You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Stability of Buildings Part 3 Shear WallsDocument61 pagesStability of Buildings Part 3 Shear Wallsalextse100% (5)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
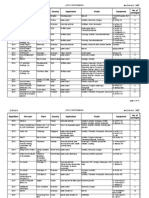
- 2444 102611Document147 pages2444 102611anirbanbhowmick88No ratings yet
- WTAnalyser - Filtration v3.2Document291 pagesWTAnalyser - Filtration v3.2MarcTimNo ratings yet
- A Mine LevelsDocument5 pagesA Mine LevelsMarcTimNo ratings yet
- So Kero L Tech ReportDocument8 pagesSo Kero L Tech ReportMarcTimNo ratings yet
- Watermath Corrosivity Estimator Limited2Document5 pagesWatermath Corrosivity Estimator Limited2MarcTimNo ratings yet
- Describe: Characterize: Group: Organize: Systematize: System: Classify: Class: Category: Kind: Type: Methodology: Scheme: TaxonomyDocument7 pagesDescribe: Characterize: Group: Organize: Systematize: System: Classify: Class: Category: Kind: Type: Methodology: Scheme: TaxonomyMarcTimNo ratings yet
- Chemical Technopark of Sverdlovsk region: on the base of Open Joint Stock Company «Uralсhimplast»Document21 pagesChemical Technopark of Sverdlovsk region: on the base of Open Joint Stock Company «Uralсhimplast»MarcTimNo ratings yet
- Boiler Film Forming Amines Hydrocarbon Engineering Sept2015Document5 pagesBoiler Film Forming Amines Hydrocarbon Engineering Sept2015MarcTimNo ratings yet
- Mats Hanson 09 HG Index A CompleteDocument643 pagesMats Hanson 09 HG Index A CompleteMarcTimNo ratings yet
- CEAlertBrochure3 Latest Eg Main 017276Document6 pagesCEAlertBrochure3 Latest Eg Main 017276MarcTimNo ratings yet
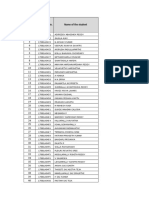
- Reference List MPTDocument14 pagesReference List MPTAnonymous ItzBhUGoiNo ratings yet
- Chemical Cleaning of Refinery and Petrochemical Distillation EquipmentDocument6 pagesChemical Cleaning of Refinery and Petrochemical Distillation EquipmentMarcTimNo ratings yet
- Israel Corporation LTD.: (Unaudited)Document189 pagesIsrael Corporation LTD.: (Unaudited)MarcTimNo ratings yet
- Rapports Salle Des F TesDocument180 pagesRapports Salle Des F TesMarcTimNo ratings yet
- NPCDocument29 pagesNPCMarcTimNo ratings yet
- New Base Isolation Technique For Earthquake Resistant ConstrDocument27 pagesNew Base Isolation Technique For Earthquake Resistant Constrravi1625No ratings yet
- MEBERC PhyChemDocument122 pagesMEBERC PhyChemJames Ivan Palanas RotorNo ratings yet
- Chemistry James Bond LabDocument2 pagesChemistry James Bond Labapi-273494632No ratings yet
- CHP 2 StaticsDocument57 pagesCHP 2 StaticsApril Catherine ZafraNo ratings yet
- Metar/Taf List of Abbreviations and AcronymsDocument6 pagesMetar/Taf List of Abbreviations and AcronymsOsama KhalilNo ratings yet
- Flame Retardant PolymerDocument13 pagesFlame Retardant PolymerpolypolyyNo ratings yet
- Air Fillter - Ly Thuyet Loc Cho CleanroomDocument101 pagesAir Fillter - Ly Thuyet Loc Cho CleanroomMai Phuong Phan TranNo ratings yet
- Thermoplastic Composites1Document90 pagesThermoplastic Composites1NounaNo ratings yet
- Electrostatic Handbook PDFDocument60 pagesElectrostatic Handbook PDFLê Tuấn MinhNo ratings yet
- Pile Capacity APIDocument30 pagesPile Capacity APIsitti.a100% (1)
- Glamox MODUL-S445 LED 2000 840 MP /: Luminaire Data SheetDocument12 pagesGlamox MODUL-S445 LED 2000 840 MP /: Luminaire Data SheetTehnicalNo ratings yet
- Metallurgy SyllabusDocument1 pageMetallurgy SyllabusSathrudhan ChoudharyNo ratings yet
- ASTM D7653 gas-phase-ftir-spectroscopy-introduction-BR52338Document8 pagesASTM D7653 gas-phase-ftir-spectroscopy-introduction-BR52338Treerat VacharanukrauhNo ratings yet
- L4 Exam QuestionDocument7 pagesL4 Exam QuestionRoqaya BadawyNo ratings yet
- CH 3 Crystalline StructuresDocument71 pagesCH 3 Crystalline StructuresMusab AbdrabbuhNo ratings yet
- IcaDocument6 pagesIcasruthiNo ratings yet
- SLB - Jet BlasterDocument2 pagesSLB - Jet BlasterMahmoud MohamedNo ratings yet
- Fluid Flow Postlab ReportDocument14 pagesFluid Flow Postlab Reportgracebrewster123No ratings yet
- Enviro Product Catalog VCC 2Document1 pageEnviro Product Catalog VCC 2caigaNo ratings yet
- Major and Minor LossesDocument8 pagesMajor and Minor Lossesapi-376123036No ratings yet
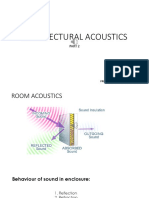
- ARCHITECTURAL ACOUSTICS-module 2-Part2Document65 pagesARCHITECTURAL ACOUSTICS-module 2-Part2ardra m oNo ratings yet
- 7A Phase Transformations (2.1 MB)Document18 pages7A Phase Transformations (2.1 MB)aymanNo ratings yet
- Data SHEET SEPARADOR 3Document1 pageData SHEET SEPARADOR 3Diego RuanoNo ratings yet
- Module 7: Testing The Tensile Strength of Steel BarsDocument5 pagesModule 7: Testing The Tensile Strength of Steel BarsPrincess Tamani ManzanoNo ratings yet
- From Rankine-Hugoniot Relation Fitting Procedure: Tangential Discontinuity or Intermediate/slow Shock?Document12 pagesFrom Rankine-Hugoniot Relation Fitting Procedure: Tangential Discontinuity or Intermediate/slow Shock?Rizki SuryoNo ratings yet
- Shielding Gases Selection Chart 2013Document1 pageShielding Gases Selection Chart 2013Lachie TaylorNo ratings yet
- 6.el Khayatt2010Document5 pages6.el Khayatt2010Corona DrawingNo ratings yet
- UntitledDocument2 pagesUntitledJohnmarc Prince MontanoNo ratings yet
- Week 4-Stage Continuous Gas-Liquid Separation Processes-CHEM3011-2020-2021Document33 pagesWeek 4-Stage Continuous Gas-Liquid Separation Processes-CHEM3011-2020-2021Nitin RautNo ratings yet