You might also like
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- FAG Failure Diagnosis PC en PDFDocument28 pagesFAG Failure Diagnosis PC en PDFLeire MeigaNo ratings yet
- Bearing Failure BrochureDocument16 pagesBearing Failure BrochureEnida TeletovicNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Symptoms Causes Remedies: Rolling Bearing DamageDocument1 pageSymptoms Causes Remedies: Rolling Bearing Damageemad sabriNo ratings yet
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Bearing Failure Causes CureDocument13 pagesBearing Failure Causes Curemkpq100% (1)
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreFrom EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNo ratings yet
- Belt Preventive Maintenance ManualDocument67 pagesBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- EECO Motor Repair Center Services Program StandardsDocument14 pagesEECO Motor Repair Center Services Program Standards434lapNo ratings yet
- SKF Bearing Failure and CausesDocument44 pagesSKF Bearing Failure and CausescazacuphNo ratings yet
- Sleeve Bearing Specification For MotorDocument45 pagesSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- Motor Installation and Maintenance ManualDocument23 pagesMotor Installation and Maintenance ManualVenkat CherukuriNo ratings yet
- Bearingfailure PDFDocument22 pagesBearingfailure PDFMohamed Altaf Jaffer100% (1)
- Electric Motor RegreasingDocument6 pagesElectric Motor Regreasinghamidkarimi_zpcNo ratings yet
- Hydraulic Troubleshooting GuideDocument9 pagesHydraulic Troubleshooting Guideusamaperwez100% (1)
- Maintenance of Journal (Babbitt) BearingsDocument34 pagesMaintenance of Journal (Babbitt) BearingsNilav KumarNo ratings yet
- Motor Bearing Failure Analysis by Vibration MonitoringDocument180 pagesMotor Bearing Failure Analysis by Vibration MonitoringGeert Henk Wijnants100% (1)
- Bearing Inspection SOPDocument7 pagesBearing Inspection SOPRianAwangga100% (1)
- en Bearing Damage and Failure AnalysisDocument106 pagesen Bearing Damage and Failure Analysisacicuencano100% (5)
- Factor of Alignment-PDocument12 pagesFactor of Alignment-Pvinothenergy100% (1)
- Datasheet de Motor Sincrono de Media TensionDocument40 pagesDatasheet de Motor Sincrono de Media TensionKamal ArreazaNo ratings yet
- SKF-Condition Monitoring ToolsDocument76 pagesSKF-Condition Monitoring ToolsTayyab ZubairNo ratings yet
- Over GreasingDocument6 pagesOver GreasingantonyaleNo ratings yet
- FAG Bearing DamageDocument91 pagesFAG Bearing Damagesamir8albinoNo ratings yet
- en Rolling Bearings and Seals in Electric Motors and GeneratorsDocument146 pagesen Rolling Bearings and Seals in Electric Motors and Generatorseakkachai_tNo ratings yet
- FAG - Mounting and Dismounting of Rolling BearingsDocument114 pagesFAG - Mounting and Dismounting of Rolling BearingsCagatay Tulunay100% (1)
- Bearing Numbers ExplainedDocument3 pagesBearing Numbers Explainedshahadat08No ratings yet
- Alignment: Application and Installation GuideDocument28 pagesAlignment: Application and Installation GuideHeather MurphyNo ratings yet
- Journal Bearing LubricationDocument5 pagesJournal Bearing LubricationYorman Hernandez100% (1)
- Shock Pulse Monitoring: ApplicationsDocument18 pagesShock Pulse Monitoring: Applicationshari krishna100% (1)
- Maintenance of Motors and GeneratorsDocument116 pagesMaintenance of Motors and GeneratorsAtiqur RahmanNo ratings yet
- TIMKEN-Bearing Damage AnalysisDocument3 pagesTIMKEN-Bearing Damage AnalysisAnonymous Bdt0OGhNo ratings yet
- Cranking SystemsDocument49 pagesCranking SystemsSundar MahalingamNo ratings yet
- Bearing FailureDocument25 pagesBearing Failureokta saputra100% (1)
- Bearing FaultsDocument17 pagesBearing Faultseko bagus sunaryoNo ratings yet
- Bearing Flaking and Its CausesDocument4 pagesBearing Flaking and Its Causesbarry nancooNo ratings yet
