You might also like
- CC112 Complete ManualDocument19 pagesCC112 Complete ManualKarolMichaelSaavedraContrerasNo ratings yet
- Danuhm Bush Air Cooled Roof Top PACUDocument20 pagesDanuhm Bush Air Cooled Roof Top PACUFalak KhanNo ratings yet
- PI FSE 770 Ind en Ok 06 08Document2 pagesPI FSE 770 Ind en Ok 06 08Douglas ArandaNo ratings yet
- M550L User's Manual: Radio Remote ControlDocument28 pagesM550L User's Manual: Radio Remote ControlTSDCNo ratings yet
- Plugin-PM 261 enDocument11 pagesPlugin-PM 261 enscientist mahaleNo ratings yet
- Panther PT19Document46 pagesPanther PT19Rafael LinarezNo ratings yet
- Ssdx12-25 Handbook Dse702 & Esr3.1 Issue 3Document29 pagesSsdx12-25 Handbook Dse702 & Esr3.1 Issue 3azry_alqadryNo ratings yet
- Parts Replacement Manual For Dodge® Torque-Arm ™: Speed Reducers Straight Bore & Taper BushedDocument16 pagesParts Replacement Manual For Dodge® Torque-Arm ™: Speed Reducers Straight Bore & Taper BushedRomulo Davila GarciaNo ratings yet
- Special ToolsDocument24 pagesSpecial ToolsSuka MuttAstroNo ratings yet
- HY-TTC 32: Quick Start Guide For CODESYSDocument29 pagesHY-TTC 32: Quick Start Guide For CODESYSssleandroNo ratings yet
- 1503 Br010 en P Application BrochureDocument60 pages1503 Br010 en P Application BrochuretsampouriseNo ratings yet
- Shotcrete 3 PDFDocument18 pagesShotcrete 3 PDFCarlos GuerraNo ratings yet
- ARG250-520automat2017 ENG2 PDFDocument51 pagesARG250-520automat2017 ENG2 PDFGoran KaramikaNo ratings yet
- SWR Bracket Boss: Sovex ORDER NO.: 170850 Project: AmhDocument21 pagesSWR Bracket Boss: Sovex ORDER NO.: 170850 Project: AmhEmir MujićNo ratings yet
- Micron4 - I V2 2Document18 pagesMicron4 - I V2 2tsdcnNo ratings yet
- Yamaha RX-V2067, HTR-9063, RX-A2000 PDFDocument190 pagesYamaha RX-V2067, HTR-9063, RX-A2000 PDFboroda24100% (1)
- 如何更新和配置ec2087Document12 pages如何更新和配置ec2087TTIBCCANo ratings yet
- SuperCylinderDesignGuide PDFDocument48 pagesSuperCylinderDesignGuide PDFjulianNo ratings yet
- Catalogo JUMBO InglesDocument8 pagesCatalogo JUMBO InglesDarko BogdanovicNo ratings yet
- Adicon 2500 ProtocolDocument85 pagesAdicon 2500 ProtocolNDNUPortfolioNo ratings yet
- Esm-7710 Man Env04Document44 pagesEsm-7710 Man Env04itsirc67No ratings yet
- PLC m91 UnitromicsDocument8 pagesPLC m91 UnitromicsJammil VenegasNo ratings yet
- Section 4 Hydraulics: 4-1 B30D & B25D 6X6 Low Cab AdtDocument38 pagesSection 4 Hydraulics: 4-1 B30D & B25D 6X6 Low Cab AdtPeetNo ratings yet
- AC 665-1120-036 - en (Telescoping)Document72 pagesAC 665-1120-036 - en (Telescoping)Arslan AhmedNo ratings yet
- Witton Kramer CatDocument24 pagesWitton Kramer CatashiyNo ratings yet
- HZS25 Concrete Batching Plant PDFDocument2 pagesHZS25 Concrete Batching Plant PDFHenan NF Mechanical Installation Co., Ltd.100% (2)
- Masterpact NT: User ManualDocument56 pagesMasterpact NT: User ManualkubikNo ratings yet
- Hardware Manual: 1. Installing CabinetsDocument186 pagesHardware Manual: 1. Installing CabinetsPhan AnNo ratings yet
