You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
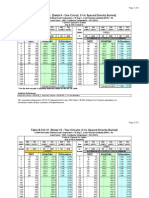
- NEC Table 220.19Document2 pagesNEC Table 220.19Anderson GohNo ratings yet
- Quality of Russian Petroleum Cokes For Aluminum ProductionDocument5 pagesQuality of Russian Petroleum Cokes For Aluminum ProductionCris CristyNo ratings yet
- 0971 PDFDocument8 pages0971 PDFCris CristyNo ratings yet
- 0957 PDFDocument6 pages0957 PDFCris CristyNo ratings yet
- 0963 PDFDocument6 pages0963 PDFCris CristyNo ratings yet
- 0913 PDFDocument4 pages0913 PDFCris CristyNo ratings yet
- Anode Coating To Prevent Airburn in Aluminium SmeltersDocument5 pagesAnode Coating To Prevent Airburn in Aluminium SmeltersCris CristyNo ratings yet
- 0515 PDFDocument4 pages0515 PDFCris CristyNo ratings yet
- 0909 PDFDocument3 pages0909 PDFCris CristyNo ratings yet
- 0917 PDFDocument4 pages0917 PDFCris CristyNo ratings yet
- Elimination of Crystallinity in Fractured Surface of Medium Carbon Low Alloy Steel Plates Through Process ImprovementDocument9 pagesElimination of Crystallinity in Fractured Surface of Medium Carbon Low Alloy Steel Plates Through Process ImprovementCris CristyNo ratings yet
- 0653 PDFDocument6 pages0653 PDFCris CristyNo ratings yet
- 0347 PDFDocument5 pages0347 PDFCris CristyNo ratings yet
- 0905 PDFDocument4 pages0905 PDFCris CristyNo ratings yet
- Comparison of Bubble Noise of Søderberg Pots and Prebake PotsDocument4 pagesComparison of Bubble Noise of Søderberg Pots and Prebake PotsCris CristyNo ratings yet
- 0365 PDFDocument6 pages0365 PDFCris CristyNo ratings yet
- 0405 PDFDocument6 pages0405 PDFCris CristyNo ratings yet
- 0377 PDFDocument3 pages0377 PDFCris CristyNo ratings yet
- 0389 PDFDocument6 pages0389 PDFCris CristyNo ratings yet
- The Behaviour of Moisture in Cryolite MeltsDocument6 pagesThe Behaviour of Moisture in Cryolite MeltsCris CristyNo ratings yet
- 0317 PDFDocument6 pages0317 PDFCris CristyNo ratings yet
- Spent Si N Bonded Sic Sidelining Materials in Aluminium Electrolysis CellsDocument6 pagesSpent Si N Bonded Sic Sidelining Materials in Aluminium Electrolysis CellsCris CristyNo ratings yet
- 0259 PDFDocument4 pages0259 PDFCris CristyNo ratings yet
- 0371 PDFDocument5 pages0371 PDFCris CristyNo ratings yet
- AnoziDocument4 pagesAnoziCris CristyNo ratings yet
- What Are Computer NetworksDocument5 pagesWhat Are Computer NetworksJASMEET SinghNo ratings yet
- 7.5 Tagging Conventions: Chapter 7 - C F I DDocument18 pages7.5 Tagging Conventions: Chapter 7 - C F I DN MlynNo ratings yet
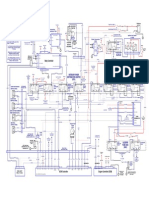
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document35 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Eduardo SantanaNo ratings yet
- Ts 590sg Idm OkDocument76 pagesTs 590sg Idm OkLoco Soy Loco SoyNo ratings yet
- Multilayer Ceramic CapacitorsDocument12 pagesMultilayer Ceramic CapacitorscostpopNo ratings yet
- Nec B310-10Document3 pagesNec B310-10ICerebro ElengkumaranNo ratings yet
- Typical Wiring Diagram: 7320 Installation InstructionsDocument2 pagesTypical Wiring Diagram: 7320 Installation InstructionsMecatrónica IgnacioNo ratings yet
- Protection Instrument TransformersDocument21 pagesProtection Instrument TransformersSyed Muzammil AliNo ratings yet
- Ed Mini ProjectDocument5 pagesEd Mini ProjectShivanshu TripathiNo ratings yet
- Colpitts OscillatorDocument3 pagesColpitts OscillatorBharat SwabhimanNo ratings yet
- 01-04 ChassisDocument433 pages01-04 ChassisThị Thanh Thảo TrầnNo ratings yet
- Ceraphant T PTC31, PTP31, PTP35: Technical InformationDocument24 pagesCeraphant T PTC31, PTP31, PTP35: Technical InformationRenato Jose Genari LiraNo ratings yet
- Notes Switchgear and Protection Unit 2Document32 pagesNotes Switchgear and Protection Unit 2Pratik SinghNo ratings yet
- IComSatV1.1 GSM Shield Arduino - DatasheetDocument7 pagesIComSatV1.1 GSM Shield Arduino - DatasheetM Fatkhu Rizqi100% (1)
- Solar Panels:: 1-DefinitionDocument3 pagesSolar Panels:: 1-DefinitionLinda LinaNo ratings yet
- IEC 61850-7-410 Edition 2.0 2012Document126 pagesIEC 61850-7-410 Edition 2.0 2012Sergio Blanco CorreaNo ratings yet
- LMR 200 DatasheetDocument4 pagesLMR 200 DatasheetAMNo ratings yet
- 300Mbps Wireless N PCI Adapter: TL-WN851NDDocument2 pages300Mbps Wireless N PCI Adapter: TL-WN851NDRiyan LesmanaNo ratings yet
- Digital Electronics NotesDocument108 pagesDigital Electronics Notesksreddy2002No ratings yet
- Digital Holography For 3D Display and SensingDocument6 pagesDigital Holography For 3D Display and SensingSab-Win DamadNo ratings yet
- Multi-Parameter Monitoring & Controlling For A Boiler Using PIC ControllerDocument1 pageMulti-Parameter Monitoring & Controlling For A Boiler Using PIC ControllerkmkesavanNo ratings yet
- Delta Elevator Drive VFD-ED Series User ManualDocument228 pagesDelta Elevator Drive VFD-ED Series User ManualMohammed HussenNo ratings yet
- SEW Eurodrive EMS Systems PDFDocument15 pagesSEW Eurodrive EMS Systems PDFRikardo AlexisNo ratings yet
- Attitude Indicator Model Number: Gs Maintenance ManualDocument51 pagesAttitude Indicator Model Number: Gs Maintenance ManualbrightprojectrussiaNo ratings yet
- Analysis and Implementation of Fuzzy Logic Controller Based MPPT To Enhance Power Quality in PV SystemDocument10 pagesAnalysis and Implementation of Fuzzy Logic Controller Based MPPT To Enhance Power Quality in PV SystemEditor IJTSRDNo ratings yet
- DbatuDocument30 pagesDbatuLaxmikant BagaleNo ratings yet
- 12 PhysicsDocument31 pages12 PhysicsPradeep Kumar DwivediNo ratings yet
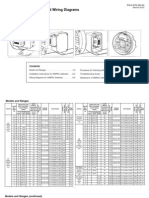
- Installation Instructions and Wiring Diagrams For All Models and RangesDocument8 pagesInstallation Instructions and Wiring Diagrams For All Models and RangesMaria MusyNo ratings yet
- Icon Pro StarDocument1 pageIcon Pro Staramateur123456100% (1)