You might also like
- ES3000 Instruction BookDocument28 pagesES3000 Instruction BookWongTatYuen80% (10)
- Manual Mini RevolverDocument8 pagesManual Mini RevolverAdhi KaryaNo ratings yet
- Hot Wire Manchine - User Manual-ENDocument41 pagesHot Wire Manchine - User Manual-ENZoliNo ratings yet
- User ManualDocument22 pagesUser Manualliwei0% (1)
- AMP Engineering PS90 Trigger InstructionsDocument2 pagesAMP Engineering PS90 Trigger InstructionsAaron PigeonNo ratings yet
- EASSON ES 8A DRO User Manual PDFDocument114 pagesEASSON ES 8A DRO User Manual PDFJulio CezarNo ratings yet
- Modifying .223 Magazines For The SAR-3Document13 pagesModifying .223 Magazines For The SAR-3Arkane1988100% (1)
- MJX Bugs 3 Pro User ManualDocument21 pagesMJX Bugs 3 Pro User ManualMegaCart ShopzNo ratings yet
- Standard Direct Impingement AR 15 Parts ChecklistDocument8 pagesStandard Direct Impingement AR 15 Parts Checklistberndawg76100% (1)
- JERICHO Manual 08 011 08 15 00 PDFDocument74 pagesJERICHO Manual 08 011 08 15 00 PDFAlberto AmbiNo ratings yet
- SH210 5Document1 pageSH210 5lionkinghd94% (36)
- Megapack: Instruction Manual Spare Parts BookDocument32 pagesMegapack: Instruction Manual Spare Parts BookMessi EmetievNo ratings yet
- Fire Control Pocket With A DRODocument7 pagesFire Control Pocket With A DROterrencebelles100% (1)
- GG2 Operator's ManualDocument30 pagesGG2 Operator's ManualWerner Patric WengNo ratings yet
- Dbs22 enDocument14 pagesDbs22 enmilivoj11No ratings yet
- STEN / 76: 9mm Sub Machine Gun SuppressorDocument6 pagesSTEN / 76: 9mm Sub Machine Gun SuppressorIngo Quander100% (1)
- @VLNNR:: Beretta 3,021,763Document8 pages@VLNNR:: Beretta 3,021,763wererNo ratings yet
- MAX11kManual Rev A PDFDocument12 pagesMAX11kManual Rev A PDFJorge Mercado NajeraNo ratings yet
- GB 50a-2Document1 pageGB 50a-2Kevin Blaner100% (1)
- AKT020 Rivet Jaws InstructionsDocument12 pagesAKT020 Rivet Jaws InstructionsDale WadeNo ratings yet
- Section 03 NomenclatureDocument32 pagesSection 03 Nomenclaturerao_saintNo ratings yet
- Easy Jig Information - 80% ArmsDocument2 pagesEasy Jig Information - 80% Arms9fakeemailNo ratings yet
- Screw Build AKMS With Underfolder NotesDocument8 pagesScrew Build AKMS With Underfolder NotesAdam HemsleyNo ratings yet
- AWCY? Apple PieDocument8 pagesAWCY? Apple PieCWONo ratings yet
- Uzi Semi-Auto Carbine Fixed Stock Installation InstructionsDocument4 pagesUzi Semi-Auto Carbine Fixed Stock Installation Instructionselvergonzalez1No ratings yet
- m249 SawDocument17 pagesm249 SawMark CheneyNo ratings yet
- Ruger 22-45 Bolt Dis AssemblyDocument3 pagesRuger 22-45 Bolt Dis Assemblyapi-3840428100% (3)
- How To Adjust HK Rifle SightsDocument3 pagesHow To Adjust HK Rifle SightsBlackbenellieSBE1No ratings yet
- 192 Office/Tech:: Shotgun IndexDocument16 pages192 Office/Tech:: Shotgun IndexStan BrittsanNo ratings yet
- How To Build A Potato CannonDocument16 pagesHow To Build A Potato CannonFknw bdNo ratings yet
- Mossberg Brownie Grip Frame-1Document1 pageMossberg Brownie Grip Frame-1angel123100% (2)
- Semiautomatic Rifle SharacDocument3 pagesSemiautomatic Rifle SharacOlegValNo ratings yet
- UZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Document60 pagesUZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Ricardo C TorresNo ratings yet
- FN FAL Gas Block Conversion InfoDocument2 pagesFN FAL Gas Block Conversion InfoAdam HemsleyNo ratings yet
- Hugo Schmeisser (Germany)Document4 pagesHugo Schmeisser (Germany)blowmeasshole1911No ratings yet
- Schalldaempfer SD22 Bed GBDocument5 pagesSchalldaempfer SD22 Bed GBDjWagner007No ratings yet