- NDB Spares Kit Se125Document1 pageNDB Spares Kit Se125chienNo ratings yet
- Section Z': Bottom Ash Handling System Operation & Maintenance ManualDocument10 pagesSection Z': Bottom Ash Handling System Operation & Maintenance ManualPrudhvi RajNo ratings yet
- A5000 Users Manual AsahiDocument72 pagesA5000 Users Manual AsahiBobNo ratings yet
- CamLogic General Catalogue2010Document34 pagesCamLogic General Catalogue2010lin2m3No ratings yet
- Separadoe MagneticoDocument4 pagesSeparadoe MagneticowilsonNo ratings yet
- GX 600 ManualDocument10 pagesGX 600 ManualKatherine Isahac Blue LaceNo ratings yet
- Mentor Talkback SystemDocument2 pagesMentor Talkback SystemLes OakesNo ratings yet
- Ca 3524Document20 pagesCa 3524rmsharma1970No ratings yet
- Caterpillar Cat 245 EXCAVATOR (Prefix 95V) Service Repair Manual (95V00001-00470)Document25 pagesCaterpillar Cat 245 EXCAVATOR (Prefix 95V) Service Repair Manual (95V00001-00470)rpoy9396615100% (1)
- Oil Injected Electric Skid Tank Mounted Screw CompressorsDocument11 pagesOil Injected Electric Skid Tank Mounted Screw CompressorsNicky BradNo ratings yet
- Cement Mixer Model Mx-80 Owner'S/Operator'S - Parts ManualDocument12 pagesCement Mixer Model Mx-80 Owner'S/Operator'S - Parts Manualrelh62No ratings yet
- HT220 Parts Manual 053-1150Document167 pagesHT220 Parts Manual 053-1150Luis Panti EkNo ratings yet
- 1cx Hydraulics Schematic FinalDocument5 pages1cx Hydraulics Schematic FinalHelioNo ratings yet
- IOM Paquetes DX Precedent RT-SVX22U-EN - 03072018Document82 pagesIOM Paquetes DX Precedent RT-SVX22U-EN - 03072018Mario Lozano100% (1)
- Franco Tosi MeccanicaDocument15 pagesFranco Tosi MeccanicamassimocalviNo ratings yet
- A.C.Synchronous Transmitter Manual PDFDocument15 pagesA.C.Synchronous Transmitter Manual PDFAbhishek RajNo ratings yet
- Altech User Manual AlRitmaDocument63 pagesAltech User Manual AlRitmaAndrew AllanNo ratings yet
- DW 3 Vs Va Adj AllDocument4 pagesDW 3 Vs Va Adj AlluhlandeNo ratings yet
- Bearing ListDocument2 pagesBearing ListRonin RomezNo ratings yet
- Pumps Steeltech ENGDocument9 pagesPumps Steeltech ENGAhmad MahmmadNo ratings yet
- Rulmeca Motorized Pulley Catalog12 PG 78-89Document12 pagesRulmeca Motorized Pulley Catalog12 PG 78-89zikezakosiNo ratings yet
- S.No. Pump Name Type Steam Turbine SectionDocument15 pagesS.No. Pump Name Type Steam Turbine SectionSaad AhmedNo ratings yet
- Catalogue For TFM-FR-TZ-TX-B PDFDocument15 pagesCatalogue For TFM-FR-TZ-TX-B PDFGuru Vaga50% (2)
- Brochure OLU 20160224 EN - Compressed PDFDocument48 pagesBrochure OLU 20160224 EN - Compressed PDFAlaa saidNo ratings yet
- XQ500 Spec SheetDocument4 pagesXQ500 Spec Sheetvbazan5299100% (1)
- Manitou Fast Opening Platform (EN)Document1 pageManitou Fast Opening Platform (EN)ManitouNo ratings yet
- CZJ 2Document3 pagesCZJ 2onlyichwan wicaksonoNo ratings yet
- Thomson LeadScrews BallScrews BallSplines CatalogDocument230 pagesThomson LeadScrews BallScrews BallSplines CatalogElectromateNo ratings yet
