You might also like
- SSNDocument1,377 pagesSSNBrymo Suarez100% (9)
- Marriage Gift PolicyDocument4 pagesMarriage Gift PolicyGanesh Gaikwad100% (3)
- 3-A Sanitary Standards For Pulsation Dampening Devices, Number 82-00Document9 pages3-A Sanitary Standards For Pulsation Dampening Devices, Number 82-00CHRISTIAN ZAVALANo ratings yet
- Plants Life Cycles and PartsDocument5 pagesPlants Life Cycles and PartsseemaNo ratings yet
- Galvanized Steel Inspection GuideDocument20 pagesGalvanized Steel Inspection GuidePham Ngoc Khan100% (2)
- 001 Gace Early Childhood TestDocument3 pages001 Gace Early Childhood Testapi-265795386No ratings yet
- Dow Propylene Glycol, Industrial GradeDocument2 pagesDow Propylene Glycol, Industrial GradeBồ Công AnhNo ratings yet
- SanitaryDesign 6319Document34 pagesSanitaryDesign 6319Bima Brajo Dilambung100% (1)
- Complex Numbers GuideDocument17 pagesComplex Numbers GuideGus EdiNo ratings yet
- MR15 Mechanical Engineering SyllabusDocument217 pagesMR15 Mechanical Engineering Syllabusramji_kkpNo ratings yet
- 3-A Accepted Practice For Plant Environmental Air Quality, Number 612-00Document12 pages3-A Accepted Practice For Plant Environmental Air Quality, Number 612-00CHRISTIAN ZAVALANo ratings yet
- Application of Quality Control Tools - A Case Study PDFDocument6 pagesApplication of Quality Control Tools - A Case Study PDFBồ Công AnhNo ratings yet
- 3-A® Sanitary Standards 26-05Document12 pages3-A® Sanitary Standards 26-05CHRISTIAN ZAVALANo ratings yet
- Hygienic Design of Food Industry Equipment PDFDocument10 pagesHygienic Design of Food Industry Equipment PDFMai Phuong Phan TranNo ratings yet
- BL3B User Manual PDFDocument142 pagesBL3B User Manual PDFRandy VanegasNo ratings yet
- 3-A Sanitary Standards for Stainless Steel Bulk Milk TanksDocument12 pages3-A Sanitary Standards for Stainless Steel Bulk Milk TanksCHRISTIAN ZAVALA100% (2)
- 3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00Document23 pages3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00CHRISTIAN ZAVALA100% (1)
- EHEDG Guidelines OverviewDocument2 pagesEHEDG Guidelines Overviewrenzolonardi100% (1)
- Food Processing Equipment Design and Cleanability: FLAIR-FLOW Technical Manual 377A/00Document35 pagesFood Processing Equipment Design and Cleanability: FLAIR-FLOW Technical Manual 377A/00Bhavesh100% (1)
- 3-A Sanitary Standards For Silo-Type Storage Tanks For Milk and Milk Products, Number 22-08Document15 pages3-A Sanitary Standards For Silo-Type Storage Tanks For Milk and Milk Products, Number 22-08CHRISTIAN ZAVALANo ratings yet
- Publications FireSafetyDesign SDocument369 pagesPublications FireSafetyDesign SJayachandra Reddy AnnavaramNo ratings yet
- Hygienic design principles for food machineryDocument44 pagesHygienic design principles for food machinerythouche007100% (2)
- Hygienic Design of Equipment For Open ProcessingDocument24 pagesHygienic Design of Equipment For Open ProcessingKevin Cornejo100% (1)
- Whitepaper - The Hygienic Design of Food Industry BrushwareDocument14 pagesWhitepaper - The Hygienic Design of Food Industry Brushwareiis98678100% (1)
- SanitaryDesign 51820 PDFDocument33 pagesSanitaryDesign 51820 PDFRobert RossNo ratings yet
- Belt Conveyor SystemDocument154 pagesBelt Conveyor SystemBồ Công AnhNo ratings yet
