You might also like
- Marker PlanningDocument6 pagesMarker PlanningAnkit KumarNo ratings yet
- Fabric Control Devices During Garments SpreadingDocument1 pageFabric Control Devices During Garments SpreadingAnkit KumarNo ratings yet
- English Special Distribution of MarksDocument2 pagesEnglish Special Distribution of MarksAnkit KumarNo ratings yet
- WeldingDocument15 pagesWeldingAnkit KumarNo ratings yet
- Demonstrate Knowledge of The Cam Actions of Weft-Knitting Latch Needle MachinesDocument5 pagesDemonstrate Knowledge of The Cam Actions of Weft-Knitting Latch Needle MachinesAnkit KumarNo ratings yet
- Presentation On Saudi ArabiaDocument17 pagesPresentation On Saudi ArabiaAnkit KumarNo ratings yet
- Ring FrameDocument13 pagesRing FrameAnkit Kumar0% (1)
- Price List NinfghfDocument10 pagesPrice List NinfghfAnkit Kumar100% (1)
- TX 7th (SY) 170811065857dfdfDocument11 pagesTX 7th (SY) 170811065857dfdfAnkit KumarNo ratings yet
- Ankit PoetriesDocument5 pagesAnkit PoetriesAnkit KumarNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Teaching LoadsDocument20 pagesTeaching LoadsZean ZeusNo ratings yet
- Virginia Spanish 2 SyllabusDocument2 pagesVirginia Spanish 2 Syllabuskcoles1987No ratings yet
- Climate Change Webquest RubricDocument1 pageClimate Change Webquest Rubricapi-3554784500% (1)
- Department of Education: Solves Problems Involving Permutations and CombinationsDocument2 pagesDepartment of Education: Solves Problems Involving Permutations and CombinationsJohn Gerte PanotesNo ratings yet
- Short Note:-: Neelanjan Ray 1305017048 Health Care Managemnet BBA (H) - 6 SEM BBA - 604Document8 pagesShort Note:-: Neelanjan Ray 1305017048 Health Care Managemnet BBA (H) - 6 SEM BBA - 604neelanjan royNo ratings yet
- Computer Applications in ChemistryDocument16 pagesComputer Applications in ChemistryGanesh NNo ratings yet
- Ess Ia Criteria 1Document7 pagesEss Ia Criteria 1leoNo ratings yet
- Edsp - Lesson Plan - Underhand ThrowingDocument7 pagesEdsp - Lesson Plan - Underhand Throwingapi-535394816No ratings yet
- CH 14 PDFDocument6 pagesCH 14 PDFapi-266953051No ratings yet
- Final Superintendent Recommendation 2023Document30 pagesFinal Superintendent Recommendation 2023ABC Action NewsNo ratings yet
- Eng99 LiteracyRuins PDFDocument4 pagesEng99 LiteracyRuins PDFValeria FurduiNo ratings yet
- Manager Loan Recovery Position DescriptionDocument2 pagesManager Loan Recovery Position DescriptionChristopher John MilionNo ratings yet
- Human Resources Management.Document14 pagesHuman Resources Management.Bridget Smith100% (1)
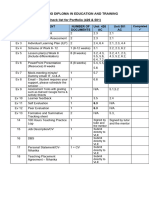
- Checklist For Portfolio Evidence (426 & 501) (Final)Document1 pageChecklist For Portfolio Evidence (426 & 501) (Final)undan.uk3234No ratings yet
- A UCSP Q1M6 Teacher Copy Final LayoutDocument25 pagesA UCSP Q1M6 Teacher Copy Final LayoutKarylle Joy DumalaganNo ratings yet
- Daily Lesson Plan: Learning Objectives: by The End of The Lesson Learners Will Be Able ToDocument3 pagesDaily Lesson Plan: Learning Objectives: by The End of The Lesson Learners Will Be Able ToDaima HussainNo ratings yet
- Media Information Literacy: Final ExaminationDocument3 pagesMedia Information Literacy: Final ExaminationRodessa Marie Canillas LptNo ratings yet
- Over The Line Softball Lesson PlanDocument3 pagesOver The Line Softball Lesson Planapi-312487875No ratings yet
- Entrepreneural Ventrures - Sample Assignment 1Document15 pagesEntrepreneural Ventrures - Sample Assignment 1Owais JunaidNo ratings yet
- Consumer Behaviour BookDocument59 pagesConsumer Behaviour BookPriyanka BatishNo ratings yet
- Didactic Unit Simple Present Tense ReviewDocument3 pagesDidactic Unit Simple Present Tense ReviewEmersdavidNo ratings yet
- Suchita Srivastava & Anr Vs Chandigarh Administration On 28 August 2009Document11 pagesSuchita Srivastava & Anr Vs Chandigarh Administration On 28 August 2009Disability Rights AllianceNo ratings yet
- SALMAN KHAN PRESENTATION-EmotionsDocument11 pagesSALMAN KHAN PRESENTATION-EmotionsIrfan Hassan Irfan Hassan100% (1)
- A Study On Measuring of E-Shopping at Flipkart: Chapter-1Document49 pagesA Study On Measuring of E-Shopping at Flipkart: Chapter-1MohanNo ratings yet
- Short Term Studentship 2021 Program Details and Guide For StudentsDocument13 pagesShort Term Studentship 2021 Program Details and Guide For StudentsPrincy paulrajNo ratings yet
- JLS JLPT N1-N5Document2 pagesJLS JLPT N1-N5Shienthahayoyohayoha100% (1)
- RIZAL Summary Chapter 1-5Document10 pagesRIZAL Summary Chapter 1-5Jemnerey Cortez-Balisado CoNo ratings yet
- Matalino St. DM, Government Center, Maimpis City of San Fernando (P)Document8 pagesMatalino St. DM, Government Center, Maimpis City of San Fernando (P)Kim Sang AhNo ratings yet
- 07 - FIM - Financial Inclusion and MicrofinanceDocument3 pages07 - FIM - Financial Inclusion and MicrofinanceNachikethan.mNo ratings yet
- Story15 HouseDocument29 pagesStory15 HousePAKK(SK,SJKT)-0619 Irene Wong Yen LingNo ratings yet