- Carte Tehnica Masina de Spalat HM270-670 en NEWDocument53 pagesCarte Tehnica Masina de Spalat HM270-670 en NEWniki2530No ratings yet
- Air Box Pulse Bag Type Dust Collecting Unit Operation Maintance Usage InstructionDocument5 pagesAir Box Pulse Bag Type Dust Collecting Unit Operation Maintance Usage InstructionJean Loto SslNo ratings yet
- Nipping of Reformer PigtailsDocument12 pagesNipping of Reformer PigtailsVinh Do Thanh50% (2)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- 0963 PDFDocument6 pages0963 PDFCris CristyNo ratings yet
- 0957 PDFDocument6 pages0957 PDFCris CristyNo ratings yet
- 0917 PDFDocument4 pages0917 PDFCris CristyNo ratings yet
- Anode Coating To Prevent Airburn in Aluminium SmeltersDocument5 pagesAnode Coating To Prevent Airburn in Aluminium SmeltersCris CristyNo ratings yet
- Quality of Russian Petroleum Cokes For Aluminum ProductionDocument5 pagesQuality of Russian Petroleum Cokes For Aluminum ProductionCris CristyNo ratings yet
- 0971 PDFDocument8 pages0971 PDFCris CristyNo ratings yet
- 0913 PDFDocument4 pages0913 PDFCris CristyNo ratings yet
- 0909 PDFDocument3 pages0909 PDFCris CristyNo ratings yet
- 0653 PDFDocument6 pages0653 PDFCris CristyNo ratings yet
- Comparison of Bubble Noise of Søderberg Pots and Prebake PotsDocument4 pagesComparison of Bubble Noise of Søderberg Pots and Prebake PotsCris CristyNo ratings yet
- 0905 PDFDocument4 pages0905 PDFCris CristyNo ratings yet
- Elimination of Crystallinity in Fractured Surface of Medium Carbon Low Alloy Steel Plates Through Process ImprovementDocument9 pagesElimination of Crystallinity in Fractured Surface of Medium Carbon Low Alloy Steel Plates Through Process ImprovementCris CristyNo ratings yet
- 0405 PDFDocument6 pages0405 PDFCris CristyNo ratings yet
- The Behaviour of Moisture in Cryolite MeltsDocument6 pagesThe Behaviour of Moisture in Cryolite MeltsCris CristyNo ratings yet
- Spent Si N Bonded Sic Sidelining Materials in Aluminium Electrolysis CellsDocument6 pagesSpent Si N Bonded Sic Sidelining Materials in Aluminium Electrolysis CellsCris CristyNo ratings yet
- 0389 PDFDocument6 pages0389 PDFCris CristyNo ratings yet
- 0371 PDFDocument5 pages0371 PDFCris CristyNo ratings yet
- 0317 PDFDocument6 pages0317 PDFCris CristyNo ratings yet
- 0377 PDFDocument3 pages0377 PDFCris CristyNo ratings yet
- 0365 PDFDocument6 pages0365 PDFCris CristyNo ratings yet
- 0347 PDFDocument5 pages0347 PDFCris CristyNo ratings yet
- 0333 PDFDocument4 pages0333 PDFCris CristyNo ratings yet
- 0259 PDFDocument4 pages0259 PDFCris CristyNo ratings yet
- AnoziDocument4 pagesAnoziCris CristyNo ratings yet
- Level Sensor AnimationDocument2 pagesLevel Sensor AnimationInstrumentation ToolsNo ratings yet
- Is 6547.1972Document34 pagesIs 6547.1972rajmarathiNo ratings yet
- Think WoodDocument10 pagesThink WoodkusumoajiNo ratings yet
- Fact Sheet ThreeDocument4 pagesFact Sheet ThreeRodrigo VargasNo ratings yet