- Food Equipment Hygienic DesignDocument6 pagesFood Equipment Hygienic Designsandi123inNo ratings yet
- Stainless Steel in The Food Industry PDFDocument26 pagesStainless Steel in The Food Industry PDFAnonymous jW9BkgbQmENo ratings yet
- General Hygienic Design Criteria For The Safe Processing of Dry Particulate MaterialsDocument28 pagesGeneral Hygienic Design Criteria For The Safe Processing of Dry Particulate MaterialsKevin Cornejo100% (1)
- 7 React Redux React Router Es6 m7 SlidesDocument19 pages7 React Redux React Router Es6 m7 Slidesaishas11No ratings yet
- BCAS, Food Grade Compressed Air PDFDocument11 pagesBCAS, Food Grade Compressed Air PDFGaruda84No ratings yet
- Hygienic DesignDocument18 pagesHygienic DesignSarah Perez100% (1)
- (Dictionary) of Environmental Engineering and Wastewater TreatmentDocument502 pages(Dictionary) of Environmental Engineering and Wastewater TreatmentBồ Công Anh100% (2)
- Containment GuardDocument36 pagesContainment GuardSatish HiremathNo ratings yet
- 3-A Accepted Practices For Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces, Number 604-05Document14 pages3-A Accepted Practices For Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces, Number 604-05CHRISTIAN ZAVALA100% (1)
- How To Optimize Clear in Place CIP ProcessesDocument11 pagesHow To Optimize Clear in Place CIP Processesteniahim100% (1)
- Project On International BusinessDocument18 pagesProject On International BusinessAmrita Bharaj100% (1)
- Dairy Accepted Equipment List PDFDocument181 pagesDairy Accepted Equipment List PDFAjish PhilipNo ratings yet
- Seminar 1 - Cleanroom HVAC Design - KarachiDocument25 pagesSeminar 1 - Cleanroom HVAC Design - KarachituzlucayirNo ratings yet
- June 2016 InternationalDocument80 pagesJune 2016 InternationalBồ Công Anh100% (1)
- Buyers FancyFoodDocument6 pagesBuyers FancyFoodvanNo ratings yet
- Buying Guide Truck Scales EN v11 Low PDFDocument80 pagesBuying Guide Truck Scales EN v11 Low PDFBồ Công AnhNo ratings yet
- 3-A Sanitary Standards For Uninsulated Tanks For Milk and Milk Products, Number 32-03Document10 pages3-A Sanitary Standards For Uninsulated Tanks For Milk and Milk Products, Number 32-03CHRISTIAN ZAVALANo ratings yet
- EHEDG guidelines for hygienic design of open food processing equipmentDocument6 pagesEHEDG guidelines for hygienic design of open food processing equipmentmayeNo ratings yet
- Installation and Operational Qualification: Prepared by .. . DateDocument6 pagesInstallation and Operational Qualification: Prepared by .. . DateEkkawit Wangkanklang0% (1)
- Hygienic Design Food IndustryDocument19 pagesHygienic Design Food IndustryLinaArev H100% (1)
- Hygienic Design of Belt Conveyors For The Food IndustryDocument76 pagesHygienic Design of Belt Conveyors For The Food IndustryKevin Cornejo100% (1)
- Sanitary PumpsDocument140 pagesSanitary PumpsMessouaf FouadNo ratings yet
- 08 Eng 2018 NDocument13 pages08 Eng 2018 NGS Li100% (2)
- Hygienic Design Guidelines 2002Document45 pagesHygienic Design Guidelines 2002chien_yu_lee100% (1)
- Ishida's Guide to Engineering Hygienic DesignDocument87 pagesIshida's Guide to Engineering Hygienic Designneilradcliffe100% (4)
- Dairy Accepted Equipment List PDFDocument181 pagesDairy Accepted Equipment List PDFOmid GhNo ratings yet
