You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Purine Table Provides Foods Highest and Moderately High in PurinesDocument10 pagesPurine Table Provides Foods Highest and Moderately High in PurinesYohan Parulian SinagaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Change Gout - The Gout Diet PDFDocument2 pagesChange Gout - The Gout Diet PDFManzar Khan100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- PuttyDocument2 pagesPuttyJignesh PatelNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Carbon Pipe Dimensions WeightsDocument3 pagesCarbon Pipe Dimensions WeightsManzar KhanNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Code Comparison of ASME Boiler and Pressure Vessel Codes, Pressure Piping and API Standard Practices: ©Document5 pagesCode Comparison of ASME Boiler and Pressure Vessel Codes, Pressure Piping and API Standard Practices: ©Manzar Khan100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- P # NumberDocument4 pagesP # NumberManzar KhanNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
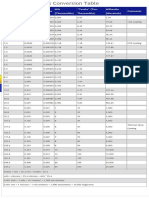
- Coating Converter PDFDocument1 pageCoating Converter PDFManzar KhanNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Closure Weld RequirementsDocument1 pageClosure Weld RequirementsManzar Khan0% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Code PresentationDocument60 pagesCode PresentationwenigmaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Coating ConverterDocument1 pageCoating ConverterManzar KhanNo ratings yet
- Security Door & Grille Catalogue 2007Document24 pagesSecurity Door & Grille Catalogue 2007Manzar KhanNo ratings yet
- Stair Construction and LayoutDocument13 pagesStair Construction and LayoutManzar Khan100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Cb51ab 709854 4046 B190 209c5ad0e PDFDocument61 pagesCb51ab 709854 4046 B190 209c5ad0e PDFManzar KhanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Material Specification ChartDocument1 pageMaterial Specification ChartIdu Baz AzharNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Technical Specifications For Tig WeldingDocument12 pagesTechnical Specifications For Tig WeldingManzar KhanNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Lifebook Uh552 Lifebook Uh572: System Operating ManualDocument61 pagesLifebook Uh552 Lifebook Uh572: System Operating ManualManzar KhanNo ratings yet
- Tig Welding BookletDocument26 pagesTig Welding BookletstiryakiiNo ratings yet
- Rolled Pipe FormulaDocument1 pageRolled Pipe FormulaManzar KhanNo ratings yet
- Pipe Schedules PDFDocument2 pagesPipe Schedules PDFManzar KhanNo ratings yet
- Vedic MathsDocument220 pagesVedic Mathstargettutorials5740100% (7)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Section Viii Div 1 Div 2 Div ComparisonDocument2 pagesSection Viii Div 1 Div 2 Div Comparisonapparaokr100% (5)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Kiya Bad Mazhab Syed HainDocument22 pagesKiya Bad Mazhab Syed HainManzar KhanNo ratings yet
- Asimov Quick MathsDocument190 pagesAsimov Quick MathsDani Ibrahim100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Gas Turbines A Manual PDFDocument74 pagesGas Turbines A Manual PDFHenry Pannell100% (1)
- Chapter 10Document32 pagesChapter 10Shahadatuliskandar RosliNo ratings yet
- Gas Turbines A Manual PDFDocument74 pagesGas Turbines A Manual PDFHenry Pannell100% (1)
- Esaal e SawabDocument33 pagesEsaal e SawabPeyam_e_HaqNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- PWI PWA 10pg 24Document10 pagesPWI PWA 10pg 24Manzar KhanNo ratings yet