- 487.4-2013 Standard For The Electrical Protection of Communication Facilities Serving Electric Supply Locations Through The Use of Neutralizing TransformersDocument55 pages487.4-2013 Standard For The Electrical Protection of Communication Facilities Serving Electric Supply Locations Through The Use of Neutralizing Transformersjose eduardo mejia sanchezNo ratings yet
- LGP4247 11SPLDocument11 pagesLGP4247 11SPLViorel CioataNo ratings yet
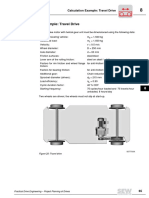
- Travel Drive ExampleDocument10 pagesTravel Drive Examplep-nicoNo ratings yet
- "Enron Energy Scandal": Assignment ONDocument11 pages"Enron Energy Scandal": Assignment ONDarshan GohilNo ratings yet
- Ussp Ppts MainDocument22 pagesUssp Ppts Mainbaswanta patilNo ratings yet
- Laserline Alarm Mod 996Document12 pagesLaserline Alarm Mod 996John Ha100% (1)
- The Nuclear Matters Handbook PDFDocument350 pagesThe Nuclear Matters Handbook PDFGene SevinNo ratings yet
- Generadores BaldorDocument28 pagesGeneradores BaldorRobert CamposNo ratings yet
- Phasor Analysis of Mechanical Systems Rev B PDFDocument6 pagesPhasor Analysis of Mechanical Systems Rev B PDFBjørn-Magnus MoslåttNo ratings yet
- Touareg Supplementary HeatingDocument32 pagesTouareg Supplementary HeatingAnonymous t1FCvPRSaNo ratings yet
- Xylem Lowara FHE FHS FHF BrochureDocument136 pagesXylem Lowara FHE FHS FHF BrochureDanicaNo ratings yet
- Incini-Cone SelectionGuide 420Document8 pagesIncini-Cone SelectionGuide 420Thaiminh Vo100% (1)
- Cascadia PrtPak 09AUG13Document44 pagesCascadia PrtPak 09AUG13Raul LunaNo ratings yet
- Potenciometro Multivuelta 3006p Trimpot 1kDocument1 pagePotenciometro Multivuelta 3006p Trimpot 1kdanielinforgraNo ratings yet
- Investigation of Technical and Economic Aspects For Methanol Production Through CO2 Hydrogenation PDFDocument13 pagesInvestigation of Technical and Economic Aspects For Methanol Production Through CO2 Hydrogenation PDFCarlosNo ratings yet
- Assignment#1Document5 pagesAssignment#1Hennesey LouriceNo ratings yet
- Interfacing of Flame Sensor With ArduinoDocument14 pagesInterfacing of Flame Sensor With Arduinotech agentNo ratings yet
- Thermal Pr0perties of CeramicsDocument5 pagesThermal Pr0perties of CeramicsaufaNo ratings yet
- Thermodynamics Lab: ProjectDocument10 pagesThermodynamics Lab: ProjectSaAhRaNo ratings yet
- Fundamentals of Engineering Thermodynamics (Solutions Manual) (M. J. Moran & H. N. Shapiro)Document451 pagesFundamentals of Engineering Thermodynamics (Solutions Manual) (M. J. Moran & H. N. Shapiro)eltytanNo ratings yet
- Untes Chiller HEDocument5 pagesUntes Chiller HEAnarNo ratings yet
- Refractory Constructions PDFDocument51 pagesRefractory Constructions PDFHammadNo ratings yet
- The Efficient Green Data Center WPDocument36 pagesThe Efficient Green Data Center WPgsingh78No ratings yet
- Manual-4 6 7Document412 pagesManual-4 6 7Nina Brown100% (1)
- A New Design Approach For of Pneumatic ConveyingDocument6 pagesA New Design Approach For of Pneumatic ConveyingpneuconNo ratings yet
- Mock Defense Parcon 1Document19 pagesMock Defense Parcon 1Nash Gemar Braga EvangelistaNo ratings yet