- Hygienic Equipment Design CriteriaDocument17 pagesHygienic Equipment Design CriteriaDavid Galan100% (1)
- 2 Assessment of In-Place Cleanability 2004 - Updated 07Document17 pages2 Assessment of In-Place Cleanability 2004 - Updated 07Mtto y Proyecto VerterquimNo ratings yet
- EHEDG Yearbook 2015 2016Document180 pagesEHEDG Yearbook 2015 2016mahesh100% (2)
- EHEDG Yearbook 2013 2014 Download VersionDocument182 pagesEHEDG Yearbook 2013 2014 Download VersionKhem Prakash MeenaNo ratings yet
- 3-A Sanitary Standard For Homogenizers and Reciprocating Pumps, Number 04-05Document26 pages3-A Sanitary Standard For Homogenizers and Reciprocating Pumps, Number 04-05CHRISTIAN ZAVALANo ratings yet
- Lechler Brochure Tank Equipment Cleaning enDocument84 pagesLechler Brochure Tank Equipment Cleaning enAnonymous lswzqloNo ratings yet
- Guideline On Air Handling On Food IndustryDocument6 pagesGuideline On Air Handling On Food IndustrysubirmeNo ratings yet
- Microbiologically Safe Aseptic Packing of Food ProductsDocument15 pagesMicrobiologically Safe Aseptic Packing of Food Productsriza ayu putri100% (1)
- Ehedg Doc 04 e 1993Document12 pagesEhedg Doc 04 e 1993riza ayu putriNo ratings yet
- Ehedg Doc 07 e 2004Document10 pagesEhedg Doc 07 e 2004riza ayu putri100% (1)
- A Method For Assessing The In-Place Cleanability of Food Processing EquipmentDocument16 pagesA Method For Assessing The In-Place Cleanability of Food Processing Equipmentriza ayu putri100% (1)
- Guidelines For The Hygienic Design, Construction and Layout of FoodProcessingFactoriesDocument122 pagesGuidelines For The Hygienic Design, Construction and Layout of FoodProcessingFactoriesFlorentina DragneNo ratings yet
- Design Principles For Equipment and Process Areas For Aseptic Food ManufacturingDocument14 pagesDesign Principles For Equipment and Process Areas For Aseptic Food ManufacturingKevin Cornejo100% (1)
- Class 10000 Iso 7 Cleanroom CleaningDocument5 pagesClass 10000 Iso 7 Cleanroom CleaningBồ Công AnhNo ratings yet
- Overview EHEDG Guidelines by Topics 2018 04Document3 pagesOverview EHEDG Guidelines by Topics 2018 04cahyaniNo ratings yet
- Food Design 1Document4 pagesFood Design 1neilradcliffeNo ratings yet
- Hygienically Designed Equipment ENDocument7 pagesHygienically Designed Equipment ENjimmiilongNo ratings yet
- 8.1 Food Plant Sanitation and Waste ManagementDocument2 pages8.1 Food Plant Sanitation and Waste ManagementjohnSianturi0% (1)
- CONVEYORSDocument60 pagesCONVEYORSJose O. Llaneta IIINo ratings yet
- 0845 - Housseme Haouet - CIP, Design Criteria PDFDocument112 pages0845 - Housseme Haouet - CIP, Design Criteria PDFFrancisco Javier RojasNo ratings yet
- Food Safety and Hygiene LayoutDocument9 pagesFood Safety and Hygiene LayoutJann Kerky100% (1)
- Hygienic Process ConnectionsDocument22 pagesHygienic Process Connectionsabcdario666No ratings yet
- PresentationDocument43 pagesPresentationPearl PrakashNo ratings yet
- Product AlfalavalDocument116 pagesProduct Alfalavalike mayaNo ratings yet
- AMER-TDS NUOSPERSE® 657 NA August 2010Document2 pagesAMER-TDS NUOSPERSE® 657 NA August 2010Victor LopezNo ratings yet
- Br20559 MixingDocument28 pagesBr20559 MixingDaniel GarcíaNo ratings yet