- Bearing Damage AnalysisDocument36 pagesBearing Damage AnalysisWasif Aziz100% (2)
- BearingDocument12 pagesBearingDahlan DahlanNo ratings yet
- Plant MaintenanceDocument37 pagesPlant MaintenanceAli khanNo ratings yet
- BearingsDocument5 pagesBearingsPrasanthNo ratings yet
- BearingsDocument9 pagesBearingsowaisNo ratings yet
- Bearing FailureDocument22 pagesBearing Failureapi-19775783100% (1)
- Bearing Failure - SeizureDocument6 pagesBearing Failure - SeizureAnonymous Bdt0OGhNo ratings yet
- Bearing Failure: Causes and CuresDocument13 pagesBearing Failure: Causes and Cureslorindal100% (1)
- Bearing AdvancedDocument81 pagesBearing Advancedibrahim samy100% (1)
- Do Bearings Fail Us, or Do We Fail ThemDocument13 pagesDo Bearings Fail Us, or Do We Fail ThemRichieNo ratings yet
- 12 Causes of Bearing FailuresDocument7 pages12 Causes of Bearing FailuresAmirmasoudNo ratings yet
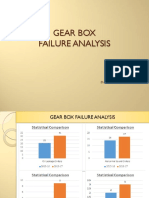
- Gear Box Failure AnalysisDocument39 pagesGear Box Failure AnalysisAli Hasnain100% (1)
- Casting Procedures and Defects: Dr. Abhinav GuptaDocument53 pagesCasting Procedures and Defects: Dr. Abhinav Guptaዘረአዳም ዘመንቆረርNo ratings yet
- M.E.I.M. 2017 365 Powder Bearings (PM)Document28 pagesM.E.I.M. 2017 365 Powder Bearings (PM)rohanNo ratings yet
- Flexible CouplingsDocument58 pagesFlexible Couplingssgupta_615796No ratings yet
- Bearing DataDocument16 pagesBearing DataCisco StarkNo ratings yet
- How To Prevent Bearing Failure and Determine Their CausesDocument11 pagesHow To Prevent Bearing Failure and Determine Their CausesAntonio da Luz100% (1)
- Mechanical Coker Buckets Inspection Repair Rebuilding Craft Sutar Anvil Attachments Konecranes DCU Mumbai 2016 PDFDocument19 pagesMechanical Coker Buckets Inspection Repair Rebuilding Craft Sutar Anvil Attachments Konecranes DCU Mumbai 2016 PDFFayaz MohammedNo ratings yet
- 096 How Bearings FailDocument4 pages096 How Bearings FailAaron Fulton100% (1)
- Drilling Bit Introduction and Bit Selection (Part 2)Document32 pagesDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNo ratings yet
- Heat Treatment BasicsDocument14 pagesHeat Treatment BasicsMaintenance Circle100% (1)
- Factory ClinicDocument24 pagesFactory CliniccdslicNo ratings yet
- Bearing TypesDocument7 pagesBearing TypesMaintenance Circle100% (1)
- DG Set - Detailed Newsletter - Part OneDocument8 pagesDG Set - Detailed Newsletter - Part OneMaintenance CircleNo ratings yet
- HT TransformerDocument6 pagesHT TransformerMaintenance CircleNo ratings yet
- Why-Why Analysis Part TwoDocument34 pagesWhy-Why Analysis Part TwoMaintenance CircleNo ratings yet
- The Secret ToDocument36 pagesThe Secret ToMaintenance CircleNo ratings yet
- Maintenance Circle TeamDocument7 pagesMaintenance Circle TeamMaintenance CircleNo ratings yet
- Energy Saving Equipment ListDocument15 pagesEnergy Saving Equipment ListMaintenance Circle100% (3)
- Why-Why Analysis Part OneDocument36 pagesWhy-Why Analysis Part OneMaintenance CircleNo ratings yet
- Solar Energy FundamentalsDocument17 pagesSolar Energy FundamentalsMaintenance Circle100% (2)
- Relay Basics Part TwoDocument4 pagesRelay Basics Part TwoMaintenance CircleNo ratings yet
- APFC Troubleshooting ManualDocument28 pagesAPFC Troubleshooting ManualMaintenance Circle100% (1)
- Lube Oil Maintenance BasicsDocument13 pagesLube Oil Maintenance BasicsMaintenance Circle100% (2)
- Relay Basics Part OneDocument4 pagesRelay Basics Part OneMaintenance CircleNo ratings yet
- Motor Starting Basics ChapterDocument25 pagesMotor Starting Basics ChapterMaintenance Circle100% (2)
- Variable Frequency Drives Purchasing TipsDocument7 pagesVariable Frequency Drives Purchasing TipsMaintenance CircleNo ratings yet
- 20090711144054!grounding Measurements 1Document5 pages20090711144054!grounding Measurements 1Husnain AssociatesNo ratings yet
