You might also like
- Briefing ChAIN 131006Document3 pagesBriefing ChAIN 131006rbcahyonoNo ratings yet
- CVI Ironmaking IntroductionDocument10 pagesCVI Ironmaking IntroductionrbcahyonoNo ratings yet
- Ironmaking Problems: Resources Environment EnergyDocument1 pageIronmaking Problems: Resources Environment EnergyrbcahyonoNo ratings yet
- Biogas Plant Gemah RipahDocument12 pagesBiogas Plant Gemah RipahrbcahyonoNo ratings yet
- Presentasion Feb 2013Document15 pagesPresentasion Feb 2013rbcahyonoNo ratings yet
- KL Conference v1Document10 pagesKL Conference v1rbcahyonoNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Shamshad Ali Elect EngrDocument4 pagesShamshad Ali Elect Engrرضا سلطانNo ratings yet
- Infopack 2016 enDocument44 pagesInfopack 2016 enAlbertoNo ratings yet
- B1e 001Document21 pagesB1e 001Mario HanamiciNo ratings yet
- More User Manuals On: Ford - CaDocument32 pagesMore User Manuals On: Ford - CaJORFRENo ratings yet
- Chemical Energy PDFDocument12 pagesChemical Energy PDFfarsxdchgNo ratings yet
- ProjectDocument54 pagesProjectcapt ronNo ratings yet
- Back-Pressure Tests On. Gas-Condensate Wells: As - OndeisateDocument9 pagesBack-Pressure Tests On. Gas-Condensate Wells: As - OndeisateAura Cristina Villafañe GeraldinoNo ratings yet
- Flammability Characteristics of Common Gases and LiquidsDocument1 pageFlammability Characteristics of Common Gases and LiquidsNeme VasquesNo ratings yet
- OTC-27226-MS Prediction of Asphaltene Onset Pressure From Dead Oil StabilityDocument10 pagesOTC-27226-MS Prediction of Asphaltene Onset Pressure From Dead Oil StabilityAnonymous 8te2h1No ratings yet
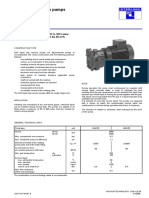
- LEMA 25 50 E NeuDocument7 pagesLEMA 25 50 E NeuDarwin Barra TorresNo ratings yet
- AixamDocument181 pagesAixamUnda AngelNo ratings yet
- Wartsila O IG Moss Flue Gas System PDFDocument4 pagesWartsila O IG Moss Flue Gas System PDFFadzil NorNo ratings yet
- LNG Dual Fuel EnginesDocument13 pagesLNG Dual Fuel EnginesAbhishek GadhokNo ratings yet
- Hyster 897949 11 03 srm0635Document48 pagesHyster 897949 11 03 srm0635cristiannnnnnnnnn89% (9)
- Hindu Temples What Happened To ThemDocument26 pagesHindu Temples What Happened To ThemwitnessNo ratings yet
- A Idade Decisiva - Meg JayDocument57 pagesA Idade Decisiva - Meg JayjardelbrunoNo ratings yet
- Sss 2015Document63 pagesSss 2015ai_roro100% (3)
- Power PlantDocument42 pagesPower PlantMuhammad Faizan100% (1)
- Keystone Fig. 60 Butterfly ValveDocument8 pagesKeystone Fig. 60 Butterfly ValveCarlos GutierrezNo ratings yet
- TM 9-4940-549-14P SGPRSMD NSN 4940-01-006-3229Document496 pagesTM 9-4940-549-14P SGPRSMD NSN 4940-01-006-3229Advocate0% (1)
- 4Hk1 6HK1 Engine Diagnostic and Drivability Student PDFDocument201 pages4Hk1 6HK1 Engine Diagnostic and Drivability Student PDFAnonymous aufoLkcwhZ86% (7)
- PCC - Brochure 2015 PDFDocument12 pagesPCC - Brochure 2015 PDFCristian_curi_chNo ratings yet
- Biomass Gasification PDFDocument29 pagesBiomass Gasification PDFHotib PerwiraNo ratings yet
- 002 42 L PM 1102 2 Pipeline Manufacturing ITPDocument5 pages002 42 L PM 1102 2 Pipeline Manufacturing ITPrizalbasoNo ratings yet
- DGA AnalysisDocument53 pagesDGA Analysislbk50No ratings yet
- Blank FMEA Rev 00 (Example)Document180 pagesBlank FMEA Rev 00 (Example)DEBASIS GUHANo ratings yet
- Crude Oil Pipeline CalculationDocument104 pagesCrude Oil Pipeline CalculationHendra Yudistira100% (3)
- Caterpillar C18 ACERTDocument2 pagesCaterpillar C18 ACERTJulio Hinostroza Alarcon100% (1)
- D2274 10 Estabilidada A La Oxidacion en DieselDocument6 pagesD2274 10 Estabilidada A La Oxidacion en DieselRuben Perez AyoNo ratings yet
- EASA TCDS A.277 - (IM) - Beechcraft - King - Air - Models - 200 - 300 05 29082013Document27 pagesEASA TCDS A.277 - (IM) - Beechcraft - King - Air - Models - 200 - 300 05 29082013snappish1100% (1)