You might also like
- HazopDocument75 pagesHazopSaima Saima89% (9)
- Multiphase Flow Metering: Principles and ApplicationsFrom EverandMultiphase Flow Metering: Principles and ApplicationsRating: 2.5 out of 5 stars2.5/5 (2)
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Guidelines for Integrating Process Safety into Engineering ProjectsFrom EverandGuidelines for Integrating Process Safety into Engineering ProjectsNo ratings yet
- Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsFrom EverandChemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsRating: 2 out of 5 stars2/5 (1)
- Cryogenics Safety Manual: A Guide to Good PracticeFrom EverandCryogenics Safety Manual: A Guide to Good PracticeNo ratings yet
- HSE - Failure Rates For Underground Gas StorageDocument34 pagesHSE - Failure Rates For Underground Gas StorageGermanteNo ratings yet
- Safety Inherent DesignDocument68 pagesSafety Inherent Designsubirme100% (1)
- RP 158 PDFDocument40 pagesRP 158 PDFDeependra SinghNo ratings yet
- PHAST 6.4 Operating ManualDocument37 pagesPHAST 6.4 Operating ManualhanchuinNo ratings yet
- Co2 RecoveryDocument10 pagesCo2 RecoveryvijayxmanNo ratings yet
- Block Flow Diagram BaruDocument1 pageBlock Flow Diagram Baruazura_zfNo ratings yet
- Designs To Prevent Fires and ExplosionsDocument23 pagesDesigns To Prevent Fires and Explosionsmalavur100% (1)
- Sulphur Recovery UnitDocument39 pagesSulphur Recovery UnitChetal Bhole100% (1)
- Process Engineering GuidelineDocument1 pageProcess Engineering GuidelineKannanGKNo ratings yet
- HAZOPDocument35 pagesHAZOPRiyadh Saleh100% (1)
- LPG HAZOP Close OutDocument3 pagesLPG HAZOP Close OutJet KimNo ratings yet
- Gas Treatment PlantDocument25 pagesGas Treatment PlantNicolaNo ratings yet
- Hydrocarbon RecoveryDocument29 pagesHydrocarbon RecoveryAlekhya BandaruNo ratings yet
- RefineriesDocument273 pagesRefineriesLuis Santos100% (1)
- 150 Chemical Engineering Interview QuestionsDocument40 pages150 Chemical Engineering Interview QuestionsCheenee SiringanNo ratings yet
- CCS in Hydrogen ProductionDocument36 pagesCCS in Hydrogen ProductionAkshay PatelNo ratings yet
- Depressuring Flow - Quick Manual MethodDocument3 pagesDepressuring Flow - Quick Manual MethodElton Situmeang100% (1)
- Inerting in The Chemical IndustryDocument56 pagesInerting in The Chemical IndustryAchraf BouzianeNo ratings yet
- Cooling Water System - PIPENETDocument2 pagesCooling Water System - PIPENETekabudiartiNo ratings yet
- Natural Gas ProcessingDocument47 pagesNatural Gas Processingdinesh_hsenid100% (1)
- PTQ Gas 2011 PDFDocument56 pagesPTQ Gas 2011 PDFIulian BarascuNo ratings yet
- LNG Vapor Dispersion From Atmospheric Relief ValveDocument22 pagesLNG Vapor Dispersion From Atmospheric Relief ValveSOROUSHNo ratings yet
- Oisd 108Document26 pagesOisd 108satnam19790% (1)
- Chilled Ammonia CO2 Capture Process at AEP MountaineerDocument19 pagesChilled Ammonia CO2 Capture Process at AEP MountaineerBánh Cuốn Tôm ThịtNo ratings yet
- Technical Report ExampleE-GasDocument28 pagesTechnical Report ExampleE-Gaszubair1951No ratings yet
- Safety and Handling of Organic PeroxidesDocument26 pagesSafety and Handling of Organic PeroxidesМаксим ХилоNo ratings yet
- Debottleneck Crude-Unit Preheat Exchanger Network Inefficiencies - Hydrocarbon Processing - February 2012Document8 pagesDebottleneck Crude-Unit Preheat Exchanger Network Inefficiencies - Hydrocarbon Processing - February 2012Srihari KodimelaNo ratings yet
- D6.5 HAZOP Report PDFDocument83 pagesD6.5 HAZOP Report PDFTaarani AmbigavathyNo ratings yet
- BM15-17 UdaanDocument105 pagesBM15-17 UdaanAnonymous HzljLSMcNo ratings yet
- CO2 Stack Gas Recovery SystemsDocument4 pagesCO2 Stack Gas Recovery SystemsrelojucaNo ratings yet
- Refining 101: Dennis Sutton March 2012Document45 pagesRefining 101: Dennis Sutton March 2012Lopez GardoNo ratings yet
- 10.1 HazopDocument15 pages10.1 HazopEdna TanNo ratings yet