- Paper SizesDocument9 pagesPaper SizeskuchumariNo ratings yet
- Electrical FiresDocument9 pagesElectrical FiresMaintenance Circle100% (2)
- Threads Part TwoDocument10 pagesThreads Part TwoMaintenance CircleNo ratings yet
- THERMOCOUPLESDocument3 pagesTHERMOCOUPLESMaintenance Circle100% (1)
- Spun Pile@UFGS 31 62 13.24Document58 pagesSpun Pile@UFGS 31 62 13.24Sigit BintanNo ratings yet
- Borang IshipDocument9 pagesBorang IshipUlfa RahayuNo ratings yet
- Depentanization of Gasoline and Naphthas: Standard Test Method ForDocument3 pagesDepentanization of Gasoline and Naphthas: Standard Test Method ForMin KhantNo ratings yet
- Handouts First Aid in MasonryDocument5 pagesHandouts First Aid in MasonryIvyNo ratings yet
- Zuckerindustrie 139 (2) - 2014Document9 pagesZuckerindustrie 139 (2) - 2014Mateus RochaNo ratings yet
- Schneider A9F 74206Document2 pagesSchneider A9F 74206Rasek ResolfNo ratings yet
- UntitledDocument386 pagesUntitledG PalaNo ratings yet
- Bomba de CalorDocument14 pagesBomba de Calordeworld.gerenciaNo ratings yet
- NTCP TCPDocument54 pagesNTCP TCPSAlonii Chawla100% (2)
- Learning Activity 4 Evidence: My View On Colombia: 1. Write A Composition Describing What The LifestyleDocument2 pagesLearning Activity 4 Evidence: My View On Colombia: 1. Write A Composition Describing What The LifestyleYenifer PatiñoNo ratings yet
- Digital Voltmeter (DVM) : Elementary Measurement SystemDocument4 pagesDigital Voltmeter (DVM) : Elementary Measurement SystemRounakNo ratings yet
- Early Production ContainmentDocument2 pagesEarly Production Containmenttravi9580% (5)
- Outlet Temperature HighDocument5 pagesOutlet Temperature HighOzan Gürcan100% (3)
- Micro InsuranceDocument27 pagesMicro Insurancedrishya3No ratings yet
- Bollard MarkDocument1 pageBollard MarkAnonymous JZFSB3DNo ratings yet
- Syllabus PSY112 Indus OrgPsych MagallanesDocument4 pagesSyllabus PSY112 Indus OrgPsych MagallanesMa. Nenita L. MagallanesNo ratings yet
- Red Oxide PrimerDocument2 pagesRed Oxide Primermarsha.fsdNo ratings yet
- Resume - Shady Brook Assistant PrincipalDocument1 pageResume - Shady Brook Assistant Principalapi-359951158No ratings yet
- Levels of The Psyche and Archetypes of JungDocument2 pagesLevels of The Psyche and Archetypes of JungPeperonii100% (1)
- July 16, 2016Document12 pagesJuly 16, 2016The Delphos HeraldNo ratings yet
- User Munual For DENAIR Diesel Portable Air CompressorDocument25 pagesUser Munual For DENAIR Diesel Portable Air CompressorBoumediene CHIKHAOUINo ratings yet
- Weld Neck Flange Inches / Pounds: CLASS 900Document1 pageWeld Neck Flange Inches / Pounds: CLASS 900ksathishgreenNo ratings yet
- Ebook Hadzics Textbook of Regional Anesthesia and Acute Pain Management Self Assessment and Review PDF Full Chapter PDFDocument68 pagesEbook Hadzics Textbook of Regional Anesthesia and Acute Pain Management Self Assessment and Review PDF Full Chapter PDFdonald.mortensen170100% (23)
- Mr./Ms. Anshu Yadav Dear Anshu,: DateDocument3 pagesMr./Ms. Anshu Yadav Dear Anshu,: DateAnshu YadavNo ratings yet
- Assignment - Certificate of Pre & Primary Teacher TrainingDocument4 pagesAssignment - Certificate of Pre & Primary Teacher TrainingSuganya VimalNo ratings yet
- Sentence PatternDocument2 pagesSentence PatternBrito RajNo ratings yet
- Prevention and Control of Infectious Diseases Act - Act 342Document32 pagesPrevention and Control of Infectious Diseases Act - Act 342appakhabarNo ratings yet
- Form 1 Nutrition in Animals A Teacher - Co .KeDocument6 pagesForm 1 Nutrition in Animals A Teacher - Co .Kelydiaciru01No ratings yet
- A Internship Presentation On: Kries Auditorium ConstructionDocument20 pagesA Internship Presentation On: Kries Auditorium ConstructionNagesh babu kmNo ratings yet
- Sabah Malaysian Borneo Buletin August 2007Document28 pagesSabah Malaysian Borneo Buletin August 2007Sabah Tourism Board100% (1)