- Review of Antimicrobial Food packaging-SD PDFDocument14 pagesReview of Antimicrobial Food packaging-SD PDFSunil AdsuleNo ratings yet
- A Quality by Design Study Applied To An Industrial Pharmaceutical Fluid Bed GranulationDocument10 pagesA Quality by Design Study Applied To An Industrial Pharmaceutical Fluid Bed GranulationIbrahim Al SharabiNo ratings yet
- Indg139 PDFDocument10 pagesIndg139 PDFmaneesh_03No ratings yet
- CQI Wessex Oct13 NCR Training PresentationDocument34 pagesCQI Wessex Oct13 NCR Training PresentationBồ Công AnhNo ratings yet
- Hygienic AHUDocument3 pagesHygienic AHUBồ Công AnhNo ratings yet
- HIF Hygiene Food IndustryDocument7 pagesHIF Hygiene Food IndustryBồ Công AnhNo ratings yet
- FESTO Air Unit: Filter, Regulators, LubricatorDocument35 pagesFESTO Air Unit: Filter, Regulators, LubricatorParinpa KetarNo ratings yet
- LDocument32 pagesLDenNo ratings yet
- Programming Language II CSE-215: Dr. Mohammad Abu Yousuf Yousuf@juniv - EduDocument34 pagesProgramming Language II CSE-215: Dr. Mohammad Abu Yousuf Yousuf@juniv - EduNaruto DragneelNo ratings yet
- Impression Techniques in Complete Denture Patients: A ReviewDocument6 pagesImpression Techniques in Complete Denture Patients: A ReviewRoja AllampallyNo ratings yet
- Exercise C: Cocurrent and Countercurrent FlowDocument6 pagesExercise C: Cocurrent and Countercurrent FlowJuniorNo ratings yet
- Design of Steel Structures Handout 2012-2013Document3 pagesDesign of Steel Structures Handout 2012-2013Tushar Gupta100% (1)
- Mercury QCDocument23 pagesMercury QCMarcus MeyerNo ratings yet
- Lec 5Document22 pagesLec 5Abcdefgh EfghabcdNo ratings yet
- Efficient Power Supply for Inductive LoadsDocument7 pagesEfficient Power Supply for Inductive LoadsMary AndersonNo ratings yet
- Government of The Punjab Primary & Secondary Healthcare DepartmentDocument3 pagesGovernment of The Punjab Primary & Secondary Healthcare DepartmentYasir GhafoorNo ratings yet
- Primary Homework Help Food ChainsDocument7 pagesPrimary Homework Help Food Chainsafnaxdxtloexll100% (1)
- Lks Bahasa Inggris Kelas Vii Semester 1 Dan 2Document6 pagesLks Bahasa Inggris Kelas Vii Semester 1 Dan 2ꓰꓡꓡꓰꓠ.ꓓꓰꓖꓰꓠꓰꓣꓰꓢꓢ.No ratings yet
- Fabm1 q3 Mod4 Typesofmajoraccounts FinalDocument25 pagesFabm1 q3 Mod4 Typesofmajoraccounts FinalClifford FloresNo ratings yet
- 2020 - Audcap1 - 2.3 RCCM - BunagDocument1 page2020 - Audcap1 - 2.3 RCCM - BunagSherilyn BunagNo ratings yet
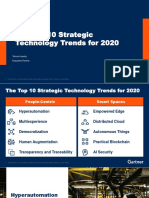
- The Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerDocument31 pagesThe Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerCarlos Stuars Echeandia CastilloNo ratings yet
- Product Data: T T 13 SEER Single - Packaged Heat Pump R (R - 410A) RefrigerantDocument36 pagesProduct Data: T T 13 SEER Single - Packaged Heat Pump R (R - 410A) RefrigerantJesus CantuNo ratings yet
- Case Study On Vivekananda Flyover BridgeDocument8 pagesCase Study On Vivekananda Flyover BridgeHeta PanchalNo ratings yet
- ĐỀ CƯƠNG ANH 9 - CK2 (23-24)Document7 pagesĐỀ CƯƠNG ANH 9 - CK2 (23-24)thuyhagl2710No ratings yet
- Extraform RsDocument47 pagesExtraform RsCarlos David Duran AvilaNo ratings yet
- BE 510 Business Economics 1 Problem Set 5 SolutionsDocument5 pagesBE 510 Business Economics 1 Problem Set 5 SolutionsCreative Work21stNo ratings yet