- LPG SafetyDocument28 pagesLPG Safetybenaoumeur benouna0% (1)
- ReportDocument37 pagesReportAhsan Habib100% (1)
- PROJECT STANDARDS and SPECIFICATIONS Hydrogen and Crude Distillation System Rev01Document14 pagesPROJECT STANDARDS and SPECIFICATIONS Hydrogen and Crude Distillation System Rev01krishnaNo ratings yet
- IEA-GLE Workshop: LNG Safety IssuesDocument5 pagesIEA-GLE Workshop: LNG Safety IssuesrarelimNo ratings yet
- N2 Inherent Safety-Intro o To LOPA-reliefDocument96 pagesN2 Inherent Safety-Intro o To LOPA-relieffor funNo ratings yet
- 12Document16 pages12Anonymous kBjvdERRQNo ratings yet
- Safety in Chemical Process IndustriesDocument40 pagesSafety in Chemical Process IndustriesDevendra SharmaNo ratings yet
- Energy Analysis On A Crude Preheat TrainDocument12 pagesEnergy Analysis On A Crude Preheat TrainVu TranNo ratings yet
- 2010 Hydrodynamic SluggingDocument16 pages2010 Hydrodynamic Sluggingwiwiz2000No ratings yet
- Anhydrous Ammonia SafetyDocument33 pagesAnhydrous Ammonia SafetyYaltiNo ratings yet
- Process Safety Considerations Design LPG Pressure Storage Vessels PDFDocument15 pagesProcess Safety Considerations Design LPG Pressure Storage Vessels PDFRuAhmed100% (1)
- Igcc UnitsDocument40 pagesIgcc UnitsEverton CollingNo ratings yet
- LPG Code of Practice (2003)Document53 pagesLPG Code of Practice (2003)clintlakeyNo ratings yet
- Refinery Gases, Water Gas, Carbureted GasDocument25 pagesRefinery Gases, Water Gas, Carbureted Gasmuneeb907No ratings yet
- Flow StationDocument28 pagesFlow StationqualityNo ratings yet
- Dennis Hendershot SACHE Inherently Safer DesignDocument87 pagesDennis Hendershot SACHE Inherently Safer Designcandra_zakaria4416No ratings yet
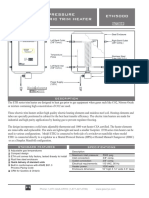
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- Oil and Gas Plants Operation AspectsDocument36 pagesOil and Gas Plants Operation Aspectsvioflorex4100% (1)
- Basic Calculation For Process EngineerDocument10 pagesBasic Calculation For Process Engineermehfuzansari1No ratings yet
- 21 Ways To Excel at Project Management PDFDocument75 pages21 Ways To Excel at Project Management PDFdrsuresh26No ratings yet
- Basic Calculation For Process EngineerDocument10 pagesBasic Calculation For Process EngineerAmolNo ratings yet
- Amol Magar.: Present AddressDocument3 pagesAmol Magar.: Present AddressAmolNo ratings yet
- Amol Magar.: Present AddressDocument3 pagesAmol Magar.: Present AddressAmolNo ratings yet
- Bio Data - Amol Magar PDFDocument1 pageBio Data - Amol Magar PDFAmolNo ratings yet
- 5 KL Hdep Tank DrawingDocument1 page5 KL Hdep Tank DrawingAmolNo ratings yet
- Amol Magar. - Process EnggDocument4 pagesAmol Magar. - Process EnggAmolNo ratings yet
- For PipeingDocument15 pagesFor PipeingAmolNo ratings yet
- 91 Msds PDFDocument4 pages91 Msds PDFariNo ratings yet
- Working Principle of Nauta DryerDocument9 pagesWorking Principle of Nauta DryerAmolNo ratings yet
- Working Principle of Nauta DryerDocument9 pagesWorking Principle of Nauta DryerAmolNo ratings yet
- Working Principle of Nauta DryerDocument9 pagesWorking Principle of Nauta DryerAmolNo ratings yet
- Mod1 PDFDocument41 pagesMod1 PDFAhmad Budiman100% (2)
- Working Principle of Nauta DryerDocument9 pagesWorking Principle of Nauta DryerAmolNo ratings yet
- Uber InvoiceDocument1 pageUber InvoiceAmolNo ratings yet
- Tax Point Date Description Tax Amount Net AmountDocument1 pageTax Point Date Description Tax Amount Net AmountAmolNo ratings yet
- Hysys AdvDocument1 pageHysys AdvAmolNo ratings yet
- Easy Control Valve SelectionDocument5 pagesEasy Control Valve SelectionhrtoroNo ratings yet
- Line Sizing With Example PDFDocument15 pagesLine Sizing With Example PDFAmol100% (1)
- Hazop PDFDocument43 pagesHazop PDFAmol100% (3)
- Amol PPT 5S SystemDocument18 pagesAmol PPT 5S SystemAmolNo ratings yet
- Line Sizing With Example PDFDocument15 pagesLine Sizing With Example PDFAmol100% (1)