- GG3 Operators Manual Quickstart PDFDocument5 pagesGG3 Operators Manual Quickstart PDFRebecca MathewsNo ratings yet
- Saiga 12 Shotgun Custom Order Form: About YOUDocument3 pagesSaiga 12 Shotgun Custom Order Form: About YOURobert MonsonNo ratings yet
- Product Instructions - Trigger Guard Rivet Drilling Jig Instructions PDFDocument3 pagesProduct Instructions - Trigger Guard Rivet Drilling Jig Instructions PDFFrank MeekerNo ratings yet
- HK Flat Bending JigDocument7 pagesHK Flat Bending JigRon Walsh100% (1)
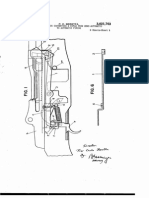
- Provided by Patentstorm, HTTP://WWW - Patentstorm.UsDocument11 pagesProvided by Patentstorm, HTTP://WWW - Patentstorm.Usjustin_j_gaudetNo ratings yet
- PREPARE Policy BriefingDocument2 pagesPREPARE Policy BriefingAndrew SingerNo ratings yet
- Colt m4 m16Document100 pagesColt m4 m16Ismael RojasNo ratings yet
- Operating and Safety Operating and Safety Instruction Manual Instruction ManualDocument16 pagesOperating and Safety Operating and Safety Instruction Manual Instruction Manual.100% (1)
- Schematic: Click On Your ComponentDocument1 pageSchematic: Click On Your ComponentDean MillerNo ratings yet
- The M14 Conversion To The M1 Garand: Version OneDocument13 pagesThe M14 Conversion To The M1 Garand: Version Oneleleva13No ratings yet
- AMT LightningDocument9 pagesAMT LightningJustinNo ratings yet
- HK USC45 ManualDocument23 pagesHK USC45 Manualjustin_j_gaudet100% (1)
- Intro25MM Pneumatic Sniper RifleDocument63 pagesIntro25MM Pneumatic Sniper Riflezaion08No ratings yet
- Detail Specification, Rifle, 5.56 Millimeter, m1641 Mil-Dtl-32309Document57 pagesDetail Specification, Rifle, 5.56 Millimeter, m1641 Mil-Dtl-32309cjnjr1No ratings yet
- Jumbo Lift 3200 NT PDFDocument55 pagesJumbo Lift 3200 NT PDFAvishay TufikianNo ratings yet
- Operators Manual: UMP45 (.45 ACP) UMP40 (.40 S&W)Document49 pagesOperators Manual: UMP45 (.45 ACP) UMP40 (.40 S&W)Chad KaplanNo ratings yet
- Brownells-2 5LB1911TriggerPullDocument4 pagesBrownells-2 5LB1911TriggerPullRyan ShanksNo ratings yet
- Marauder ManualDocument6 pagesMarauder Manualyasuaki_01574951No ratings yet
- Unlted States Patent (10) Patent N0.2 US 7,421,937 B1Document24 pagesUnlted States Patent (10) Patent N0.2 US 7,421,937 B1Jin SongNo ratings yet
- A 518298Document19 pagesA 518298browar444No ratings yet
- US3779883 PentaDocument6 pagesUS3779883 PentaRuchita Poilkar100% (1)
- Ruger MkIIEjectorTemplate NewDocument1 pageRuger MkIIEjectorTemplate NewMike Nichlos0% (1)
- Vamo v3 ManualDocument7 pagesVamo v3 Manualdannyjan5080No ratings yet
- H&R Handi Rifle ManualDocument6 pagesH&R Handi Rifle ManualSbd RancottNo ratings yet
- Provided by Patentstorm, HTTP://WWW - Patentstorm.UsDocument8 pagesProvided by Patentstorm, HTTP://WWW - Patentstorm.Usjustin_j_gaudetNo ratings yet
- The Development of Armor-piercing Shells (With Suggestions for Their Improvement)From EverandThe Development of Armor-piercing Shells (With Suggestions for Their Improvement)No ratings yet
- The First Setup: Surfaces Finished in This Chapter (Buttface) 5Document5 pagesThe First Setup: Surfaces Finished in This Chapter (Buttface) 5Joshua MunseyNo ratings yet
- Bolt Catch Pin PunchDocument1 pageBolt Catch Pin PunchJoshua MunseyNo ratings yet
- Chapter 01Document3 pagesChapter 01Joshua MunseyNo ratings yet
- Finishing Up: Rough Trigger AreaDocument4 pagesFinishing Up: Rough Trigger AreaJoshua MunseyNo ratings yet
- Chapter 08Document5 pagesChapter 08Joshua MunseyNo ratings yet
- Chapter 11Document4 pagesChapter 11Joshua MunseyNo ratings yet