- FPD 1314 eDocument4 pagesFPD 1314 eManzar KhanNo ratings yet
- presents: //international Women'S Day 2021Document56 pagespresents: //international Women'S Day 2021FranklinNo ratings yet
- CapitalizationandPunctuation PDFDocument15 pagesCapitalizationandPunctuation PDFAmine SalimNo ratings yet
- Hot Dip GalvanizedDocument6 pagesHot Dip GalvanizedNestor GalianoNo ratings yet
- China Pottery AnalysisDocument10 pagesChina Pottery AnalysisNikhil ToshniwalNo ratings yet
- Portfolio 2019Document54 pagesPortfolio 2019Citra WidyaNo ratings yet
- Desomoldantes Semi Permanentes para PRFVDocument2 pagesDesomoldantes Semi Permanentes para PRFVjzmxg0No ratings yet
- Psykter by DourisDocument1 pagePsykter by DourisGayatri GogoiNo ratings yet
- Chinese Botanical Drawings - Reeves Collection - RHS - Plantsman 2010Document8 pagesChinese Botanical Drawings - Reeves Collection - RHS - Plantsman 2010Mervi Hjelmroos-Koski67% (3)
- No Start, No End: Auteurism and The Auteur TheoryDocument20 pagesNo Start, No End: Auteurism and The Auteur TheorySanjay Jit100% (2)
- Clay Wireframe Renders With Mental Ray & 3ds MaxDocument11 pagesClay Wireframe Renders With Mental Ray & 3ds Maxnam_paphNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Glenn Adamson Thinking Through CraftDocument118 pagesGlenn Adamson Thinking Through CraftНаталья Панкина100% (4)
- Löfgren M - Proletär SkissDocument130 pagesLöfgren M - Proletär SkissBeata AgrellNo ratings yet
- Hanns JelinekDocument3 pagesHanns JelinekMehrdad GhaffariNo ratings yet
- Bernstein - 99 PoetsDocument277 pagesBernstein - 99 PoetsJulián Herbert100% (2)
- Final Bill (Submitted)Document16 pagesFinal Bill (Submitted)Tariq MahmoodNo ratings yet
- Top 20 Tourist Spots in Ilocos RegionDocument6 pagesTop 20 Tourist Spots in Ilocos RegionJenica Joyce BautistaNo ratings yet
- 08XTzF9mSWqwQHobTirO 7 TIPS For Painting With Acrylic MediumsDocument6 pages08XTzF9mSWqwQHobTirO 7 TIPS For Painting With Acrylic MediumsSanda Ionescu100% (1)
- Necromunda Rule PackDocument2 pagesNecromunda Rule Packapi-242660738No ratings yet
- IA13 Degree Show CatalogueDocument40 pagesIA13 Degree Show CatalogueDarren MurphyNo ratings yet
- CRETAzDocument53 pagesCRETAzFelipe Santiago Vega Fermin100% (1)
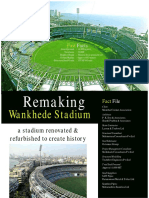
- WankhedeDocument8 pagesWankhedeWrushabh PudkeNo ratings yet
- Mapeh 10Document38 pagesMapeh 10Vincent A. Sunggayan-NiezNo ratings yet
- History of Urban Planning in 40 CharactersDocument1 pageHistory of Urban Planning in 40 CharactersKarla AmarNo ratings yet
- Historical Background of An Art in The PhilippinesDocument51 pagesHistorical Background of An Art in The PhilippinesChristy ParinasanNo ratings yet
- 10 MuchaDocument37 pages10 MuchaMickel Ng100% (5)
- Photo EnlargingDocument528 pagesPhoto EnlargingAndrei PoseaNo ratings yet
- Toa QuestionnaireDocument6 pagesToa QuestionnaireIsha AguileraNo ratings yet
- DK - Watercolor Techniques For Artists and Illustrators PDFDocument258 pagesDK - Watercolor Techniques For Artists and Illustrators PDFCarlosOsuna100% (30)
- Savva, A. & Trimis, E. (2005) - Responses of Young Children To Contemporary Art Exhibits The Role of Artistic Experiences.Document23 pagesSavva, A. & Trimis, E. (2005) - Responses of Young Children To Contemporary Art Exhibits The Role of Artistic Experiences.Elin DrNo ratings yet
- Las Mapeh 9 q2 w5 ArtsDocument7 pagesLas Mapeh 9 q2 w5 ArtsJemalyn Hibaya LasacaNo ratings yet