- Chegg SolutionsDocument9 pagesChegg SolutionsRambabu R100% (1)
- Cooling TowerDocument23 pagesCooling TowerSuresh RajuNo ratings yet
- Siddhartha RoyDocument4 pagesSiddhartha RoyAmolNo ratings yet
- Phenol SystemDocument4 pagesPhenol SystemAmolNo ratings yet
- Chegg SolutionsDocument9 pagesChegg SolutionsRambabu R100% (1)
- Flare TypeDocument44 pagesFlare TypeBre WirabumiNo ratings yet
- Engineering Design Guidelines - Cooling Towers - Rev01Document33 pagesEngineering Design Guidelines - Cooling Towers - Rev01Ayman Imad El Mulki100% (1)
- Dolphin WaterCare PDF Presentation 10-16-12Document28 pagesDolphin WaterCare PDF Presentation 10-16-12Fabio Gregorio Beltrán MartínezNo ratings yet
- Ship Building Offshore: From Applications To ProductsDocument36 pagesShip Building Offshore: From Applications To ProductsaminNo ratings yet
- World Energy Absorption ChillerDocument133 pagesWorld Energy Absorption ChillerImran Ul HaqNo ratings yet
- 2013 Citymulti Catalogue CM13WD-JDocument91 pages2013 Citymulti Catalogue CM13WD-JWilliamNo ratings yet
- Cooling Towers Information PackageDocument25 pagesCooling Towers Information Packagemdawg467No ratings yet
- SR20M操作保养说明书 (英文版)Operation and Maintenance ManualDocument173 pagesSR20M操作保养说明书 (英文版)Operation and Maintenance Manualmessaoudi100% (1)
- Ger 3751a Understanding Diagnosing Repairing Leaks h20 Gen Stator WindingsDocument28 pagesGer 3751a Understanding Diagnosing Repairing Leaks h20 Gen Stator Windingsnareshvkkd100% (1)
- A5 Series enDocument44 pagesA5 Series enLê CôngNo ratings yet
- Busch Instruction Manual RA 0165 0305 D en 0870524629 D0007Document32 pagesBusch Instruction Manual RA 0165 0305 D en 0870524629 D0007Franco bucciarelliNo ratings yet
- ActuatorsDocument57 pagesActuatorssujiv_sujiv1278No ratings yet
- Standart Water QualityDocument1 pageStandart Water QualityendangNo ratings yet
- Lubrizol Production Chemicals: Application GuideDocument3 pagesLubrizol Production Chemicals: Application GuideYamil MacciseNo ratings yet
- Tema GeneralDocument43 pagesTema GeneralMagesh Venu100% (1)
- GT46 Tracker SheetDocument5 pagesGT46 Tracker SheetSulaiman JafferyNo ratings yet
- Chapter 9 DFDFDocument21 pagesChapter 9 DFDFDiovinyl Kartil0% (1)
- Report For GSFC UNIVERSITY InternshipDocument55 pagesReport For GSFC UNIVERSITY InternshipPruthvisinh Jadav100% (2)
- Dokumentation Energoutil 2015-35370 - enDocument37 pagesDokumentation Energoutil 2015-35370 - enbrctlnNo ratings yet
- Manual DestiladorDocument28 pagesManual DestiladorMaritza Josefina Colina RamonesNo ratings yet
- WG's Process Engineers' Codes StandardsDocument18 pagesWG's Process Engineers' Codes StandardskurtbkNo ratings yet
- 2019 Kaifeng CatalogDocument26 pages2019 Kaifeng Catalogplasma411nyNo ratings yet
- Spectrus BD1500 PFSDocument1 pageSpectrus BD1500 PFSArunkumar ChandaranNo ratings yet
- Dk-1618 PVD Multi Arc Ion Coating Machine en 2021.05.06Document14 pagesDk-1618 PVD Multi Arc Ion Coating Machine en 2021.05.06Ronaldo SilverioNo ratings yet
- Manualn25 35 45 55 70 90 140 - GBDocument24 pagesManualn25 35 45 55 70 90 140 - GBjonathan.gelli5153No ratings yet
- DRX-T7445HD-H: Toshiba X-Ray Tube (Water-Cooled Type)Document4 pagesDRX-T7445HD-H: Toshiba X-Ray Tube (Water-Cooled Type)Advanced Medical Group AMGNo ratings yet
- Chapter 14 - RefrigerationDocument399 pagesChapter 14 - RefrigerationWawNo ratings yet
- How Hydrodynamic Cavitation WorksDocument2 pagesHow Hydrodynamic Cavitation Worksendang dian lestariNo ratings yet
- Lonza WT Technology - 2012Document45 pagesLonza WT Technology - 2012Fadhli KusumaNo ratings yet
- ASTM D2688 Standard Test Method For Corrosivity of Water in The Absence of Heat Transfer (Weight Loss Method)Document7 pagesASTM D2688 Standard Test Method For Corrosivity of Water in The Absence of Heat Transfer (Weight Loss Method)EdwinMauricioMacabeo100% (2)
- Atlas Copco - CompressorDocument97 pagesAtlas Copco - CompressorYoussef AliNo ratings yet