- Chapter 09 BDocument1 pageChapter 09 BJoshua MunseyNo ratings yet
- Chapter 07Document3 pagesChapter 07Joshua MunseyNo ratings yet
- Here Is How The Forging Will Look After The 3/4" Rough MillDocument3 pagesHere Is How The Forging Will Look After The 3/4" Rough MillJoshua MunseyNo ratings yet
- The Forging Will Look Like This After The 5/16" Hole Is DrilledDocument1 pageThe Forging Will Look Like This After The 5/16" Hole Is DrilledJoshua MunseyNo ratings yet
- Chapter 06Document4 pagesChapter 06Joshua MunseyNo ratings yet
- Basic Set of Devices Found in PCDocument25 pagesBasic Set of Devices Found in PCJelyn OkekeNo ratings yet
- Sprs CandyDocument12 pagesSprs CandyVinko MaričićNo ratings yet
- CMT Saw Blade 230.524.08M PDFDocument2 pagesCMT Saw Blade 230.524.08M PDFkikuNo ratings yet
- Physics Practical Class 12 Full Wave Rectifier With GraphicsDocument13 pagesPhysics Practical Class 12 Full Wave Rectifier With GraphicsSuraj Official100% (4)
- VAV Air Terminal UnitsDocument11 pagesVAV Air Terminal Unitsbrian mmec2020No ratings yet
- Pump Management SystemDocument1 pagePump Management SystemFuad JahićNo ratings yet
- ARCA Fly ReglerInstr GBDocument6 pagesARCA Fly ReglerInstr GBChanNo ratings yet
- Armadura Deflection IFL D PDFDocument4 pagesArmadura Deflection IFL D PDFleonardoNo ratings yet
- MetrologyDocument1 pageMetrologyMeet BakotiaNo ratings yet
- NITON - HYDRO TEST PROCEDURE - Rev.0Document6 pagesNITON - HYDRO TEST PROCEDURE - Rev.0PRASHANT100% (2)
- Item SpecificationsDocument14 pagesItem Specificationssat palNo ratings yet
- MS-G Cutting Plotter Operation ManualDocument17 pagesMS-G Cutting Plotter Operation ManualMaria Jose HernandezNo ratings yet
- Specification For Distribution TransformersDocument18 pagesSpecification For Distribution TransformersDanish MohammedNo ratings yet
- Installation Manual Class A Ais FA-170: ModelDocument79 pagesInstallation Manual Class A Ais FA-170: ModelHorstS123100% (1)
- DMC M39029 Power ConnectorsDocument2 pagesDMC M39029 Power Connectorsprkush100% (2)
- Sri Balaji Enterprises - Just Another Wordpress SiteDocument3 pagesSri Balaji Enterprises - Just Another Wordpress Sitesaurabhjerps231221No ratings yet
- Interruptor K01 1Document2 pagesInterruptor K01 1nomanNo ratings yet
- CCTV Maintenance Checklist Log - SafetyCultureDocument4 pagesCCTV Maintenance Checklist Log - SafetyCultureAj NicoloNo ratings yet
- Electrical System: Chassis Electrical Devices Wiring Outline StructureDocument28 pagesElectrical System: Chassis Electrical Devices Wiring Outline StructurecckasNo ratings yet
- P18R WorkDocument2 pagesP18R WorkRu BynNo ratings yet
- Mechanical Heat Pump-2 PDFDocument9 pagesMechanical Heat Pump-2 PDFRushikesh PatilNo ratings yet
- Component Parts List: DRS 125 Wheel BlockDocument16 pagesComponent Parts List: DRS 125 Wheel BlockAmazonas ManutençãoNo ratings yet
- Power Factor MCQsDocument3 pagesPower Factor MCQshira ghaffarNo ratings yet
- EPSON AcuLaser C2600 2600 PDFDocument454 pagesEPSON AcuLaser C2600 2600 PDFAlessandro IppolitoNo ratings yet
- Lab 2 Measurement - Dee10013Document11 pagesLab 2 Measurement - Dee10013FirdausNo ratings yet
- Manuals 67c Series Instrument Supply Regulators Instruction Manual Fisher en en 6089024 PDFDocument12 pagesManuals 67c Series Instrument Supply Regulators Instruction Manual Fisher en en 6089024 PDFSebastia Ossa ArteagaNo ratings yet
- 2016 - 425 PPE Summary List of Harmonised Standards - Generated On 9.12.2022Document40 pages2016 - 425 PPE Summary List of Harmonised Standards - Generated On 9.12.2022Kostas AnagnostopoulosNo ratings yet