab Sheet 02it21083396 Galappaththi S DNo ratings yet
- Thesis-Android-Based Health-Care Management System: July 2016Document66 pagesThesis-Android-Based Health-Care Management System: July 2016Noor Md GolamNo ratings yet
- PosdmDocument29 pagesPosdmChandraBhushan67% (3)
- Tire Size ComparisonDocument1 pageTire Size ComparisonBudi DarmawanNo ratings yet
- Impact of Dust& Dirt Accumulation On The Performance of PV PanelsDocument4 pagesImpact of Dust& Dirt Accumulation On The Performance of PV PanelserpublicationNo ratings yet
- Attachment I - Instructions To Bidders - EEPNL EEPN (OE) L QA QC PDFDocument24 pagesAttachment I - Instructions To Bidders - EEPNL EEPN (OE) L QA QC PDFMathias OnosemuodeNo ratings yet
- Hyperion 2 PDFDocument1 pageHyperion 2 PDFAbhishek Gite100% (1)
- Consultant Agreement PDFDocument6 pagesConsultant Agreement PDFRathore&Co Chartered AccountantNo ratings yet
- Life Lessons AssignmentDocument5 pagesLife Lessons Assignmentapi-332560669No ratings yet
- Evaluating The Procurement Strategy Adopted in The Scottish Holyrood Parliament Building ProjectDocument13 pagesEvaluating The Procurement Strategy Adopted in The Scottish Holyrood Parliament Building ProjectNnamdi Eze100% (4)
- Commercial Vehicle Aftermarket Catalog en UsDocument56 pagesCommercial Vehicle Aftermarket Catalog en UsAion RadamanthysNo ratings yet
- Chapter 5Document20 pagesChapter 5Berihu GirmayNo ratings yet
- SMB Marketing PlaybookDocument18 pagesSMB Marketing PlaybookpramodharithNo ratings yet
- BMR - Lab ManualDocument23 pagesBMR - Lab ManualMohana PrasathNo ratings yet
- ExSchutzkatalog Englisch 1Document61 pagesExSchutzkatalog Englisch 1marius_brkt6284No ratings yet