You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Charter Party PDFDocument149 pagesCharter Party PDFseehariNo ratings yet
- Cornell CatalogDocument707 pagesCornell CatalogVictor VignolaNo ratings yet
- New DicumentDocument1 pageNew DicumentManoj Ku. MishraNo ratings yet
- Pre-Comm Sow Sogtrev0Document10 pagesPre-Comm Sow Sogtrev0seehariNo ratings yet
- Snagit 13 - CaptureDocument71 pagesSnagit 13 - CaptureseehariNo ratings yet
- PJT-PDP-TLM-733 Project Document & Drawing NumberingDocument19 pagesPJT-PDP-TLM-733 Project Document & Drawing NumberingseehariNo ratings yet
- Proposed Project Execution Baseline Schedule Rev BDocument1 pageProposed Project Execution Baseline Schedule Rev BseehariNo ratings yet
- Operations Department Procedure Manual: by byDocument29 pagesOperations Department Procedure Manual: by byseehariNo ratings yet
- KPMG Law - Legal Guideline For Offshore Project Contracts PDFDocument24 pagesKPMG Law - Legal Guideline For Offshore Project Contracts PDFseehari100% (1)
- Creating A Frame Title BlockDocument2 pagesCreating A Frame Title BlockseehariNo ratings yet
- Abcstockspecula 00 NelsgoogDocument232 pagesAbcstockspecula 00 NelsgoogseehariNo ratings yet
- Diagramma Della Verita by GalilieoDocument11 pagesDiagramma Della Verita by Galilieopremnaryans50% (2)
- Motion Um002 en PDocument280 pagesMotion Um002 en PseehariNo ratings yet
- Autodesk University Workshop - Basic Dimensions - 2015-04-06Document4 pagesAutodesk University Workshop - Basic Dimensions - 2015-04-06seehariNo ratings yet
- Surya3 Dispatch List 16-3-13 To 4-4-13Document180 pagesSurya3 Dispatch List 16-3-13 To 4-4-13seehari100% (1)
- 111 1400 Simon Black Jaguar Land RoverDocument29 pages111 1400 Simon Black Jaguar Land RoverseehariNo ratings yet
- Customer Sanctification Towards Super StoreDocument8 pagesCustomer Sanctification Towards Super StoreVasant MahrajNo ratings yet
- Applied - Economics - Q1 - SHS AppliedDocument55 pagesApplied - Economics - Q1 - SHS Appliedjoshua seanNo ratings yet
- PlagiarismDocument24 pagesPlagiarismAnonymous POUAc3z100% (1)
- Listy: Foli ADocument32 pagesListy: Foli AAntonio CruzNo ratings yet
- METE 230/MECH 227 Mechanical Properties Dr. Bilge İmerDocument73 pagesMETE 230/MECH 227 Mechanical Properties Dr. Bilge İmerAlpNo ratings yet
- Topographic Map of HagansportDocument1 pageTopographic Map of HagansportHistoricalMapsNo ratings yet
- 1 © 2008/2009 Pagan MoonbeamsDocument41 pages1 © 2008/2009 Pagan MoonbeamsRaven RinNo ratings yet
- Unit 8 Migration: 8.0 ObjectivesDocument10 pagesUnit 8 Migration: 8.0 ObjectivesSatyanshNo ratings yet
- ULTRACECO ESW Oil-Less Piston Air Compressors - enDocument4 pagesULTRACECO ESW Oil-Less Piston Air Compressors - enFati ZoraNo ratings yet
- 6004 0100 ALE 0000 SH 0004 Up Dated Preferred Subcontractor List (04!02!15)Document23 pages6004 0100 ALE 0000 SH 0004 Up Dated Preferred Subcontractor List (04!02!15)romahi0% (1)
- Leveraging Machine Learning For Lithology DiscriminationDocument18 pagesLeveraging Machine Learning For Lithology DiscriminationBOULASSEL ABDELBASSETNo ratings yet
- 8207 DIS Learning PausesDocument17 pages8207 DIS Learning PausesAJAY YADAVNo ratings yet
- Social Studies Subject For Middle School Us ConstitutionDocument63 pagesSocial Studies Subject For Middle School Us ConstitutionViel Marvin P. BerbanoNo ratings yet
- Why Is Solar Cell Efficiency Low - GreentumbleDocument15 pagesWhy Is Solar Cell Efficiency Low - Greentumblevihan shahNo ratings yet
- GodrejDocument31 pagesGodrejSRINIKHITA POLE50% (2)
- Imo Signs: Safety Officer's GuideDocument60 pagesImo Signs: Safety Officer's Guidemarko nežićNo ratings yet
- ISI Journal ListDocument200 pagesISI Journal ListHadi JamshidiNo ratings yet
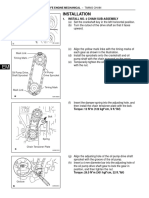
- Sincronizacion de Motor Toyota 2az-FeDocument12 pagesSincronizacion de Motor Toyota 2az-FeWilliams NavasNo ratings yet
- 27.M.E. Applied EleDocument47 pages27.M.E. Applied ElekalaiNo ratings yet
- Color BookDocument24 pagesColor Booksd02No ratings yet
- Academic Calendar Odd Sem 2020-21Document1 pageAcademic Calendar Odd Sem 2020-21NAMRATA SHARMANo ratings yet
- SCMIJ - EV Supply Chains - Final VersionDocument43 pagesSCMIJ - EV Supply Chains - Final VersionAhmedEl-MenshawiNo ratings yet
- How American Culture Influenced The World in The Last CenturyDocument2 pagesHow American Culture Influenced The World in The Last CenturyPerea MarcussNo ratings yet
- Qualitative Methods PDFDocument2 pagesQualitative Methods PDFdogoplay7No ratings yet
- How To Install Kali Linux 2Document36 pagesHow To Install Kali Linux 2ᎦᏂᎯᎦᎲ ᏦᎯᏁᎿᏂNo ratings yet
- Manuals Guides Brooks Microprocessor Control Read Out Unit Micro Motion en 63766 PDFDocument40 pagesManuals Guides Brooks Microprocessor Control Read Out Unit Micro Motion en 63766 PDFRodrigo GutierrezNo ratings yet
- TFM Ferespe CarolinaGuimaraes FINALDocument60 pagesTFM Ferespe CarolinaGuimaraes FINALAdnanNo ratings yet
- Sensors: Performance Evaluations of Lora Wireless Communication in Building EnvironmentsDocument19 pagesSensors: Performance Evaluations of Lora Wireless Communication in Building EnvironmentsN sartikaNo ratings yet